Kapi - IIP
Kapi - IIP
Kapi - IIP

Erfolgreiche ePaper selbst erstellen
Machen Sie aus Ihren PDF Publikationen ein blätterbares Flipbook mit unserer einzigartigen Google optimierten e-Paper Software.
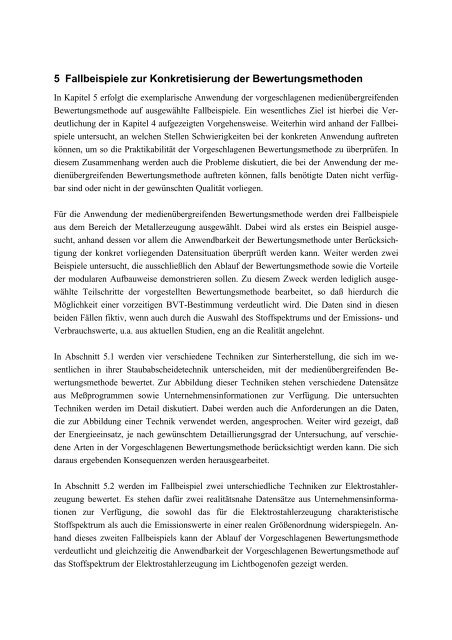
5 Fallbeispiele zur Konkretisierung der Bewertungsmethoden<br />
In <strong>Kapi</strong>tel 5 erfolgt die exemplarische Anwendung der vorgeschlagenen medienübergreifenden<br />
Bewertungsmethode auf ausgewählte Fallbeispiele. Ein wesentliches Ziel ist hierbei die Verdeutlichung<br />
der in <strong>Kapi</strong>tel 4 aufgezeigten Vorgehensweise. Weiterhin wird anhand der Fallbeispiele<br />
untersucht, an welchen Stellen Schwierigkeiten bei der konkreten Anwendung auftreten<br />
können, um so die Praktikabilität der Vorgeschlagenen Bewertungsmethode zu überprüfen. In<br />
diesem Zusammenhang werden auch die Probleme diskutiert, die bei der Anwendung der medienübergreifenden<br />
Bewertungsmethode auftreten können, falls benötigte Daten nicht verfügbar<br />
sind oder nicht in der gewünschten Qualität vorliegen.<br />
Für die Anwendung der medienübergreifenden Bewertungsmethode werden drei Fallbeispiele<br />
aus dem Bereich der Metallerzeugung ausgewählt. Dabei wird als erstes ein Beispiel ausgesucht,<br />
anhand dessen vor allem die Anwendbarkeit der Bewertungsmethode unter Berücksichtigung<br />
der konkret vorliegenden Datensituation überprüft werden kann. Weiter werden zwei<br />
Beispiele untersucht, die ausschließlich den Ablauf der Bewertungsmethode sowie die Vorteile<br />
der modularen Aufbauweise demonstrieren sollen. Zu diesem Zweck werden lediglich ausgewählte<br />
Teilschritte der vorgestellten Bewertungsmethode bearbeitet, so daß hierdurch die<br />
Möglichkeit einer vorzeitigen BVT-Bestimmung verdeutlicht wird. Die Daten sind in diesen<br />
beiden Fällen fiktiv, wenn auch durch die Auswahl des Stoffspektrums und der Emissions- und<br />
Verbrauchswerte, u.a. aus aktuellen Studien, eng an die Realität angelehnt.<br />
In Abschnitt 5.1 werden vier verschiedene Techniken zur Sinterherstellung, die sich im wesentlichen<br />
in ihrer Staubabscheidetechnik unterscheiden, mit der medienübergreifenden Bewertungsmethode<br />
bewertet. Zur Abbildung dieser Techniken stehen verschiedene Datensätze<br />
aus Meßprogrammen sowie Unternehmensinformationen zur Verfügung. Die untersuchten<br />
Techniken werden im Detail diskutiert. Dabei werden auch die Anforderungen an die Daten,<br />
die zur Abbildung einer Technik verwendet werden, angesprochen. Weiter wird gezeigt, daß<br />
der Energieeinsatz, je nach gewünschtem Detaillierungsgrad der Untersuchung, auf verschiedene<br />
Arten in der Vorgeschlagenen Bewertungsmethode berücksichtigt werden kann. Die sich<br />
daraus ergebenden Konsequenzen werden herausgearbeitet.<br />
In Abschnitt 5.2 werden im Fallbeispiel zwei unterschiedliche Techniken zur Elektrostahlerzeugung<br />
bewertet. Es stehen dafür zwei realitätsnahe Datensätze aus Unternehmensinformationen<br />
zur Verfügung, die sowohl das für die Elektrostahlerzeugung charakteristische<br />
Stoffspektrum als auch die Emissionswerte in einer realen Größenordnung widerspiegeln. Anhand<br />
dieses zweiten Fallbeispiels kann der Ablauf der Vorgeschlagenen Bewertungsmethode<br />
verdeutlicht und gleichzeitig die Anwendbarkeit der Vorgeschlagenen Bewertungsmethode auf<br />
das Stoffspektrum der Elektrostahlerzeugung im Lichtbogenofen gezeigt werden.
62 <strong>Kapi</strong>tel 5: Fallbeispiele zur Konkretisierung der Bewertungsmethoden<br />
In Abschnitt 5.3 wird anhand von drei ausgewählten Datensätzen zum charakteristischen<br />
Stoffspektrum der Aluminiumerzeugung gezeigt, daß die Bewertung nach der medienübergreifenden<br />
Bewertungsmethode schon in einem früheren Stadium beendet werden kann, falls<br />
eine konsensfähige BVT-Bestimmung erreicht wird. In Abschnitt 5.4 erfolgt eine Zusammenfassung<br />
der durch die Anwendung der medienübergreifenden Bewertungsmethode auf die Fallbeispiele<br />
gewonnenen Erkenntnisse.<br />
5.1 Fallbeispiel Sinterherstellung mit Staubabscheidung<br />
Im vorliegenden Abschnitt wird die medienübergreifende Bewertungsmethode auf vier Techniken<br />
zur Sinterherstellung (inklusive Staubabscheidung) angewendet. Es handelt sich bei den<br />
betrachteten Techniken im Gegensatz zum zweiten und dritten Fallbeispiel um Techniken, die<br />
in verschiedenen Anlagen bereits realisiert worden sind. In Abschnitt 5.1.1 werden die Technik<br />
zur Sinterherstellung und die eingesetzten Techniken zur Staubabscheidung beschrieben, sowie<br />
das für die Sinterherstellung charakteristische Stoffspektrum und die daraus resultierenden<br />
Umweltproblematiken vorgestellt. In Abschnitt 5.1.2 wird die Bewertungsmethode auf die<br />
diskutierten Techniken angewendet, dabei wird der Einsatz von Strom lediglich unter Berücksichtigung<br />
des Primärenergiegehalts betrachtet. Zusätzlich werden in Abschnitt 5.1.2.4 die<br />
Techniken unter Berücksichtigung der bei der Stromerzeugung auftretenden Rohstoffverbräuche<br />
und Schadstoffemissionen untersucht. Aus dieser Betrachtung läßt sich abschätzen, wie<br />
hoch der Anteil der durch den Stromeinsatz bedingten Umweltwirkungen an den Gesamtumweltwirkungen<br />
der Sinterherstellung ist.<br />
5.1.1 Technische Beschreibung der Sinterherstellung und der Staubabscheidung<br />
5.1.1.1 Verfahrensbeschreibung<br />
Der Sinterprozeß dient dem Stückigmachen von feinkörnigen Einsatzmaterialien, insbesondere<br />
von Eisenerzen, für den Einsatz im Hochofen. Die Sintermischung, die aus dem aufbereiteten<br />
Feinerz, dem Rückgut, Zuschlagsstoffen (z.B. Kalkstein, Branntkalk, Olivin) und Brennstoff<br />
(Koksgruß) besteht, wird über verschiedene Bunker und Fördereinrichtungen auf einen Wanderrost<br />
(Sinterband) aufgegeben. Der in der Sintermischung enthaltene Koks wird mit Hilfe<br />
von Gasbrennern entzündet. Die Brennzone wandert dabei von oben nach unten durch die Mischung,<br />
wobei das Einsatzstoffgemisch zu einem stückigen Gut zusammensintert. Die Verbrennungsluft<br />
wird durch die Sintermischung gesaugt und reißt dabei Partikel aus der Sinterschicht<br />
mit. Das Prozeßgas wird anschließend gereinigt und über den Kamin abgeleitet. Der<br />
fertige Sinter wird nach dem Abkühlen gebrochen, gesiebt und die gewünschten Kornfraktionen<br />
werden dem Hochofen zugeführt. Der beim Aufbereiten anfallende Feinkornanteil wird<br />
wieder auf das Sinterband zurückgeführt. Für weitere Angaben zur Sintererzeugung sei auf die<br />
einschlägige Literatur hingewiesen z.B. [Cappel73, Bothe93].
5.1 Fallbeispiel Sinterherstellung mit Staubabscheidung 63<br />
5.1.1.2 Inputs und Outputs bei der Sinterherstellung<br />
In der Sinteranlage werden Feinerz, Koksgrus, Zuschläge und Kreislaufstoffe eingesetzt. Auf<br />
eine Tonne Erzmischung kommen i.d.R. 40 - 60 kg Brennstoff, 180 - 300 kg Zuschläge und<br />
250 - 450 kg zurückgeführtes Rückgut [Rentz95]. Weiter wird eine kleinere Menge an<br />
Zündgas (i.d.R. Erdgas, Koksgas oder ein Mischung von beiden) zum Zünden der Sintermischung<br />
eingesetzt, sowie elektrische Energie, deren genaue Ermittlung aufgrund der Vielzahl<br />
der Aggregate schwierig ist. Wesentlicher Output ist neben dem Fertigsinter staubbeladenes<br />
Abgas und Rückgut. Je nach Abgasreinigung fallen auch Abwässer an. Feste Abfälle fallen<br />
i.d.R. nicht an, da alle entstehenden Reststoffe direkt wieder in der Sinteranlage eingesetzt<br />
werden. In Bild 5-1 ist schematisch eine Anlage zur Sinterherstellung mit den wesentlichen<br />
eingehenden und austretenden Energie- und Stoffströmen dargestellt.<br />
Zündgas<br />
Input<br />
Abgasreinigung<br />
Feinerz<br />
Abgasreinigung<br />
Abgas, rein<br />
Zuschläge<br />
Sinterband<br />
Koksgrus<br />
Sinter<br />
Rückgut<br />
Staub<br />
Bild 5-1: Schema der Sinterherstellung mit ein- und austretenden Energie- und Stoffströmen<br />
5.1.1.3 Umweltproblematik bei der Sinterherstellung<br />
Im Bereich der Sinteranlagen lassen sich mit den partikelförmigen Emissionen, der Emission<br />
von Schwermetallen und den gasförmigen Emissionen drei umweltrelevante Gruppen von<br />
Emissionen identifizieren, die im Fallbeispiel betrachtet werden.<br />
Die partikelförmigen Emissionen im Sinteranlagenabgas lassen sich aufgrund ihrer Entstehung<br />
in zwei Klassen einteilen. Die Grobstäube (Partikeldurchmesser etwa 100 µm) entstehen als<br />
mechanischer Austrag durch Mitreißen von Partikeln der Sintermischung vom Sinterbett. Die<br />
Feinstäube (Partikeldurchmesser etwa 1 µm) bilden sich durch physikalisch-chemische Verdampfungs-<br />
und Kondensationsvorgänge und bestehen überwiegend aus Chloriden (NaCl,<br />
KCl). Schwermetallverbindungen, die vorwiegend oxidisch oder chloridisch vorliegen, können<br />
sowohl in den mitgerissenen Grobstaubpartikeln als auch in den gebildeten Feinstäuben (z.B.<br />
Verdampfung und Kondensation von Schwermetallchloriden) enthalten sein. Die in der Gasreinigung<br />
anfallenden Stäube bzw. Schlämme weisen demzufolge einen hohen Chloridgehalt auf.
64 <strong>Kapi</strong>tel 5: Fallbeispiele zur Konkretisierung der Bewertungsmethoden<br />
Im Bereich der gasförmigen Emissionen sind versauernde Stoffe ein Hauptproblemfeld. Große<br />
Bedeutung fällt insbesondere dem Schwefeldioxid 25 zu, das für Sinteranlagen einen Beitrag von<br />
ca. 15 % an den EU-weiten SO 2 -Emissionen durch die Industrie ausmacht [Dutch97]. Es müssen<br />
in diesem Zusammenhang auch die Emissionen von Stickoxiden (ca. 2 % der EU-weiten<br />
Emissionen durch die Industrie) [Dutch97] sowie die Emissionen von HCl und HF betrachtet<br />
werden. Die Sinterherstellung geht mit hohen CO-Emissionen (ca. 29 % der EU-weiten Emissionen<br />
durch die Industrie) einher. Der Anteil des emittierten CO 2 beträgt im Verhältnis zur<br />
EU-weiten Gesamtemissionen durch die Industrie ca. 2 %.<br />
Die Emission von PCDD/PCDF als weiteres Problemfeld im Bereich Sinteranlagenabgas ist in<br />
letzter Zeit verstärkt untersucht worden. Die Ergebnisse weisen die Sinteranlagen als relativ<br />
große PCDD/PCDF-Emittenten aus. Die Höhe der Emissionen ist dabei stark von der Zusammensetzung<br />
der verwendeten Einsatzmaterialien (u.a. Gehalt an organischen Verbindungen wie<br />
Öle, Fette) und von der jeweiligen Technik zur Abgasreinigung abhängig.<br />
5.1.1.4 Techniken zur Staubabscheidung in Sinteranlagen<br />
Im Fallbeispiel werden mit der medienübergreifenden Bewertungsmethode vier unterschiedliche<br />
Abscheidetechniken, die in Sinteranlagen bereits realisiert sind, bewertet 26 . Im Einzelnen<br />
handelt es sich um einen Massenkraftabscheider (Zyklon), einen elektrischen Abscheider, eine<br />
Kombination aus elektrischem Abscheider und filterndem Abscheider (Gewebefilter) sowie<br />
eine speziell für die Feinstaubproblematik bei Sinteranlagen entwickelte Technik der Naßabscheidung.<br />
Im folgenden werden die untersuchten Techniken kurz vorgestellt, um ihre Eignung<br />
für die spezielle Problematik der Reinigung von Sinteranlagenabgas zu diskutieren.<br />
Elektroabscheider<br />
Bei der Anwendung von Elektroabscheidern wird die elektrische Kraft auf geladene Partikel<br />
für die Abtrennung von Stäuben aus dem Abgas genutzt. Die Teilchen werden elektrisch aufgeladen<br />
und durch ein elektrisches Feld zu einer Niederschlagselektrode transportiert, an der<br />
sie durch Haftkräfte festgehalten werden. Der sich an den Elektroden niedergeschlagene Staub<br />
wird entweder mechanisch durch periodische Erschütterung der Niederschlagselektrode (trokken)<br />
oder durch einen Rieselfilm (naß) entfernt. Der Einsatz von Elektroabscheidern zur Reinigung<br />
des Sinteranlagenabgases ist aufgrund der unterschiedlichen Staubfraktionen problematisch.<br />
Für die enthaltenen Grobstäube kann im Elektroabscheider ein Abscheidegrad von 95 bis<br />
99,99 % [Reimann90] erreicht werden, während die chloridhaltigen Feinstäube aufgrund des<br />
geringen Partikeldurchmessers und des hohen spezifischen Widerstands der Alkalichloride<br />
deutlich schlechter abgeschieden werden. Der Gesamtabscheidegrad ist also geringer, er liegt<br />
beispielsweise für Chloride im Mittel nur bei etwa 60 % [Rentz97c]. Der Energiebedarf für<br />
einen Elektroabscheider liegt bei etwa 0,1 - 0,6 kWh/1000 Nm³ Abgas [Reimann90].<br />
25 Schwefel wird sowohl durch Brennstoff (Koksgrus) als auch durch Eisenerz in das System eingetragen.<br />
26 Für weitere Angaben zu Staubabscheidetechniken sei auf die einschlägige Literatur hingewiesen, z.B. [Dialer86,<br />
Baumbach90].
5.1 Fallbeispiel Sinterherstellung mit Staubabscheidung 65<br />
Elektroabscheider und Gewebefilter in Reihenschaltung<br />
Eine technische Verbesserung im Bereich der herkömmlichen Abgasreinigung von Sinteranlagen<br />
ist die Nachschaltung eines Gewebefilters hinter den Elektroabscheider zum besseren Abscheiden<br />
von Feinstäuben. Gewebefilter (filternde Abscheider) gehören zu den wirkungsvollsten<br />
Entstaubungstechniken und eignen sich besonders gut für die Abscheidung von Feinstäuben.<br />
Die Staubabscheidewirkung kommt durch die Strömung des partikelbeladenen Gases<br />
durch ein poröses Filtermedium zustande. Die Partikel werden zur Filteroberfläche transportiert<br />
und dort durch Haftkräfte festgehalten. Dabei stellt die mit der Zeit gebildete Staubschicht<br />
den eigentlichen Filter dar. Als Filtermedium dienen Faserschichten, wobei je nach Einsatzbereich<br />
(je nach gewünschter Temperatur- und Chemikalienbeständigkeit) verschiedene Filtermedien<br />
eingesetzt werden. Zum Einsatz kommen vor allem auf Trägergewebe aufgebrachte Nadelfilze<br />
aus Kunststoff [Dialer86]. Da die anwachsende Staubschicht zu einem Anstieg des<br />
Druckverlustes führt, wird der Filter regelmäßig durch Spülen mit Gas oder durch Rütteln gereinigt.<br />
Filternde Abscheider weisen einen sehr hohen Abscheidegrad auf (99,0 bis 99,99 % für<br />
Staub) [Reimann90], erhöhen jedoch gleichzeitig den Druckverlust. Es fallen für die Abreinigung<br />
der Filterelemente als zusätzliche Verbrauchsstoffe 3 - 7 Nm³/h Druckluft bei einer<br />
Druckstufe von 3 - 6 bar an. Der Energiebedarf eines Gewebefilters liegt bei 0,4 - 0,7<br />
kWh/1000 Nm³ Abgas [Reimann90]. Ferner erhöhen sich die Wartungskosten, da die Filtermedien<br />
regelmäßig ausgewechselt werden müssen. Mit der speziell für Sinteranlagen entwickelten<br />
Kombination eines Elektrofilters und eines Gewebefilters können im ersten Schritt die<br />
Grobstäube und anschließend die Feinstäube abgeschieden und sehr geringe Staubgehalte im<br />
Reingas erreicht werden. Zur Reduzierung von PCDD/PCDF-Emissionen werden zusätzlich<br />
Additive (z.B. Kalkhydrat, Aktivkohle) eingeblasen [Weiss96]. Inwieweit die im Fallbeispiel<br />
angenommene Rückführung der abgeschiedenen Stäube aus Elektroabscheider und Gewebefilter<br />
langfristig möglich ist, bleibt zu prüfen.<br />
Zyklon<br />
Die Staubabscheidewirkung kommt bei einem Zyklon (Massenkraftabscheider) durch Zentrifugalkräfte<br />
zustande, wobei die Partikel durch Transport in einen Strömungstotraum aus dem<br />
Abgasstrom abgeschieden werden. Zyklone weisen ein nur mäßiges Abscheideverhalten auf<br />
(Abscheidegrad von 85 - 98 %) und eignen sich daher in vielen Anwendungen (jedoch aufgrund<br />
des hohen Feinstaubanteils nicht bei Sinteranlagen) hauptsächlich als Vorabscheider für<br />
nachfolgende Reinigungsstufen. Der Energieverbrauch eines Zyklonabscheiders beträgt 0,3 -<br />
0,5 kWh/1000 Nm³ Abgas [Reimann90]. Ein Vorteil des Zyklons liegt in seinem einfachen<br />
Aufbau. Er ist betriebssicher, wartungsarm und kostengünstig sowohl in der Herstellung als<br />
auch im Betrieb. Da die gesetzlichen Anforderungen an die Staubminderung mit einem Zyklon<br />
nicht mehr erfüllt werden konnten, wurde die für das Fallbeispiel berücksichtigte Anlage mittlerweile<br />
mit einer neueren Technik (modifizierter Elektroabscheider) nachgerüstet.
66 <strong>Kapi</strong>tel 5: Fallbeispiele zur Konkretisierung der Bewertungsmethoden<br />
AIRFINE ®<br />
Die AIRFINE ® -Technik ist eine Naßabscheidetechnik, die speziell für die Abscheidung von<br />
Stäuben mit hohen Feinstaubanteilen aus Agglomerationsanlagen (Sinter- und Pelletieranlagen)<br />
entwickelt wurde. Bei der Naßabscheidung erfolgt die Abscheidung durch den Kontakt der<br />
Partikel mit einer Waschflüssigkeit. Beim AIRFINE ® -Verfahren werden durch den über spezielle<br />
Zweistoffdüsen mittels Druckluft erzeugten sehr feinen Wassernebel sowohl der Staub als<br />
auch die gasförmigen Schadstoffe entfernt. In einem ersten Schritt wird dabei das Abgas durch<br />
eine Quenchzone geleitet, in der Grobstäube sowie im Abgas vorhandene saure Komponenten<br />
(SO 2 , HCl, HF) entfernt werden. Das Abgas wird dabei gleichzeitig abgekühlt und mit Wasser<br />
gesättigt. Im zweiten Schritt erreicht das vorgereinigte Gas den AIRFINE ® -Wäscher, in dem<br />
der Feinstaub unter Einsatz des patentierten Zweistoffdüsensystems ausgewaschen wird. Über<br />
90 % des Staubgehaltes (Grob- und Feinstäube) und zusätzlich 98 % der organischen Bestandteile<br />
werden aus dem Gasstrom entfernt [VAI97]. Der Einsatz der AIRFINE ® -Technik<br />
geht mit einem hohen Energieverbrauch einher. Es werden ca. 2 MW für die Erzeugung von<br />
Druckluft und für die Pumpen des Wäschers aufgewendet [Dutch97], so daß bei einem Abgasvolumenstrom<br />
von 600.000 Nm³ von einem Energiebedarf von 3,3 kWh/1000 Nm³ Abgas ausgegangen<br />
wird. Der Energieverbrauch liegt somit deutlich über dem der anderen Entstaubungstechniken.<br />
Zudem ist sie die einzige der untersuchten Techniken, bei der Abwasser anfällt,<br />
das anschließend gereinigt werden muß.<br />
5.1.2 Anwendung der medienübergreifenden Bewertungsmethode auf das<br />
Beispiel Sinterherstellung<br />
Die Bewertung von Techniken nach der vorgeschlagenen medienübergreifenden Bewertungsmethode<br />
geschieht, ähnlich wie bei einer Ökobilanz zur Bewertung von Betrieben, auf der Basis<br />
von Einzeldaten aus konkreten Anlagen, in denen die zu bewertende Technik realisiert ist.<br />
Hierbei muß beachtet werden, daß zwischen lokalen Einflüssen, d.h. technikunabhängigen Einflüssen,<br />
und Einflüssen, die von der Anwendung einer bestimmten Technik herrühren, unterschieden<br />
wird. So kann beispielsweise ein beim Vergleich von zwei Anlagen auftretender Unterschied<br />
in der SO 2 -Emission verschiedene Gründe haben. Möglich wäre, daß eine Anlage<br />
eine leistungsfähigere Technik zur Schwefeldioxidminderung einsetzt als die andere. Eine andere<br />
Möglichkeit ist, daß in einer Anlage schwefelärmere Roh- oder Brennstoffe eingesetzt werden,<br />
d.h. daß Schwefeldioxid schon in einem wesentlich geringerem Umfang entsteht. Es muß<br />
daher bei einer Bewertung mit der medienübergreifenden Bewertungsmethode versucht werden,<br />
die lokalen Einflüsse einer Anlage soweit wie möglich auszuschließen. Das wird in vielen<br />
Fällen nicht möglich sein. Daher sollte zumindest versucht werden, eine Technik durch einen<br />
gemittelten Datensatz zu beschreiben, der aus möglichst vielen realisierten Anlagen, die die<br />
gleiche zu untersuchende Technik einsetzen, gebildet wird. Je mehr Einzeldaten zur Verfügung
5.1 Fallbeispiel Sinterherstellung mit Staubabscheidung 67<br />
stehen, um so besser können lokale Aspekte herausgemittelt und die Genauigkeiten in der Abbildung<br />
der Technik somit erhöht werden. 27<br />
Für die Anwendung der medienübergreifenden Bewertungsmethode auf das Fallbeispiel Sinterherstellung<br />
mit Staubabscheidung stehen Daten von sechs in konkreten Anlagen realisierten<br />
Techniken zur Verfügung. Die Anlagen unterscheiden sich dabei im wesentlichen durch die<br />
eingesetzte Technik zur Staubabscheidung (vgl. Abschnitt 5.1.1.4), während die Aggregate zur<br />
Sinterherstellung trotz unterschiedlichem Energiebedarf, unterschiedlichen Einsatzstoffmengen<br />
etc. bei allen betrachteten Anlagen als vergleichbar angenommen werden. Drei Anlagen verwenden<br />
zur Staubabscheidung einen Elektroabscheider (Technik 1, 2 und 3). Eine Anlage setzt<br />
zusätzlich zum Elektroabscheider einen Gewebefilter ein (Technik B). Weiter wird eine Anlage<br />
mit Staubabscheidung durch einen Zyklon (Technik C) sowie eine Sinteranlage, die das AIR-<br />
FINE ® -Verfahren (Technik D) einsetzt, untersucht.<br />
Im betrachteten Fallbeispiel liegt in drei Fällen (Technik B, C und D) nur jeweils ein einziger<br />
Datensatz vor, um eine Technik zu beschreiben. Es muß daher bei der Interpretation der Ergebnisse<br />
aus der medienübergreifenden Bewertung berücksichtigt werden, daß der Einfluß von<br />
lokalen Parametern sehr groß sein kann. Für Technik A (Sinteranlage mit Elektroabscheider)<br />
liegen Daten für drei verschiedene Anlagen (Technik 1, 2 und 3) vor, die für das Fallbeispiel<br />
gemittelt werden. Um einen Eindruck zu vermitteln, in welchem Bereich und in welchen<br />
Spannweiten sich die Daten für eine Technik bewegen und wie stark sie voneinander, bzw.<br />
vom Mittelwert abweichen können, werden in Tabelle 5-1 die Einzeldaten für die drei Techniken<br />
aufgeführt. Die Kenntnis der Einzeldaten ermöglicht eine bessere Abschätzung der Plausibilität<br />
der Resultate der medienübergreifenden Bewertungsmethode.<br />
27 Grundsätzlich sollte überlegt werden, ob es günstigere Möglichkeiten gibt, lokale Besonderheiten der untersuchten<br />
Techniken vor Anwendung der Bewertungsmethode herauszufiltern. Da im betrachteten Fallbeispiel<br />
die Unterschiede der Techniken im wesentlichen auf die Staubminderungstechnik zurückzuführen sind, wäre<br />
ein Vergleich der erreichten Einzelwirkungsgrade der Staubabscheidetechniken für die betrachteten Stoffe<br />
grundsätzlich möglich. Alternativ könnte die stoffliche Zusammensetzung sämtlicher Input- und Outputströme<br />
explizit berücksichtigt werden.
68 <strong>Kapi</strong>tel 5: Fallbeispiele zur Konkretisierung der Bewertungsmethoden<br />
Tabelle 5-1: Vorliegende Daten für drei Sinteranlagen mit Elektroabscheider<br />
Technik 1 Technik 2 Technik 3 Einheit pro<br />
m³ Abgas<br />
Gesamtstaub 38,05 47,00 48,00 mg/m³<br />
CO 8.381 9.000 mg/m³<br />
SO 2 396 mg/m³<br />
NO x 265 214 mg/m³<br />
NMVOC 18,3 77 mg/m³<br />
Chloridionen als HCl<br />
mg/m³<br />
Fluoridionen als HF<br />
mg/m³<br />
PCDD/PCDF 1,13 2,311 2,56 ng/m³<br />
As 4,7 µg/m³<br />
Cd 12,90 105,00 126,00 µg/m³<br />
Cr 2,7 28,0 179,5 µg/m³<br />
Cu 105,3 182,0 328,0 µg/m³<br />
Hg 6,0 19,5 53,0 µg/m³<br />
Mn 65,6 877,0 306,0 µg/m³<br />
Ni 1,3 23,0 145,5 µg/m³<br />
Pb 518,9 620,0 384,0 µg/m³<br />
Sn 1,50 114,50 µg/m³<br />
Tl 19,50 µg/m³<br />
Zn 2723 µg/m³<br />
Zudem sind bekannt: Sinterjahresproduktion [t Sinter/a], Produktionsstunden [h/a], Abgasvolumenstrom<br />
[Nm³/h] (vgl. Anhang D)<br />
Die vorliegenden Daten, die zur Beschreibung der Techniken zur Verfügung stehen, stammen<br />
aus einem Meßprogramm zur Messung von Dioxinen und Schwermetallen. Daher liegen Daten<br />
zum Bereich PCDD/PCDF und Schwermetalle in detaillierter Form vor, während andere<br />
Schadstoffe nicht berücksichtigt werden. Die weiteren Daten, die nicht Bestandteil der Untersuchung<br />
waren, liegen in den vorliegenden Meßberichten i.d.R. nur unvollständig vor und sind<br />
mit Literaturwerten oder eigenen Abschätzungen ergänzt worden. In der graphischen Darstellung<br />
in Bild 5-2 sind die einzelnen Daten auf den jeweiligen Mittelwert aller drei Anlagen bezogen,<br />
um so die Streuung der Daten aufzuzeigen.
5.1 Fallbeispiel Sinterherstellung mit Staubabscheidung 69<br />
3,00<br />
2,50<br />
2,00<br />
1,50<br />
Technik 1<br />
Technik 2<br />
Technik 3<br />
1,00<br />
0,50<br />
0,00<br />
Gesamtstaub<br />
CO<br />
SO2<br />
NOx<br />
NMVOC<br />
Chloridionen als HCl<br />
Fluoridionen als HF<br />
PCDD/PCDF<br />
As<br />
Cd<br />
Cr<br />
Cu<br />
Hg<br />
Mn<br />
Ni<br />
Pb<br />
Sn<br />
Tl<br />
Zn<br />
Bild 5-2: Graphische Darstellung der Daten zur Sinterherstellung bezogen auf den Mittelwert<br />
Es ist ersichtlich, daß die Werte für Gesamtstaub, CO, NO x sowie PCDD/PCDF in der gleichen<br />
Größenordnung vorliegen und sich nicht stark unterscheiden. Sehr unterschiedlich in ihren<br />
Werten sind hingegen die Daten für die einzelnen Schwermetalle; wie aus Tabelle 5-1 erkennbar<br />
ist, unterscheiden sie sich teilweise um bis zu zwei Zehnerpotenzen. Da alle untersuchten<br />
Anlagen die gleiche Technik (Elektroabscheider) einsetzen, zeigt sich hierbei der Einfluß einer<br />
unterschiedlichen Betriebspraxis, beispielsweise Unterschiede in Art und Zusammensetzung der<br />
Einsatzstoffe durch verstärktes Recycling von problemstoffhaltigen Hüttenwerkskreislaufstoffen,<br />
besonders deutlich. Bei der Interpretation der Ergebnisse aus der Anwendung der medienübergreifenden<br />
Bewertungsmethode muß dieser Sachverhalt angemessen berücksichtigt werden.<br />
Weiter ist aus den Darstellungen erkennbar, daß mehrere Lücken im Datensatz vorhanden sind.<br />
Im Fallbeispiel wird für die Demonstration der medienübergreifenden Bewertungsmethode<br />
trotz fehlender Einzeldaten eine vereinfachende Vorgehensweise zur Ergänzung des Datensatzes<br />
gewählt. Dabei werden die Datenlücken mit Mittelwerten aus sämtlichen betrachteten Anlagen<br />
geschlossen. Es wird dabei darauf geachtet, daß die Werte für die deutschen Anlagen<br />
mindestens die Grenzwerte der TA Luft einhalten. Die vervollständigten Datensätze und der<br />
daraus gemittelte Datensatz, der zur Beschreibung der Technik A verwendet wird, ist in<br />
Tabelle 5-2 aufgeführt (vgl. Anhang D für Technik B, C und D).
70 <strong>Kapi</strong>tel 5: Fallbeispiele zur Konkretisierung der Bewertungsmethoden<br />
Tabelle 5-2: Aufbereitete Daten für drei Techniken zur Sinterherstellung mit Elektroabscheider<br />
als Staubabscheidetechnik und deren Zusammenfassung als „Technik A“<br />
Technik 1 Technik 2 Technik 3 Technik A Einheit pro m³ Abgas<br />
Gesamtstaub 38,05 47,00 48,00 44,35 mg/m³<br />
CO 8381,00 9000,00 12630,96 10.003,99 mg/m³<br />
SO 2 396,00 525,26 525,26 482,17 mg/m³<br />
NO x 264,67 214,00 233,84 237,50 mg/m³<br />
NMVOC 18,30 77,00 54,50 49,93 mg/m³<br />
Chloridionen als HCl 21,00 21,00 21,00 21,00 mg/m³<br />
Fluoridionen als HF 2,04 2,04 2,04 2,04 mg/m³<br />
PCDD/PCDF 1,13 2,31 2,56 2,00 ng/m³<br />
As 4,70 6,35 6,35 5,80 µg/m³<br />
Cd 12,90 105,00 126,00 81,30 µg/m³<br />
Cr 2,70 28,00 179,50 70,07 µg/m³<br />
Cu 105,30 182,00 328,00 205,10 µg/m³<br />
Hg 6,00 19,50 53,00 26,17 µg/m³<br />
Mn 65,60 877,00 306,00 416,20 µg/m³<br />
Ni 1,30 23,00 145,50 56,60 µg/m³<br />
Pb 518,90 620,00 384,00 507,63 µg/m³<br />
Sn 43,71 1,50 114,50 53,24 µg/m³<br />
Tl 19,50 7,21 7,21 11,30 µg/m³<br />
Zn 729,75 2723,00 729,75 1.394,17 µg/m³<br />
Es ist zu erwarten, daß in der Bewertung Technik D (AIRFINE ® -Technik) bei den luftseitigen<br />
Emissionen sehr gut abschneiden wird, da die Technik für die spezielle Problematik von Agglomerationsanlagen,<br />
also auch Sinteranlagen, entwickelt wurde. Sie erreicht eine sehr gute<br />
Staubabscheidung, insbesondere auch des Feinstaubes. Auf der anderen Seite geht die hohe<br />
Abscheideleistung mit Emissionen ins Wasser sowie einem im Vergleich zu den anderen untersuchten<br />
Techniken hohen Energieverbrauch für Pumpen und Zerstäuber einher. Für die BVT-<br />
Bestimmung wird ausschlaggebend sein, wie hoch die Emissionen in das Wasser und der höhere<br />
Energieverbrauch gegenüber der guten Abscheideleistung gewichtet werden. Technik B<br />
(Elektroabscheider mit nachgeschaltetem Gewebefilter sowie Zusatz verschiedener Additive)<br />
müßte ebenfalls gut abschneiden, da die Kombination eines Elektroabscheiders mit einem Gewebefilter<br />
insbesondere unter Zugabe von Kalkhydrat und Aktivkohle als Additiv zur<br />
PCDD/PCDF-Minderung zu einem sehr hohen Abscheidegrad, insbesondere für Staub und<br />
PCDD/PCDF, führt. Es ist allerdings zu beachten, daß der für die Bewertung verwendete Datensatz<br />
aus Messungen ohne Additivzugabe stammt und damit nicht die volle Emissionsminderungsleistung<br />
dieser Anlage erzielt wurde. Einige Werte (PCDD/PCDF, Staub, NMVOC) sind<br />
daher mit Hilfe von Betreiberangaben für die heutige Situation abgeschätzt. Dagegen müßten<br />
Technik A (Elektroabscheider) und insbesondere Technik C (Zyklon) insgesamt schlechter<br />
abschneiden, wie der Technikbeschreibung (vgl. Abschnitt 5.1.1.4) zu entnehmen ist. Ein Beleg<br />
für die erwarteten relativ schlechten Ergebnisse der Technik C (mit Betriebsdaten aus dem<br />
Jahre 1989) ist die Tatsache, daß die betroffene Sinteranlage mittlerweile mit neuer Technik<br />
(modifizierter Elektroabscheider) nachgerüstet worden ist. Die aus technischer Sicht erwartete<br />
Rangfolge sieht somit folgendermaßen aus:
5.1 Fallbeispiel Sinterherstellung mit Staubabscheidung 71<br />
B,D à A à C.<br />
Die Plausibilität dieses Ergebnisses ist durch Anwendung der medienübergreifenden Bewertungsmethodik<br />
zu überprüfen und im Expertenkreis zu diskutieren.<br />
5.1.2.1 First Screening<br />
Das First Screening als erster Schritt der medienübergreifenden Bewertungsmethode dient der<br />
Eingrenzung des Untersuchungsaufwandes. Es wird dabei in einer ersten einfachen Betrachtung<br />
untersucht, ob jede der zu vergleichenden Techniken einer vollständigen Bewertung unterzogen<br />
werden muß. Der Bewertungsaufwand läßt sich erheblich eingrenzen, wenn schon<br />
frühzeitig entschieden werden kann, ob eine Technik eindeutig BVT ist oder nicht. Das Ablaufschema<br />
(vgl. Bild 4-2 in Abschnitt 4.2.1) verdeutlicht die Anwendung und Abfolge der einzelnen<br />
Schritte des First Screenings.<br />
Zunächst wird überprüft, ob durch den Einsatz der zu bewertenden Techniken die EU-weit<br />
gültigen Emissionsgrenzwerte sowie sonstige im Expertenkreis festzulegende Ausschlußkriterien<br />
eingehalten werden können. Techniken, die dazu nicht in der Lage sind, werden als<br />
"Nicht-BVT" von einer weiteren Bewertung ausgeschlossen, um so den Bewertungsaufwand<br />
zu reduzieren. Ohne im Detail auf die Betrachtung der Emissionsgrenzwerte einzugehen, wird<br />
im betrachteten Fallbeispiel davon ausgegangen, daß mit den vier zu bewertenden Techniken<br />
die derzeit geltenden EU-weiten Emissionsgrenzwerte eingehalten werden und keine Technik<br />
als "Nicht-BVT" identifiziert wird.<br />
Im nächsten Schritt des First Screenings erfolgt das Erstellen eines Mengengerüstes, d.h. einer<br />
vereinfachten Stoff- und Energiebilanz, die einen ersten Überblick über die Inputs und Outputs<br />
der zu vergleichenden Techniken gibt. Anhand des Mengengerüsts wird für jede Technik überprüft,<br />
ob sie sofort eindeutig, d.h. ohne weitere Untersuchung, als BVT identifiziert werden<br />
kann ("Sofort-BVT"). Die Entscheidung über eine sofortige Bestimmung einer Technik als<br />
BVT (und damit Ausschluß von der weiteren Bewertung) wird durch die Experten getroffen.<br />
Für die Erstellung eines Mengengerüsts müssen zunächst die Systemgrenzen (Zentralmodul,<br />
vgl. Abschnitt 4.2.1) der Techniken definiert werden. Das Zentralmodul muß dabei alle Aggregate<br />
umfassen, die für die Bewertung einer Anlage relevant sind. Im betrachteten Fallbeispiel<br />
umschließt es die Sinteranlage einschließlich der Einrichtung zur Entstaubung (vgl.Bild 5-1).<br />
Weiter ist bei der Festlegung der Systemgrenzen darauf zu achten, daß das Zentralmodul für<br />
alle zu vergleichenden Techniken die gleichen technischen Funktionen umfaßt. Das betrachtete<br />
Fallbeispiel ist in dieser Hinsicht unproblematisch, da sich die Anlagen in ihrem Aufbau kaum<br />
unterscheiden.<br />
Die tabellarische Darstellung des Mengengerüsts mittels vorgegebenem Datenformat (vgl. Tabelle<br />
4-2 in Abschnitt 4.2.1) beinhaltet alle ein- und ausgehenden Stoff- und Energieströme,<br />
insbesondere die Einsatzstoffe und Produkte, den Energieeinsatz, die Emissionen in Luft und
72 <strong>Kapi</strong>tel 5: Fallbeispiele zur Konkretisierung der Bewertungsmethoden<br />
Wasser, die festen Abfälle sowie die Abwärme. Bei der Erstellung des in Tabelle 5-3 dargestellten<br />
Mengengerüsts für das Fallbeispiel Sinterherstellung ist zu beachten, daß die jeweiligen<br />
Werte auf die gleiche Bezugsgröße, in diesem Fall auf eine Tonne produzierten Sinter (bzw.<br />
auf 1000 m³ Abgas bei der Entstaubung), bezogen werden.<br />
Das Mengengerüst enthält die Einsatzstoffe und die für den Sinterprozeß benötigte Energie.<br />
Bei den Einsatzstoffen handelt es sich um eisenhaltige Erze sowie Zuschläge. Das Rückgut<br />
wird im Mengengerüst nicht berücksichtigt, da es im Kreislauf geführt wird und die für die<br />
Bewertung gesetzten Systemgrenzen nicht überschreitet. Die eingesetzte Energie setzt sich<br />
zum einen aus den fossilen Energieträgern (v.a. Koksgrus und Zündgas) zusammen, zum andern<br />
aus dem Strom für die Sinteranlage (Antrieb von Sinterband, Rolliertrommel, etc.) und<br />
die Entstaubungseinrichtungen. Der Energieeinsatz für die Entstaubungstechniken wird für die<br />
verschiedenen Techniken aufgrund der in Abschnitt 5.1.1.4 angegebenen Daten abgeschätzt.<br />
Der Stromverbrauch für die Staubabscheidung fällt im Vergleich zum Stromeinsatz für die<br />
Sinteranlage nicht stark ins Gewicht.<br />
Zu den wichtigsten im Mengengerüst aufgeführten luftseitigen Emissionen gehören Staub, SO 2 ,<br />
CO sowie in geringerem Umfang NO x (vgl. Abschnitt 5.1.1.3). Weiterhin werden in kleineren<br />
Mengen HCl, HF, Schwermetalle, PCDD/PCDF emittiert. Bei den Emissionen ins Wasser handelt<br />
es sich vor allem um Schwermetalle. Zusätzlich sind die gängigen Summenparameter für<br />
die Wasserqualität wie Stickstoffgehalt, Gehalt an organischen Kohlenwasserstoffen (TOC)<br />
und der chemische Sauerstoffbedarf (CSB) aufgeführt. An festen Abfällen fällt der Filterkuchen<br />
aus der Naßabscheidung (Technik D) an. Die bei der Sinterherstellung entstehende Abwärme<br />
ist nicht im Einzelfall bekannt und wird anhand von Literaturdaten abgeschätzt.
5.1 Fallbeispiel Sinterherstellung mit Staubabscheidung 73<br />
Tabelle 5-3: Mengengerüst für vier Techniken zur Sinterherstellung<br />
Nr. Input und<br />
Output<br />
Stoff/Energie Technik A Technik B Technik C Technik D Einheit pro t<br />
Sinter<br />
1 Einsatzstoffe Erze 875 866 k.A. 1065 kg<br />
Zuschläge 159 153 k.A. 191 kg<br />
2 Energieeinsatz feste Brennstoffe 51 46 51 47 kg<br />
gasförmige Brennstoffe 4,9 5,1 3,3 5,4 m³<br />
Strom Sinteranlage 38 40 33 29 kWh<br />
Strom Entstaubung 0,60 1,66 0,86 3,5 kWh/1000 m³ Abgas<br />
3 Haupt- und Sinter 1 1 1 1 t<br />
Nebenprodukte<br />
4.1 Abgas Volumen 1.725 1.841 2.160 2.228 Nm³<br />
4.2 luftseitige Staub 7,65*10 -2 9,21*10 -3 6,48*10 -1 1,1*10 -1 kg<br />
Emissionen CO 17,3 31,3 23,8 39,6 kg<br />
SO 2 8,32*10 -1 1,31 1,35 8,20*10 -1 kg<br />
NO x 4,10*10 -1 5,27*10 -1 4,86*10 -1 4,00*10 -1 kg<br />
NMVOC 8,61*10 -2 4,60*10 -2 3,05*10 -1 2,50*10 -2 kg<br />
Chloridionen als HCl 3,62*10 -2 2,86*10 -2 4,54*10 -2 5,90*10 -2 kg<br />
Fluoridionen als HF 3,52*10 -3 4,60*10 -4 1,14*10 -2 1,29*10 -3 kg<br />
PCDD/PCDF 3,45*10 -9 1,84*10 -9 6,48*10 -9 4,46*10 -10 kg 28<br />
As 1,00*10 -5 3,68*10 -7 4,32*10 -5 1,10*10 -6 kg<br />
Cd 1,40*10 -4 5,71*10 -7 1,30*10 -4 6,69*10 -6 kg<br />
Cr 1,21*10 -4 4,42*10 -6 4,32*10 -5 4,46*10 -6 kg<br />
Cu 3,54*10 -4 1,84*10 -6 1,30*10 -4 3,79*10 -5 kg<br />
Hg 4,51*10 -5 1,49*10 -5 4,32*10 -5 2,23*10 -5 kg<br />
Mn 7,18*10 -4 2,03*10 -6 5,44*10 -4 2,01*10 -5 kg<br />
Ni 9,76*10 -5 4,60*10 -6 7,46*10 -5 1,10*10 -6 kg<br />
Pb 8,75*10 -3 8,47*10 -6 9,91*10 -3 9,58*10 -5 kg<br />
Sn 9,18*10 -5 7,00*10 -7 9,44*10 -5 1,30*10 -4 kg<br />
Tl 1,95*10 -5 2,21*10 -7 1,56*10 -5 4,46*10 -6 kg<br />
Zn 2,40*10 -3 4,60*10 -5 3,67*10 -4 2,23*10 -6 kg<br />
5.1 Abwasser Volumen 0 0 0 0,064 m³<br />
5.2 wasserseitige Chlorid 0 0 0 3,06*10 -4 kg<br />
Emissionen SO 4 0 0 0 1,55*10 -4 kg<br />
feste Schwebstoffe 0 0 0 5,11*10 -7 kg<br />
Fe 0 0 0 1,45*10 -8 kg<br />
Cr 0 0 0 5,69*10 -10 kg<br />
Cu 0 0 0 3,97*10 -9 kg<br />
Zn 0 0 0 1,64*10 -9 kg<br />
Ni 0 0 0 3,08*10 -9 kg<br />
Cd 0 0 0 1,28*10 -10 kg<br />
Al 0 0 0 1,80*10 -8 kg<br />
As 0 0 0 5,61*10 -11 kg<br />
Pb 0 0 0 4,00*10 -10 kg<br />
Hg 0 0 0 8,81*10 -11 kg<br />
CN-volatile 0 0 0 1,28*10 -9 kg<br />
Fluorid (F) 0 0 0 4,26*10 -7 kg<br />
Sulfid (S) 0 0 0 3,84*10 -9 kg<br />
NH 4-N 0 0 0 7,13*10 -6 kg<br />
NO 3-N 0 0 0 1,10*10 -6 kg<br />
NO 2-N 0 0 0 4,12*10 -8 kg<br />
TOC 0 0 0 1,07*10 -6 kg<br />
CSB 0 0 0 8,12*10 -6 kg<br />
6 Abfall Filterkuchen, trocken 0 0 0 0,15 kg<br />
7 Abwärme Div. Anfallstellen 1.300 29 MJ<br />
28 Mengenangabe in kg Toxizitätsäquivalenten (TEQ)<br />
29 Abgeschätzt anhand von Literaturdaten.
74 <strong>Kapi</strong>tel 5: Fallbeispiele zur Konkretisierung der Bewertungsmethoden<br />
Um die Daten des Mengengerüsts übersichtlich darzustellen, erfolgt in Bild 5-3 eine graphische<br />
Aufbereitung der Daten. Die Daten werden dabei auf den Mittelwert aller Techniken bezogen,<br />
wobei auf eine Darstellung der nur bei Technik D auftretenden wasserseitigen Parameter verzichtet<br />
wird.<br />
4,00<br />
3,50<br />
3,00<br />
2,50<br />
2,00<br />
1,50<br />
Technik A<br />
Technik B<br />
Technik C<br />
Technik D<br />
1,00<br />
0,50<br />
0,00<br />
Staub<br />
CO<br />
SO2<br />
NOx<br />
NMVOC<br />
Chloride als HCl<br />
Fluoride als HF<br />
PCDD/PCDF<br />
As<br />
Cd<br />
Cr<br />
Cu<br />
Hg<br />
Mn<br />
Ni<br />
Pb<br />
Sn<br />
Tl<br />
Zn<br />
Bild 5-3: Graphische Darstellung des Mengengerüsts; Einzeldaten bezogen auf den Mittelwert<br />
gebildet über alle untersuchten Techniken<br />
Für die Staubemissionen läßt sich aus dem Mengengerüst entnehmen, daß Technik A, Technik<br />
D und insbesondere Technik B niedrige Staubemissionen erreichen, während Technik C erwartungsgemäß<br />
die höchsten Staubemissionen aufweist. Große Unterschiede treten bei den<br />
untersuchten Techniken in der Emission von Schwermetallen auf. Obwohl an dieser Stelle für<br />
eine korrekte Interpretation dieses Sachverhalts die Zusammensetzung der Einsatzstoffe berücksichtigt<br />
werden müßte 30 , ist deutlich erkennbar, daß Technik B und D i.d.R. niedrigere<br />
Emissionswerte aufweisen. Das bestätigt die vom technischen Standpunkt her getroffene Einschätzung,<br />
die die Konzeption sowohl von Technik B (Reihenschaltung von Elektroabscheider<br />
und Gewebefilter mit Additiveinblasung) als auch Technik D (AIRFINE ® -Verfahren) für die<br />
spezielle Problematik von Sinteranlagen berücksichtigt. Die Tatsache, daß Technik B für die<br />
meisten Schwermetalle niedrigere Emissionswerte als Technik D aufweist, kann möglicherweise<br />
auf einen unterschiedlichen Problemstoffgehalt in den Einsatzstoffen zurückgeführt werden.<br />
Technik A (Elektroabscheider) und Technik C (Zyklon) weisen schlechtere Emissionswerte<br />
auf, da sie feine Partikel mit teilweise hohem Schwermetallgehalt nicht genügend abscheiden.<br />
30 Aus Bild 5-2 ist ersichtlich, wie stark sich die Emissionswerte von Schwermetallen beim Einsatz der gleichen<br />
Technik unterscheiden können.
5.1 Fallbeispiel Sinterherstellung mit Staubabscheidung 75<br />
Die PCDD/PCDF-Emissionen verhalten sich ähnlich, wenn auch nicht in so einem ausgeprägten<br />
Ausmaß wie die Schwermetalle. Technik D schneidet in diesem Fall besser ab als Technik<br />
B. Da die Zusammensetzung der Einsatzstoffe nicht bekannt ist und diese einen großen Einfluß<br />
auf die Dioxin- und Furanbildung haben, muß dieses Ergebnis vorsichtig interpretiert werden.<br />
Technik D weist als einzige Emissionen ins Wasser auf, wobei der Abwasserstrom sehr klein<br />
ist.<br />
Die Darstellung und Analyse des Mengengerüsts zeigen, daß eine eindeutige Rangfolgenbildung<br />
der Techniken und damit eine BVT-Bestimmung an dieser Stelle noch nicht möglich ist.<br />
Daher ist eine weitere Aufbereitung der Daten im nächsten Schritt der Bewertungsmethodik,<br />
der Erstellung von Stoff- und Energiebilanzen, notwendig.<br />
5.1.2.2 Stoff- und Energiebilanz<br />
In der Stoff- und Energiebilanz wird der relevante Input und Output der untersuchten Techniken<br />
aufgeführt. Dafür müssen zunächst die Bilanzierungsvoraussetzungen festgelegt werden.<br />
Dabei wird als erstes untersucht, ob die im First Screening gewählten Systemgrenzen den Bilanzierungsanforderungen<br />
entsprechen. Eine Erweiterung des Zentralmoduls um vor- oder<br />
nachgeschaltete Prozesse kann notwendig sein, wenn etwa Techniken mit stark unterschiedlichem<br />
Rohstoff- oder Energieeinsatz oder stark unterschiedlichem Abfallaufkommen miteinander<br />
verglichen werden (vgl. Abschnitt 4.2.2.1). Im vorliegenden Abschnitt werden die zu bewertenden<br />
Techniken ohne Erweiterung der Systemgrenzen bezüglich des Einsatzes von Endenergie<br />
(Strom, Koksgrus) betrachtet. Die in der Sinteranlage eingesetzte Energie (feste und<br />
gasförmige Brennstoffe, Strom Sinteranlage/Entstaubung) wird lediglich in ihren Primärenergiegehalt<br />
umgerechnet, damit die verschiedenen vorkommenden Energieformen untereinander<br />
vergleichbar sind (Zum Vergleich erfolgt in Abschnitt 5.1.2.4 die Berücksichtigung der Energie<br />
in Form der durch die Energieerzeugung verursachten Rohstoffverbräuche und Schadstoffemissionen).<br />
Im nächsten Schritt wird untersucht, ob eine Einschränkung der Untersuchung durch das Abschneiden<br />
gleicher Systembereiche oder gleicher Stoff- und Energieströme erfolgen kann.<br />
Ebenso muß entschieden werden, ob Input- und Outputströme von mengenmäßig oder ökologisch<br />
geringer Relevanz vorliegen, die für eine Entscheidung nicht ausschlaggebend sind und<br />
daher schon an dieser Stelle abgeschnitten werden können. Ein Abschneiden gleicher Teilbereiche<br />
oder gleicher Stoffströme ist allerdings erst dann zulässig, wenn die Auswirkung auf die<br />
Gesamtentscheidung abschätzbar ist. Dies wäre bei einer wiederholten Bewertung von Techniken<br />
der Fall, wenn die Ergebnisse einer Bewertung des vollständigen Systems aus früheren<br />
Studien vorliegen.<br />
Im vorliegenden Fall werden nahezu alle bereits im Mengengerüst aufgeführten Positionen<br />
auch in die Stoff- und Energiebilanz übernommen. Gegenüber dem Mengengerüst ergeben sich<br />
im wesentlichen drei Unterschiede, die im folgenden diskutiert und interpretiert werden. Für
76 <strong>Kapi</strong>tel 5: Fallbeispiele zur Konkretisierung der Bewertungsmethoden<br />
die weiteren Unterschiede der Techniken sei auf die bereits im First Screening diskutierten<br />
Punkte verwiesen.<br />
Zum einen werden die Einsatzstoffe, d.h. das Eisenerz und die Zuschläge, nicht in der Stoffund<br />
Energiebilanz mitberücksichtigt, da davon ausgegangen wird, daß sie nur wenig zum Ergebnis<br />
der Bewertung beitragen. Eisenerz, Kalkstein, Branntkalk etc. zählen in diesem Fallbeispiel<br />
nicht zu den knappen Umweltgütern wie etwa die fossilen Brennstoffe. Der zweite Unterschied<br />
gegenüber dem Mengengerüst ist die Aggregation der fossilen Brennstoffe und der verschiedenen<br />
Stromverbräuche zu je einem Gesamtwert. Die jeweiligen Energieträger werden<br />
dabei auf ihren Primärenergiegehalt umgerechnet 31 . Die beiden Positionen werden getrennt<br />
aufgeführt, da der Einsatz von fossilen Rohstoffen und der Einsatz von umgewandelter Energie<br />
bezüglich ihrer Umweltrelevanz in der Entscheidungsunterstützung unterschiedlich gewichtet<br />
werden. Der dritte Unterschied der Stoff- und Energiebilanz zum Mengengerüst ist das Abschneiden<br />
der Position Abwärme. Den der Bewertung zugrunde gelegten Meßberichten konnten<br />
nicht genügend Angaben über die Menge und die eventuelle Nutzung der Abwärme in den<br />
verschiedenen Anlagen entnommen werden. Der Wert für die Abwärme wurde daher aus Literaturdaten<br />
abgeschätzt und ist somit nur als Richtwert anzusehen, der nicht für eine Bewertung<br />
geeignet ist.<br />
In Tabelle 5-4 sind für die vier zu bewertenden Techniken zur Sinterherstellung die zugrundegelegten<br />
Stoff- und Energiebilanzen aufgeführt.<br />
31 Es wird näherungsweise davon ausgegangen, daß Koksgrus einen Energieinhalt von 30 MJ/kg, Erdgas von<br />
35 MJ/Nm³ und Koksgas ungefähr den halben Energieinhalt von Erdgas hat. Der Primärenergiegehalt von<br />
Strom wird mit 10,2 MJ/kWh angenommen.
5.1 Fallbeispiel Sinterherstellung mit Staubabscheidung 77<br />
Tabelle 5-4: Stoff- und Energiebilanz für vier Techniken zur Sinterherstellung<br />
Input und Output Stoff/Energie Technik A Technik B Technik C Technik D Einheit pro t<br />
Sinter<br />
Energie fossile Brennstoffe 1700 1560 1650 1600 MJ PE 1)<br />
Strom 395 425 345 410 MJ PE 1)<br />
Stoffe im Abgas Staub 7,65*10 -2 9,21*10 -3 6,48*10 -1 1,10*10 -1 kg<br />
CO 17,25 31,30 23,76 39,60 kg<br />
SO 2 8,32*10 -1 1,311 1,350 8,20*10 -1 kg<br />
NO x 4,10*10 -1 5,27*10 -1 4,86*10 -1 4,00*10 -1 kg<br />
NMVOC 8,61*10 -2 4,60*10 -2 3,05*10 -1 2,50*10 -2 kg<br />
Chloridionen als HCl 3,62*10 -2 2,86*10 -2 4,54*10 -2 5,90*10 -2 kg<br />
Fluoridionen als HF 3,52*10 -3 4,60*10 -4 1,14*10 -2 1,29*10 -3 kg<br />
PCDD/PCDF 3,45*10 -9 1,84*10 -9 6,48*10 -9 4,46*10 -10 kg<br />
As 1,00*10 -5 3,68*10 -7 4,32*10 -5 1,10*10 -6 kg<br />
Cd 1,40*10 -4 5,71*10 -7 1,30*10 -4 6,69*10 -6 kg<br />
Cr 1,21*10 -4 4,42*10 -6 4,32*10 -5 4,46*10 -6 kg<br />
Cu 3,54*10 -4 1,84*10 -6 1,30*10 -4 3,79*10 -5 kg<br />
Hg 4,51*10 -5 1,49*10 -5 4,32*10 -5 2,23*10 -5 kg<br />
Mn 7,18*10 -4 2,03*10 -6 5,44*10 -4 2,01*10 -5 kg<br />
Ni 9,76*10 -5 4,60*10 -6 7,46*10 -5 1,10*10 -6 kg<br />
Pb 8,75*10 -4 8,47*10 -6 9,91*10 -3 9,58*10 -5 kg<br />
Sn 9,18*10 -5 7,00*10 -7 9,44*10 -5 1,30*10 -4 kg<br />
Tl 1,95*10 -5 2,21*10 -7 1,56*10 -5 4,46*10 -6 kg<br />
Zn 2,40*10 -3 4,60*10 -5 3,67*10 -4 2,23*10 -6 kg<br />
Stoffe im Chlorid 0 0 0 3,06*10 -4 kg<br />
Abwasser SO 4 0 0 0 1,55*10 -4 kg<br />
feste Schwebstoffe 0 0 0 5,11*10 -7 kg<br />
Fe 0 0 0 1,45*10 -8 kg<br />
Cr 0 0 0 5,69*10 -10 kg<br />
Cu 0 0 0 3,97*10 -9 kg<br />
Zn 0 0 0 1,64*10 -9 kg<br />
Ni 0 0 0 3,08*10 -9 kg<br />
Cd 0 0 0 1,28*10 -10 kg<br />
Al 0 0 0 1,80*10 -8 kg<br />
As 0 0 0 5,61*10 -11 kg<br />
Pb 0 0 0 4,00*10 -10 kg<br />
Hg 0 0 0 8,81*10 -11 kg<br />
CN-volatile 0 0 0 1,28*10 -9 kg<br />
Fluorid (F) 0 0 0 4,26*10 -7 kg<br />
Sulfid (S) 0 0 0 3,84*10 -9 kg<br />
NH 4 -N 0 0 0 7,13*10 -6 kg<br />
NO 3 -N 0 0 0 1,10*10 -6 kg<br />
NO 2 -N 0 0 0 4,12*10 -8 kg<br />
TOC 0 0 0 1,07*10 -6 kg<br />
CSB 0 0 0 8,12*10 -6 kg<br />
gefährliche<br />
Abfälle<br />
Filterkuchen, trocken 0 0 0 0,15 kg<br />
1) Megajoule Primärenergie<br />
Der wesentliche Unterschied der Aufbereitung der Daten in der Stoff- und Energiebilanz gegenüber<br />
dem Mengengerüst ist, daß die verschiedenen eingesetzten Energieformen nun miteinander<br />
vergleichbar sind. Die Stoff- und Energiebilanz zeigt, daß sich die aus den fossilen<br />
Brennstoffen gewonnene Energie bei den untersuchten Techniken nur wenig unterscheidet.
78 <strong>Kapi</strong>tel 5: Fallbeispiele zur Konkretisierung der Bewertungsmethoden<br />
Aus Tabelle 5-5 ist zu erkennen, daß der weitaus größte Anteil dieser Energie aus dem eingesetzten<br />
Koksgrus stammt. Der Beitrag des Zündgases ist gering (ca. 10 %). Weiter ist erkennbar,<br />
daß bei allen Techniken mit Ausnahme von Technik D (energieintensives Naßentstaubungsverfahren)<br />
der Aufwand an elektrischer Energie für die Entstaubung im Verhältnis zu der<br />
für die Sinteranlage eingesetzten Energie vernachlässigbar gering ist 32 . Insgesamt liegt Technik<br />
D bezüglich des Gesamtstromverbrauchs an dritter Stelle, da sie einen im Vergleich zu den<br />
anderen Techniken günstigen Stromeinsatz für die Sinteranlage aufweist.<br />
Tabelle 5-5: Aufteilen der eingesetzten Energiearten 33<br />
Koksgrus<br />
gasförmige<br />
Brennstoffe<br />
fossile<br />
Brennstoffe<br />
gesamt<br />
Strom<br />
Sinteranlage<br />
Strom<br />
Entstaubung<br />
Strom,<br />
gesamt<br />
Einheit<br />
Technik A 1530 172 1702 388 6 394 MJ<br />
Technik B 1380 179 1559 408 17 425 MJ<br />
Technik C 1530 116 1646 337 9 345 MJ<br />
Technik D 1410 189 1599 296 111 407 MJ<br />
In Tabelle 5-4 ist deutlich zu erkennen, daß eine abschließende Entscheidung zur BVT-<br />
Bestimmung noch nicht möglich ist, da eine eindeutige Rangfolge der zu untersuchenden<br />
Techniken an dieser Stelle nicht ableitbar ist. Daher werden im nächsten Schritt der medienübergreifenden<br />
Bewertungsmethode die einzelnen Emissionen und Verbräuche in einer Wirkungsabschätzung<br />
gemäß ihren potentiellen Umweltwirkungen bewertet und aggregiert.<br />
5.1.2.3 Wirkungsabschätzung<br />
In der Wirkungsabschätzung werden die Daten aus der Stoff- und Energiebilanz entsprechend<br />
ihren potentiellen Umweltwirkungen bewertet und, wo möglich, aggregiert (vgl. Abschnitt<br />
4.2.3). Dadurch reduziert sich die Anzahl der Daten, die für eine Bewertung berücksichtigt<br />
werden müssen; gleichzeitig wird der unterschiedliche Beitrag eines Schadstoffes zu einer<br />
Umweltwirkung bewertet. Die Daten aus der Stoff- und Energiebilanz werden hierfür den jeweiligen<br />
Wirkungskategorien zugeordnet. Ihr jeweiliger Beitrag zu einer Wirkungskategorie<br />
wird durch Multiplikation mit einem Wirkungsabschätzungsfaktor (Anhang A1-A10) berücksichtigt.<br />
In Tabelle 5-6 ist beispielhaft für Technik D die Wirkungsabschätzung durchgeführt<br />
worden (Die Berechnungen für die Techniken A, B und C befinden sich im Anhang E1).<br />
32 Das Fallbeispiel eignet sich nicht zur alleinigen Bewertung von einzelnen Staubabscheidetechniken, da der<br />
Energiebedarf, der für die Staubminderung aufgebracht werden muß, geringer als die Schwankungsbreite des<br />
Strombedarfs für die Sinteranlage ist.<br />
33 Die Werte wurden für die Stoff- und Energiebilanz gerundet.
5.1 Fallbeispiel Sinterherstellung mit Staubabscheidung 79<br />
Tabelle 5-6: Wirkungsabschätzung für Technik D zur Sinterherstellung<br />
Einheit<br />
Einheit<br />
pro<br />
t Sinter<br />
Stoff/Energie Wirkungskategorie<br />
Wirkungsabschätzungsfaktor<br />
Emissionsmenge<br />
Wirkungspotential<br />
Einheit pro t<br />
Sinter<br />
Luft Staub HT 2,50*10 7 m³ Luft/kg 1,10*10 -1 kg 2,75*10 6 m³ Luft<br />
ETA 2,50*10 7 m³ Luft/kg kg 2,75*10 6 m³ Luft<br />
CO HT 1,00*10 5 m³ Luft/kg 39,6 kg 3,96*10 6 m³ Luft<br />
SO 2 AP 1 kg SO 2 -Äqu. 8,20*10 -1 kg 8,20*10 -1 kg SO 2 -Äqu.<br />
HT 2,50*10 7 m³ Luft/kg kg 2,05*10 7 m³ Luft<br />
ETA 2,50*10 7 m³ Luft/kg kg 2,05*10 7 m³ Luft<br />
NO x AP 0,7 kg SO 2 -Äqu. 4,00*10 -1 kg 2,80*10 -1 kg SO 2 -Äqu.<br />
NP 0,13 kg PO 3- 4 -<br />
kg 5,20*10 -2 kg PO 3- 4 -Äqu<br />
Äqu/kg<br />
HT 2,00*10 7 m³ Luft/kg kg 8,00*10 6 m³ Luft<br />
ETA 2,00*10 7 m³ Luft/kg kg 8,00*10 6 m³ Luft<br />
NMVOC POCP 0,416 kg Ethen-<br />
Äqu./kg<br />
2,50*10 -2 kg 1,04*10 -2 kg Ethen-<br />
Äqu.<br />
Chloride als AP 0,88 kg SO 2 -Äqu. 5,90*10 -2 kg 5,19*10 -2 kg SO 2 -Äqu.<br />
HCl<br />
Fluoride als AP 1,6 kg SO 2 -Äqu. 1,29*10 -3 kg 2,06*10 -3 kg SO 2 -Äqu.<br />
HF<br />
PCDD/PCDF ME 0,7 4,46*10 -10 kg 3,12*10 -10 kg<br />
As ME 0,5 1,10*10 -6 kg 5,50*10 -7 kg<br />
Cd HT 1,00*10 12 m³ Luft/kg 6,69*10 -6 kg 6,69*10 6 m³ Luft<br />
ME 0,7 kg 4,68*10 -6 kg<br />
Cr ME 0,5 4,46*10 -6 kg 2,23*10 -6 kg<br />
Cu ME 0,5 3,79*10 -5 kg 1,90*10 -5 kg<br />
Hg HT 1,00*10 9 m³ Luft/kg 2,23*10 -5 kg 2,23*10 -4 m³ Luft<br />
ME 0,7 kg 1,56*10 -5 kg<br />
Mn HT 1,00*10 9 m³ Luft/kg 2,01*10 -5 kg 2,01*10 4 m³ Luft<br />
Ni ME 0,5 1,10*10 -6 kg 5,50*10 -7 kg<br />
Pb HT 5,00*10 8 m³ Luft/kg 9,58*10 -5 kg 4,79*10 4 m³ Luft<br />
ME 0,7 kg 6,71*10 -5 kg<br />
Zn ME 0,5 2,23*10 -6 kg 1,12*10 -6 kg<br />
Wasser Cr water ME 0,5 5,69*10 -10 kg 2,85*10 -10 kg<br />
Cu water ME 0,5 3,97*10 -9 kg 1,99*10 -9 kg<br />
Zn water ME 0,5 1,64*10 -9 kg 8,20*10 -10 kg<br />
Ni water ME 0,5 3,08*10 -9 kg 1,54*10 -9 kg<br />
Cd water ETW 1,00*10 9 m³ Wasser/kg<br />
1,28*10 -10 kg 1,28*10 -1 l Wasser<br />
ME 0,7 8,96*10 -11 kg<br />
As water ME 0,5 5,61*10 -11 kg 2,81*10 -11 kg<br />
Pb water ME 0,7 4,00*10 -10 kg 2,80*10 -10 kg<br />
Hg water ETW 1,00*10 9 m³ Wasser/kg<br />
8,81*10 -11 kg 8,81*10 -2 l Wasser<br />
ME 0,7 6,17*10 -11 kg<br />
CSB water NP 0,022 kg PO 3- 4 -<br />
Äqu/kg<br />
8,12*10 -6 kg 8,12*10 -6 kg PO 3- 4 -<br />
Äqu/kg<br />
Abfall Filterkuchen<br />
trocken<br />
A 1 kg 1,50*10 -1 kg 1,50*10 -1 kg<br />
Legende: Die wasserseitigen Stoffe wurden mit dem Index "water" versehen.<br />
HT: Humantoxizität POCP: Photooxidantienbildung<br />
ETA: Ökotoxizität Luft ME: Meeresschutz<br />
AP: Versauerung ETW: Ökotoxizität Wasser<br />
NP: Eutrophierung A: gefährlicher Abfall
80 <strong>Kapi</strong>tel 5: Fallbeispiele zur Konkretisierung der Bewertungsmethoden<br />
Am Beispiel der Stickoxide wird die Berechnung des Wirkungspotentials erläutert. Aus Tabelle<br />
5-6 ist zu entnehmen, daß Stickoxide Umweltwirkungen aufweisen, die vier Wirkungskategorien<br />
zugeordnet werden können: Versauerung, Eutrophierung, Humantoxizität und Ökotoxizität<br />
Luft . Der von der untersuchten Anlage emittierte NO x -Massenstrom wird mit dem für den<br />
jeweiligen Schadstoff und die entsprechende Wirkungskategorie charakteristischen Wirkungsabschätzungsfaktor<br />
multipliziert und ergibt das Wirkungspotential des emittierten NO x in der<br />
betreffenden Wirkungskategorie. Die Ergebnisse der Wirkungsabschätzung werden zu Gesamtwirkungspotentialen<br />
zusammengefaßt, indem in jeder Wirkungskategorie die Einzelpotentiale<br />
addiert werden. Des weiteren werden auch Daten berücksichtigt, die keiner Wirkungskategorie<br />
zugeordnet werden können, indem sie unverändert aus der Stoff- und Energiebilanz in<br />
Tabelle 5-7 übernommen werden, die auch als Grundlage für die Entscheidungstabelle dienen<br />
wird.<br />
Tabelle 5-7: Gesamtwirkungspotentiale und entscheidungsrelevante Stoff- und Energieströme für<br />
vier Techniken zur Sinterherstellung<br />
Technik A Technik B Technik C Technik D Einheit pro t<br />
Sinter<br />
Wirkungskategorie<br />
Gesamtwirkungspotential<br />
Photooxidantienbildung 3,58*10 -2 1,91*10 -2 1,27*10 -1 1,04*10 -2 kg Ethen-<br />
Äqu.<br />
Eutrophierung 5,32*10 -2 6,84*10 -2 6,32*10 -2 5,20*10 -2 kg PO 3- 4 -Äqu.<br />
Versauerung 1,16 1,71 1,75 1,15 kg SO 2 -Äqu.<br />
Humantoxizität 1,74*10 8 4,73*10 7 1,97*10 8 4,20*10 7 m³ Luft<br />
Ökotoxizität Luft 3,09*10 7 4,35*10 7 5,97*10 7 3,13*10 7 m³ Luft<br />
Ökotoxizität Wasser 0 0 0 0,216 l Wasser<br />
Gefährliche Abfälle 0 0 0 0,15 kg<br />
Meeresschutz 2,24*10 -3 4,54*10 -5 7,39*10 -3 1,11*10 -4 kg<br />
Daten aus Stoff- und Energiebilanz<br />
Emissions- bzw. Verbrauchsmenge<br />
Energieverbrauch fossile Energien 1700 1560 1650 1600 MJ<br />
Strom 395 425 345 410 MJ<br />
Luft Sn 9,18*10 -5 7,00*10 -7 9,44*10 -5 1,30*10 -4 kg<br />
Tl 1,95*10 -5 2,21*10 -7 1,56*10 -5 4,46*10 -6 kg<br />
Wasser Chlorid 0 0 0 3,06*10 -4 kg<br />
SO 4 0 0 0 1,55*10 -4 kg<br />
feste<br />
0 0 0 5,11*10 -7 kg<br />
Schwebstoffe<br />
Fe 0 0 0 1,45*10 -8 kg<br />
Al 0 0 0 1,80*10 -8 kg<br />
CN-volatile 0 0 0 1,28*10 -9 kg<br />
Fluorid 0 0 0 4,26*10 -7 kg<br />
Sulfid 0 0 0 3,84*10 -9 kg<br />
NH 4 -N 0 0 0 7,13*10 -6 kg<br />
NO 3 -N 0 0 0 1,10*10 -6 kg<br />
NO 2 -N 0 0 0 4,12*10 -8 kg<br />
TOC 0 0 0 1,07*10 -6 kg<br />
In Tabelle 5-7 sind für jede zu bewertende Technik die Gesamtwirkungspotentiale sowie die<br />
weiteren Stoff- und Energieströme, die nicht in Wirkungspotentiale überführt werden konnten,<br />
aufgeführt. Es zeigt sich, daß die luftseitigen Emissionen mit den in der medienübergreifenden
5.1 Fallbeispiel Sinterherstellung mit Staubabscheidung 81<br />
Bewertungsmethode gewählten Wirkungskategorien und Wirkungsabschätzungsfaktoren sehr<br />
gut abgedeckt werden können. Im Gegensatz dazu sind die wasserseitigen Stoffe derzeit nur<br />
unzureichend erfaßt, was daran erkennbar ist, daß viele dieser Stoffe nicht in Wirkungspotentiale<br />
umgerechnet werden können. Dennoch ist im Vergleich zu Tabelle 5-4 (Stoff- und Energiebilanz)<br />
eine deutliche Reduzierung der für die Entscheidung zu berücksichtigenden Datenmenge<br />
erreicht worden.<br />
Bei der Durchführung der Wirkungsabschätzung fällt weiter auf, daß gewisse Schadstoffe nur<br />
ungenügend in den Wirkungskategorien berücksichtigt werden. So werden beispielsweise<br />
PCDD/PCDF, die schon im First Screening als Problemstoffe bei der Sinterherstellung identifiziert<br />
worden sind, nur in der Wirkungskategorie Meeresschutz berücksichtigt. Der humantoxische<br />
Aspekt dieser Stoffe wird mit den gewählten Wirkungskategorien derzeit nicht abgebildet.<br />
Die medienübergreifende Bewertungsmethode erlaubt eine pragmatische Lösung dieses Problems,<br />
indem PCDD/PCDF zusätzlich als Bewertungskategorie in der Entscheidungstabelle<br />
aufgeführt und bewertet werden (vgl. Tabelle 5-13).<br />
Durch Diskussion der Beiträge der emittierten Stoffe zu den verschiedenen Wirkungskategorien<br />
wird verdeutlicht, welchen Beitrag diese zum jeweiligen (Gesamt-)Wirkungspotential leisten.<br />
Weiter kann durch diese ausführliche Diskussion das Konzept der Wirkungsabschätzung<br />
grundsätzlich auf seine Eignung zur Bereitstellung einer Datenbasis zur Bewertung von Techniken<br />
überprüft werden. Zu diesem Zweck sind die Daten nach ihrer Wirkung sortiert in<br />
Tabelle 5-8 aufgeführt sowie in Bild 5-4 graphisch aufbereitet.
82 <strong>Kapi</strong>tel 5: Fallbeispiele zur Konkretisierung der Bewertungsmethoden<br />
Tabelle 5-8: Wirkungspotentiale der untersuchten Techniken zur Sinterherstellung nach Wirkungskategorien<br />
aufgeführt<br />
Wirkungskategorie Schadstoff Technik A Technik B Technik C Technik D Einheit<br />
pro Tonne<br />
Sinter<br />
Photooxidantienbildung NMVOC 3,58*10 -2 1,91*10 -2 1,27*10 -1 1,04*10 -2 kg Ethen-<br />
Äqu.<br />
Eutrophierung NO x 5,32*10 -2 6,84*10 -2 6,32*10 -2 5,20*10 -2 kg PO 3- 4 -<br />
Äqu.<br />
CSB 0 0 0 8,12*10 -6<br />
Versauerung SO 2 8,32*10 -1 1,31 1,35 8,20*10 -1 kg SO 2 -Äqu<br />
NO x 2,87*10 -1 3,69*10 -1 3,40*10 -1 2,80*10 -1<br />
Chloride als HCl 3,19*10 -2 2,51*10 -2 3,99*10 -2 5,19*10 -2<br />
Fluoride als HF 5,64*10 -3 7,36*10 -4 1,83*10 -2 2,06*10 -3<br />
Humantoxizität Staub 1,91*10 6 2,30*10 5 1,62*10 7 2,75*10 6 m³ Luft<br />
CO 1,73*10 6 3,13*10 6 2,38*10 6 3,96*10 6<br />
SO 2 2,08*10 7 3,28*10 7 3,38*10 7 2,05*10 7<br />
NO x 8,19*10 6 1,05*10 7 9,72*10 6 8,00*10 6<br />
Cd 1,40*10 8 5,71*10 5 1,30*10 8 6,69*10 6<br />
Hg 4,51*10 4 1,49*10 4 4,32*10 4 2,23*10 4<br />
Mn 7,18*10 5 2,03*10 3 5,44*10 5 2,01*10 4<br />
Pb 4,38*10 5 4,23*10 3 4,96*10 6 4,79*10 4<br />
Ökotoxizitä Luft Staub 1,91*10 6 2,30*10 5 1,62*10 7 2,75*10 6 m³ Luft<br />
SO 2 2,08*10 7 3,28*10 7 3,38*10 7 2,05*10 7<br />
NO x 8,19*10 6 1,05*10 7 9,72*10 6 8,00*10 6<br />
Ökotoxizität Wasser Cd water 0 0 0 1,28*10 -1 l Wasser<br />
Hg water 0 0 0 8,81*10 -2<br />
Gefährlicher Abfall Filterkuchen trokken<br />
0 0 0 1,50*10 -1 kg<br />
Meeresschutz PCDD/PCDF 2,41*10 -9 1,29*10 -9 4,54*10 -9 3,12*10 -10 kg<br />
As 5,00*10 -6 1,84*10 -7 2,16*10 -5 5,50*10 -7<br />
Cd 9,82*10 -5 3,99*10 -7 9,07*10 -5 4,68*10 -6<br />
Cr 6,04*10 -5 2,21*10 -6 2,16*10 -5 2,23*10 -6<br />
Cu 1,77*10 -4 9,21*10 -7 6,48*10 -5 1,90*10 -5<br />
Hg 3,16*10 -5 1,04*10 -5 3,02*10 -5 1,56*10 -5<br />
Ni 4,88*10 -5 2,30*10 -6 3,73*10 -5 5,50*10 -7<br />
Pb 6,13*10 -4 5,93*10 -6 6,94*10 -3 6,71*10 -5<br />
Zn 1,20*10 -3 2,30*10 -5 1,84*10 -4 1,12*10 -6<br />
Cr water 0 0 0 2,85*10 -10<br />
Cu water 0 0 0 1,99*10 -9<br />
Zn water 0 0 0 8,20*10 -10<br />
Ni water 0 0 0 1,54*10 -9<br />
Cd water 0 0 0 8,96*10 -11<br />
As water 0 0 0 2,81*10 -11<br />
Pb water 0 0 0 2,80*10 -10<br />
Hg water 0 0 0 6,17*10 -11<br />
Die wasserseitigen Stoffe wurden mit dem Index "water" versehen.
5.1 Fallbeispiel Sinterherstellung mit Staubabscheidung 83<br />
Photooxidantienbildung<br />
Eutrophierung<br />
0,14<br />
0,07<br />
0,12<br />
0,06<br />
0,10<br />
0,05<br />
COD<br />
[kg Ethen-Äqu.]<br />
0,08<br />
0,06<br />
0,04<br />
NMVOC<br />
[kg PO4-Äqu.]<br />
0,04<br />
0,03<br />
0,02<br />
NOx<br />
0,02<br />
0,01<br />
0,00<br />
[Technik A] [Technik B] [Technik C] [Technik D]<br />
0,00<br />
[Technik A] [Technik B] [Technik C] [Technik D]<br />
[kg SO2-Äqu.]<br />
1,8<br />
1,6<br />
1,4<br />
1,2<br />
1,0<br />
0,8<br />
0,6<br />
0,4<br />
Versauerung<br />
Fluoride als HF<br />
Chloride als HCl<br />
NOx<br />
SO2<br />
[m³ Luft]<br />
2,0E+08<br />
1,8E+08<br />
1,6E+08<br />
1,4E+08<br />
1,2E+08<br />
1,0E+08<br />
8,0E+07<br />
6,0E+07<br />
4,0E+07<br />
Humantoxizität<br />
Pb<br />
Mn<br />
Hg<br />
Cd<br />
NOx<br />
SO2<br />
CO<br />
Staub<br />
0,2<br />
2,0E+07<br />
0,0<br />
[Technik A] [Technik B] [Technik C] [Technik D]<br />
0,0E+00<br />
[Technik A] [Technik B] [Technik C] [Technik D]<br />
6,0E+07<br />
Ökotoxizität, Luft<br />
NOx<br />
SO2<br />
0,25<br />
Ökotoxizität, Wasser<br />
5,0E+07<br />
Staub<br />
0,20<br />
[m³ Luft]<br />
4,0E+07<br />
3,0E+07<br />
2,0E+07<br />
[l Wasser]<br />
0,15<br />
0,10<br />
1,0E+07<br />
0,05<br />
Hg, water<br />
Cd, water<br />
0,0E+00<br />
[Technik A] [Technik B] [Technik C] [Technik D]<br />
0,00<br />
[Technik A] [Technik B] [Technik C] [Technik D]<br />
[kg]<br />
0,16<br />
0,14<br />
0,12<br />
0,10<br />
0,08<br />
0,06<br />
0,04<br />
0,02<br />
0,00<br />
gefährlicher Abfall<br />
Filterkuchen trocken<br />
[Technik A] [Technik B] [Technik C] [Technik D]<br />
0,008<br />
0,007<br />
0,006<br />
0,005<br />
[kg]<br />
0,004<br />
0,003<br />
0,002<br />
0,001<br />
0,000<br />
Meeresschutz<br />
Hg, water<br />
Pb, water<br />
As, water<br />
Cd, water<br />
Ni, water<br />
Zn, water<br />
Cu, water<br />
Cr, water<br />
Zn<br />
Pb<br />
As<br />
[Technik A] [Technik B] [Technik C] [Technik D]<br />
PCDD/PCDF<br />
Ni<br />
Hg<br />
Cu<br />
Cr<br />
Cd<br />
Bild 5-4:<br />
Graphische Darstellung der Ergebnisse der Wirkungsabschätzung für vier Techniken<br />
zur Sinterherstellung
84 <strong>Kapi</strong>tel 5: Fallbeispiele zur Konkretisierung der Bewertungsmethoden<br />
Photooxidantienbildung: Es ist aus Tabelle 5-8 ersichtlich, daß die flüchtigen Kohlenwasserstoffe<br />
als einzige Schadstoffe zu dieser Wirkungskategorie beitragen 34 . Dabei weist Technik C<br />
mit einem Photooxidantienbildungspotential, das um eine Zehnerpotenz höher liegt als das für<br />
die restlichen Techniken berechnete, den höchsten Beitrag zur Photooxidantienbildung auf.<br />
Technik A, B und D weisen vergleichbare Werte auf.<br />
Eutrophierung: Die Wirkungskategorie Eutrophierung ist neben dem Meeresschutz die einzige<br />
Kategorie, die sowohl luftseitige als auch wasserseitige Stoffe berücksichtigt. Im vorliegenden<br />
Fallbeispiel tragen die luftseitigen Emissionen der Stickoxide und der CSB-Wert des Abwassers<br />
(Technik D) zur Wirkungskategorie Eutrophierung bei. Aus Bild 5-4 ist ersichtlich,<br />
daß das durch Sinteranlagen verursachte Eutrophierungspotential praktisch vollständig durch<br />
die Emission von Stickoxiden dominiert wird. Der Beitrag durch den CSB-Wert von Technik<br />
D ist mit 8,12*10 -6 gegenüber Werten im Bereich von ca. 6*10 -2 kg PO 4 3- -Äquivalenten vernachlässigbar<br />
gering. Obwohl aus Bild 5-4 eine Rangfolge der Techniken bezüglich der Wirkungskategorie<br />
Eutrophierung ableitbar ist, wird aus Tabelle 5-8 ersichtlich, daß sich der Wert<br />
des Eutrophierungspotentials der untersuchten Techniken nur geringfügig unterscheidet.<br />
Versauerung: Zur Wirkungskategorie Versauerung tragen im vorliegenden Fallbeispiel vor<br />
allem die Stickoxid- und Schwefeldioxidemissionen bei. Obgleich die Chlorid- und Fluoridemissionen<br />
als spezielle Umweltproblematik bei der Sinterherstellung identifiziert worden sind,<br />
ist aus Bild 5-4 erkennbar, daß diese Schadstoffe nur wenig zum Gesamtpotential beitragen.<br />
Das liegt daran, daß die Halogenwasserstoffe in einer zehn- bzw. hundertfach kleineren Menge<br />
emittiert werden als NO x und SO 2 , aber Wirkungsabschätzungsfaktoren in etwa der gleichen<br />
Größenordnung (zwischen 0,7 für NO x bis 1,6 für HF) aufweisen. Hinsichtlich der Wirkungskategorie<br />
Versauerung weisen Technik A und Technik D die besseren Werte, d.h. die niedrigeren<br />
Emissionen, auf.<br />
Humantoxizität: Zur Wirkungskategorie Humantoxizität tragen acht der in der Stoff- und<br />
Energiebilanz berücksichtigten Stoffe bei. Es handelt sich dabei um die in den Luftqualitätsrichtlinien<br />
der EU und der WHO erfaßten Schadstoffe NO x , SO 2 , CO und Staub sowie die<br />
Schwermetalle Cd, Hg, Mn und Pb. Es fällt in Bild 5-4 sofort auf, daß das Wirkungspotential<br />
durch einen einzigen Schadstoff (Cadmium) dominiert wird, der einen sehr hohen Wirkungsabschätzungsfaktor<br />
aufweist (Faktor 10 12 , im Vergleich dazu 10 9 für Mn und Hg, 5*10 8 für Pb).<br />
Wird dieser Stoff bei einer Rangfolgenbildung berücksichtigt, weisen Technik A und C die<br />
schlechtesten Werte auf. Da fraglich ist, ob einem Einzelstoff, der zudem in den untersuchten<br />
34 Falls in einer Wirkungskategorie nur ein einziger Stoff (z.B. flüchtige Kohlenwasserstoffe bei der Photooxidantienbildung)<br />
erfaßt ist, beeinflußt dieser Emissionswert das gesamte Wirkungspotential viel stärker als<br />
ein Wert in einer Wirkungskategorie, die mehrere Stoffe umfaßt. Dieser Sachverhalt muß bei einer anschließenden<br />
Gewichtung der Wirkungskategorien angemessen berücksichtigt werden. Bei der Anwendung der<br />
Gewichtung nach der Methode der Ökobilanzen für Getränkeverpackungen [UBA 52/95] geschieht dies dadurch,<br />
daß nicht das Potential selbst, sondern der spezifische Beitrag des Potentials im Vergleich zum europäischen<br />
Gesamtpotential zur Gewichtung herangezogen wird.
5.1 Fallbeispiel Sinterherstellung mit Staubabscheidung 85<br />
Anlagen sehr stark variieren kann (vgl. dazu Tabelle 5-1) soviel Gewicht beigemessen werden<br />
darf, ist in Bild 5-5 die Wirkungskategorie Humantoxizität zum Vergleich ohne Cadmium aufgetragen.<br />
Es ist nun ersichtlich, daß das Potential zum größten Teil durch die Stoffe SO 2 , NO x<br />
sowie den Staubemissionen verursacht wird. Technik C weist immer noch den schlechtesten<br />
Wert bezüglich der Humantoxizität auf. Technik B hat mit Technik A den Rangplatz getauscht<br />
und liegt bei Vernachlässigung des Cadmiums an vorletzter Stelle, bedingt durch die hohe<br />
Emission von Schwefeldioxid.<br />
7,0E+07<br />
6,0E+07<br />
Humantoxizität [m³ Luft]<br />
5,0E+07<br />
4,0E+07<br />
3,0E+07<br />
2,0E+07<br />
1,0E+07<br />
Pb<br />
Mn<br />
Hg<br />
NOx<br />
SO2<br />
CO<br />
Staub<br />
0,0E+00<br />
[Technik A] [Technik B] [Technik C] [Technik D]<br />
Bild 5-5: Humantoxizität ohne Berücksichtigung der Cd-Emissionen<br />
Ökotoxizität Luft : Die Wirkungskategorie Ökotoxizität Luft berücksichtigt die Stoffe SO 2 und<br />
NO x sowie die Staubemissionen. Da die Werte für die Emission von Stickoxiden und<br />
Schwefeldioxid bei allen vier Techniken in einer vergleichbaren Größenordnung vorkommen,<br />
führen letztendlich die hohen Staubemissionen bei Technik C dazu, daß diese Technik<br />
bezüglich der Wirkungskategorie Ökotoxizität Luft am schlechtesten abschneidet. Technik A und<br />
D weisen deutlich bessere Werte auf.<br />
Ökotoxizität Wasser : Zur Wirkungskategorie Ökotoxizität Wasser tragen nur die Emissionen der<br />
Technik D bei, da diese als einzige der untersuchten Techniken Emissionen ins Wasser<br />
aufweist. Die in dieser Wirkungskategorie für Sinteranlagen relevanten Stoffe sind die<br />
Schwermetalle Quecksilber und Cadmium. Es ist dabei ersichtlich, daß beide ungefähr zu<br />
gleichen Anteilen zum Gesamtpotential in dieser Wirkungskategorie beitragen, da sie den<br />
gleichen Wirkungs-abschätzungsfaktor aufweisen (10 9 l Wasser/kg) und ungefähr die gleiche<br />
Menge emittiert wird (8,81*10 -11 kg Quecksilber und 1,28*10 -10 kg Cadmium pro Tonne<br />
Sinter).<br />
Gefährliche Abfälle: Die einzige Technik, die zu dieser Wirkungskategorie beiträgt, ist<br />
Technik D, da sie als einzige Technik zu deponierende Abfälle in Form des bei der<br />
Abwasserreinigung anfallenden Filterkuchens aufweist.
86 <strong>Kapi</strong>tel 5: Fallbeispiele zur Konkretisierung der Bewertungsmethoden<br />
Meeresschutz: Die Wirkungskategorie Meeresschutz umfaßt von den in der<br />
medienübergreifenden Bewertungsmethode derzeit berücksichtigten Wirkungskategorien die<br />
größte Anzahl von Stoffen. Es handelt sich dabei im wesentlichen um die Schwermetalle sowie<br />
PCDD/PCDF. Berücksichtigt werden dabei sowohl luft- als auch wasserseitige Stoffe. Aus<br />
Tabelle 5-8 ist ersichtlich, daß die wasserseitigen Emissionen aufgrund ihrer geringen<br />
emittierten Menge kaum zur Wirkungskategorie Meeresschutz beitragen, da die<br />
Einzelpotentiale in der Größenordnung von 10 -11 bis 10 -9 kg/t Sinter liegen, während die<br />
meisten Emissionen in die Luft deutlich höher sind (im Bereich von 10 -6 bis 10 -4 kg/t Sinter).<br />
Da ein Schadstoff im Wasser und in der Luft den gleichen Wirkungsabschätzungsfaktor<br />
aufweist und dieser lediglich im Bereich von 0,5 bis 1 variiert, können im betrachteten<br />
Fallbeispiel die luftseitigen Emissionen nicht durch die wasserseitigen aufgewogen werden.<br />
Weiter ist aus Bild 5-4 ersichtlich, daß bei Technik C der Beitrag durch die Emission von Blei,<br />
der sich um bis zu drei Größenordnungen von den anderen untersuchten Techniken<br />
unterscheidet, sowie bei Technik A der Beitrag durch die Zinkemission besonders groß ist.<br />
Zum Vergleich ist in Bild 5-6 der Meeresschutz ohne luftseitige Blei- und Zinkemissionen<br />
aufgeführt. Bei dieser Betrachtung ändert sich die Reihenfolge: Technik A ist insgesamt<br />
schlechter als Technik C, während mit Berücksichtigung von Blei Technik C mit Abstand am<br />
schlechtesten abschneidet. Technik B und D weisen aufgrund ihrer für die Problematik der<br />
PCDD/PCDF und Schwermetalle entwickelten Technik wie erwartet in dieser<br />
Wirkungskategorie die besseren Werte auf.<br />
[kg]<br />
4,50E-04<br />
4,00E-04<br />
3,50E-04<br />
3,00E-04<br />
2,50E-04<br />
2,00E-04<br />
1,50E-04<br />
1,00E-04<br />
5,00E-05<br />
0,00E+00<br />
Meeresschutz<br />
[Technik A] [Technik B] [Technik C] [Technik D]<br />
Hg, water<br />
Pb, water<br />
As, water<br />
Cd, water<br />
Ni, water<br />
Zn, water<br />
Cu, water<br />
Cr, water<br />
Ni<br />
Hg<br />
Cu<br />
Cr<br />
Cd<br />
As<br />
PCDD/PCDF<br />
Bild 5-6: Meeresschutz ohne Berücksichtigung der luftseitigen Zn- und Pb-Emissionen<br />
Mit den vorliegenden Resultaten wird in den untersuchten Wirkungskategorien gemäß Bild 5-4<br />
die jeweilige Rangfolge ermittelt und in der Rangfolgentabelle (vgl. Tabelle 5-9) dargestellt.
5.1 Fallbeispiel Sinterherstellung mit Staubabscheidung 87<br />
Tabelle 5-9: Rangfolgen in den Wirkungskategorien für die untersuchten Techniken zur Sinterherstellung<br />
Technik A Technik B Technik C Technik D<br />
Photooxidantienbildung 3 2 4 1<br />
Eutrophierung 2 4 3 1<br />
Versauerung 2 3 4 1<br />
Humantoxizität 3 2 4 1<br />
Ökotoxizität Luft 1 3 4 2<br />
Ökotoxizität Wasser 1 1 1 4<br />
Gefährliche Abfälle 1 1 1 4<br />
Meeresschutz 3 1 4 2<br />
Tabelle 5-9 zeigt deutlich, daß eine abschließende Entscheidung an dieser Stelle noch nicht<br />
möglich ist, da sich die Rangfolge sehr stark in den verschiedenen Wirkungskategorien unterscheidet.<br />
Technik D weist viermal die beste Wertung auf, gleichzeitig aber auch zweimal die<br />
schlechteste. Technik A und B liegen je dreimal an erster Stelle, Technik C zweimal.<br />
Bevor im Abschnitt 5.1.2.5 die Entscheidungsunterstützung als letzter Schritt der medienübergreifenden<br />
Bewertungsmethode angewandt wird, erfolgt im nächsten Abschnitt die Analyse<br />
und Diskussion der durch den Stromverbrauch hervorgerufenen Ressourcenverbräuche und<br />
Schadstoffemissionen.<br />
5.1.2.4 Exkurs: Analyse der durch die Stromerzeugung hervorgerufenen Ressourcenverbräuche<br />
und Schadstoffemissionen<br />
Nachdem bisher der Stromverbrauch über den Primärenergiegehalt in der Stoff- und Energiebilanz<br />
berücksichtigt wurde, wird im folgenden die Auflösung der Stromerzeugung in die<br />
hierfür benötigten Rohstoffe und die dabei entstehenden Emissionen untersucht. Dieser Ansatz<br />
ermöglicht die Überführung des bisher als Einzelposition behandelten Energieaufwands in Wirkungspotentiale<br />
und gibt zusätzliche Anhaltspunkte für die spätere Wahl der Gewichtungsfaktoren<br />
(vgl. Abschnitt 5.1.2.5). Hierfür werden die einzelnen Schritte der medienübergreifenden<br />
Bewertungsmethode analog zum ersten Fallbeispiel durchgeführt, so daß im folgenden lediglich<br />
auf die durch die Stromauflösung resultierenden Unterschiede eingegangen wird.<br />
Ausgehend vom Mengengerüst (vgl. Tabelle 5-3) werden die für die Positionen Stromverbrauch<br />
für Sinteranlagen und Stromverbrauch für die Entstaubung bei der Energieerzeugung<br />
eingesetzten Rohstoffe und entstehenden Emissionen ermittelt. Dabei wird die vom UBA vorgeschlagene<br />
Vorgehensweise zur Umrechnung der Stromerzeugung in Verbräuche und Emissionen<br />
gewählt [UBA-Texte 38/92]. Unter Zugrundelegung des in Abschnitt 4.2.2.2 vorgestellten<br />
Energiemix für die EU sind für die Erzeugung von einer Kilowattstunde Strom die in<br />
Tabelle 5-10 zusammengestellten Daten zu berücksichtigen.<br />
Tabelle 5-10: Rohstoffe und Emissionen für die Erzeugung von 1 kWh Strom<br />
Strom 1 kWh<br />
Steinkohle 0,076 kg
88 <strong>Kapi</strong>tel 5: Fallbeispiele zur Konkretisierung der Bewertungsmethoden<br />
Braunkohle 0,119 kg<br />
Mineralöl 0,021 kg<br />
Erdgas 0,027 m³<br />
SO 2 9,98*10 -4 kg<br />
NO x 9,03*10 -4 kg<br />
Staub 5,00*10 -5 kg<br />
CO 2 4,34*10 -1 kg<br />
CO 5,11*10 -5 kg<br />
NMVOC 1,58*10 -5 kg<br />
Die resultierende Stoff- und Energiebilanz weist in den Positionen Energie und Stoffe im<br />
Abgas im Vergleich zur Stoff- und Energiebilanz ohne Stromauflösung (vgl. Tabelle 5-4) detaillierte<br />
Angaben über die Verbräuche und Emissionen der Vorstufe Stromerzeugung auf.<br />
Die in Tabelle 5-11 gewählte Darstellung verdeutlicht die bei der Stromauflösung zusätzlich<br />
aufgenommenen Rohstoffverbräuche und Emissionen. In der Position Energie werden die fossilen<br />
Energieträger Steinkohle, Braunkohle, Koksgrus, und Mineralöl einzeln aufgeführt, beim<br />
Erdgasverbrauch sind sowohl der Zündgasverbrauch in der Sinteranlage als auch der anteilige<br />
Beitrag aus der Stromerzeugung berücksichtigt. Weiterhin ist in der Position Stoffe im Abgas<br />
ersichtlich, daß die aufsummierten Emissionen von Staub, CO, CO 2 , SO 2 , NO x sowie flüchtigen<br />
organischen Kohlenwasserstoffen nur jeweils leicht, d.h. um etwa 5 % der Gesamtemissionen,<br />
zunehmen.
5.1 Fallbeispiel Sinterherstellung mit Staubabscheidung 89<br />
Tabelle 5-11: Stoff- und Energiebilanz für vier Techniken zur Sinterherstellung mit Auflösung der<br />
Stromerzeugung<br />
Input und<br />
Output<br />
Stoff/Energie Technik A Technik B Technik C Technik D Einheit pro<br />
t Sinter<br />
Energie Steinkohle 2,95 3,17 2,57 3,02 kg<br />
Braunkohle 4,66 5,01 4,06 4,78 kg<br />
Koksgrus 51 46 51 47 kg<br />
Mineralöl 8,12*10 -1 8,74*10 -1 7,08*10 -1 8,33*10 -1 kg<br />
Erdgas, Zündenergie 4,9 5,1 3,3 5,4 m³<br />
Erdgas, Stromerz. 1,06 1,15 0,93 1,09 m³<br />
Erdgas insgesamt 5,96 6,25 4,23 6,49 m³<br />
Stoffe im Staub, Sinteranlage 7,65*10 -2 9,21*10 -3 6,48*10 -1 1,10*10 -1 kg<br />
Abgas Staub, Stromerzeugung 1,95*10 -3 2,10*10 -3 1,70*10 -3 2,00*10 -3 kg<br />
Staub insgesamt 7,84*10 -2 1,13*10 -2 6,50*10 -1 1,12*10 -1 kg<br />
CO, Sinteranlage 17,25 31,29 23,76 39,60 kg<br />
CO, Stromerzeugung 1,99*10 -3 2,15*10 -3 1,74*10 -3 2,04*10 -3 kg<br />
CO insgesamt 17,26 31,30 23,76 39,60 kg<br />
CO 2 , Stromerzeugung 16,944 18,248 14,772 17,379 kg<br />
SO 2 , Sinteranlage 8,32*10 -1 1,31 1,35 8,20*10 -1 kg<br />
SO 2 , Stromerzeugung 3,89*10 -2 4,19*10 -2 3,39*10 -2 3,99*10 -2 kg<br />
SO 2 insgesamt 8,71*10 -1 1,35 1,38 8,60*10 -1 kg<br />
NO x , Sinteranlage 4,10*10 -1 5,27*10 -1 4,86*10 -1 4,00*10 -1 kg<br />
NO x , Stromerzeugung 3,52*10 -2 3,79*10 -2 3,07*10 -2 3,61*10 -2 kg<br />
NO x insgesamt 4,45*10 -1 5,64*10 -1 5,17*10 -1 4,36*10 -1 kg<br />
NMVOC, Sinteranlage 8,61*10 -2 4,60*10 -2 3,05*10 -1 2,50*10 -2 kg<br />
NMVOC, Stromerz. 6,18*10 -4 6,65*10 -4 5,38*10 -4 6,33*10 -4 kg<br />
NMVOC insgesamt 8,67*10 -2 4,67*10 -2 3,05*10 -1 2,56*10 -2 kg<br />
Chloridionen als HCl 3,62*10 -2 2,86*10 -2 4,54*10 -2 5,90*10 -2 kg<br />
Fluoridionen als HF 3,52*10 -3 4,60*10 -4 1,14*10 -2 1,29*10 -3 kg<br />
PCDD/PCDF 3,45*10 -9 1,84*10 -9 6,48*10 -9 4,46*10 -10 kg<br />
As 1,00*10 -5 3,68*10 -7 4,32*10 -5 1,10*10 -6 kg<br />
Cd 1,40*10 -4 5,71*10 -7 1,30*10 -4 6,69*10 -6 kg<br />
Cr 1,21*10 -4 4,42*10 -6 4,32*10 -5 4,46*10 -6 kg<br />
Cu 3,54*10 -4 1,84*10 -6 1,30*10 -4 3,79*10 -5 kg<br />
Hg 4,51*10 -5 1,49*10 -5 4,32*10 -5 2,23*10 -5 kg<br />
Mn 7,18*10 -4 2,03*10 -6 5,44*10 -4 2,01*10 -5 kg<br />
Ni 9,76*10 -5 4,60*10 -6 7,46*10 -5 1,10*10 -6 kg<br />
Pb 8,75*10 -4 8,47*10 -6 9,91*10 -3 9,58*10 -5 kg<br />
Sn 9,18*10 -5 7,00*10 -7 9,44*10 -5 1,30*10 -4 kg<br />
Tl 1,95*10 -5 2,21*10 -7 1,56*10 -5 4,46*10 -6 kg<br />
Zn 2,40*10 -3 4,60*10 -5 3,67*10 -4 2,23*10 -6 kg<br />
Stoffe im vgl. Tabelle 5-4<br />
Abwasser<br />
gefährliche<br />
Abfälle<br />
Filterkuchen, trocken 0 0 0 0,15 kg<br />
Analog zum Fallbeispiel ohne Stromauflösung werden in der Wirkungsabschätzung die Gesamtwirkungspotentiale<br />
berechnet und zusammen mit den nicht in Wirkungskategorien überführbaren<br />
Positionen in Tabelle 5-12 dargestellt. Durch den Miteinbezug der Rohstoffe und des<br />
Kohlendioxids ergeben sich auch in den Wirkungskategorien Ressourcenverknappung und<br />
Treibhauseffekt Wirkungspotentiale. Die graphische Darstellung der Verteilung der Anteile der<br />
Sinterherstellung und der Stromerzeugung in den einzelnen Wirkungskategorien verdeutlicht<br />
die Änderungen der Gesamtwirkungspotentiale, die sich durch die Stromauflösung ergeben<br />
(vgl. Bild 5-7).
90 <strong>Kapi</strong>tel 5: Fallbeispiele zur Konkretisierung der Bewertungsmethoden<br />
Aus Bild 5-7 ist ersichtlich, daß das durch die Stromerzeugung verursachte Potential außer für<br />
die neu hinzugenommenen Wirkungskategorien Ressourcenverknappung und Treibhauseffekt<br />
nur noch für die Eutrophierung relevant ist. In dieser Kategorie kann der Anteil bis zu 10 %<br />
betragen. In den Wirkungskategorien Ökotoxizität Wasser , gefährliche Abfälle und Meeresschutz<br />
wird durch die Auflösung der Stromerzeugung kein zusätzliches Wirkungspotential verursacht;<br />
die sich in den übrigen Wirkungskategorien ergebenden Veränderungen sind vernachlässigbar.<br />
Insgesamt zeigt sich, daß die durch die Stromauflösung resultierenden Änderungen der Wirkungspotentiale<br />
als gering einzustufen sind. Es sind jedoch zwei weitere Wirkungskategorien<br />
zu berücksichtigen.
5.1 Fallbeispiel Sinterherstellung mit Staubabscheidung 91<br />
Tabelle 5-12: Gesamtwirkungspotentiale und entscheidungsrelevante Stoff- und Energieströme für<br />
vier Techniken zur Sinterherstellung mit Auflösung der Stromerzeugung<br />
Technik A Technik B Technik C Technik D Einheit pro t<br />
Sinter<br />
Wirkungskategorie<br />
Gesamtwirkungspotential<br />
Ressourcenverknappung 4,65 4,92 3,55 4,97 kg<br />
Treibhauseffekt 16,9 18,2 14,8 17,4 kg CO 2 -Äqu.<br />
Photooxidantienbildung durch<br />
Sinterprozeß<br />
3,58*10 -2 1,91*10 -2 1,27*10 -1 1,04*10 -2 kg Ethen-<br />
Äqu.<br />
Photooxidantienbildung durch<br />
Stromerzeugung<br />
2,57*10 -4 2,77*10 -4 2,24*10 -4 2,64*10 -4 kg Ethen-<br />
Äqu.<br />
Photooxidantienbildung insgesamt 3,61*10 -2 1,94*10 -2 1,27*10 -1 1,07*10 -2 kg Ethen-<br />
Äqu.<br />
Eutrophierung durch Sinterprozeß 5,32*10 -2 6,84*10 -2 6,32*10 -2 5,20*10 -2 kg PO 3- 4 -Äqu.<br />
Eutrophierung durch Stromerzeugung<br />
4,58*10 -3 4,93*10 -3 3,99*10 -3 4,70*10 -3 kg PO 3- 4 -Äqu.<br />
Eutrophierung insgesamt 5,78*10 -2 7,34*10 -2 6,72*10 -2 5,67*10 -2 kg PO 3- 4 -Äqu.<br />
Versauerung durch Sinterprozeß 1,16 1,71 1,75 1,15 kg SO 2 -Äqu.<br />
Versauerung durch Stromerzeugung<br />
6,36*10 -2 6,85*10 -2 5,54*10 -2 6,52*10 -2 kg SO 2 -Äqu.<br />
Versauerung insgesamt 1,22 1,77 1,80 1,22 kg SO 2 -Äqu.<br />
Humantoxizität durch Sinterprozeß 1,74*10 8 4,73*10 7 1,97*10 8 4,20*10 7 m³ Luft<br />
Humantoxizität durch Stromerzeugung<br />
1,73*10 6 1,86*10 6 1,50*10 6 1,77*10 6 m³ Luft<br />
Humantoxizität insgesamt 1,76*10 8 4,91*10 7 1,99*10 8 4,38*10 7 m³ Luft<br />
Ökotoxizität Luft durch Sinterprozeß 3,09*10 7 4,35*10 7 5,96*10 7 3,13*10 7 m³ Luft<br />
Ökotoxizität Luft durch Stromerzeugung<br />
1,73*10 6 1,86*10 6 1,50*10 6 1,77*10 6 m³ Luft<br />
Ökotoxizität Luft insgesamt 3,26*10 7 4,45*10 7 6,11*10 7 3,30*10 7 m³ Luft<br />
Ökotoxizität Wasser 0 0 0 0,216 l Wasser<br />
Gefährliche Abfälle 0 0 0 0,15 kg<br />
Meeresschutz 2,24*10 -3 4,54*10 -5 7,39*10 -3 1,12*10 -4 kg<br />
Daten aus Stoff- und Energiebilanz<br />
Emissions- bzw. Verbrauchsmenge<br />
Energieverbrauch Koksgrus 51 46 51 47 kg<br />
Luft Sn 9,18*10 -3 7,00*10 -7 9,44*10 -3 1,30*10 -4 kg<br />
Tl 1,95*10 -5 2,21*10 -7 1,56*10 -5 4,46*10 -6 kg<br />
PCDD/PCDF 2,41*10 -9 1,29*10 -9 4,54*10 -9 3,12*10 -10 kg<br />
Wasser Chlorid 0 0 0 3,06*10 -4 kg<br />
SO 4 0 0 0 1,55*10 -4 kg<br />
feste<br />
0 0 0 5,11*10 -7 kg<br />
Schwebstoffe<br />
Fe 0 0 0 1,45*10 -8 kg<br />
Al 0 0 0 1,80*10 -8 kg<br />
CN-volatile 0 0 0 1,28*10 -9 kg<br />
Fluorid 0 0 0 4,26*10 -7 kg<br />
Sulfid 0 0 0 3,84*10 -9 kg<br />
NH 4 -N 0 0 0 7,13*10 -6 kg<br />
NO 3 -N 0 0 0 1,10*10 -6 kg<br />
NO 2 -N 0 0 0 4,12*10 -8 kg<br />
TOC 0 0 0 1,07*10 -6 kg
92 <strong>Kapi</strong>tel 5: Fallbeispiele zur Konkretisierung der Bewertungsmethoden<br />
Ressourcenverknappung [kg]<br />
Treibhauseffekt [kg CO2-Äquivalent]<br />
5,00E+00<br />
2,00E+01<br />
4,00E+00<br />
3,00E+00<br />
2,00E+00<br />
Sinter<br />
Strom<br />
1,50E+01<br />
1,00E+01<br />
Sinter<br />
Strom<br />
1,00E+00<br />
5,00E+00<br />
0,00E+00<br />
0,00E+00<br />
Technik<br />
A<br />
Technik<br />
B<br />
Technik<br />
C<br />
Technik<br />
D<br />
Technik<br />
A<br />
Technik<br />
B<br />
Technik<br />
C<br />
Technik<br />
D<br />
Photooxidantienbildung<br />
[kg Ethen-Äquivalent]<br />
Eutrophierung [PO4-Äquivalent]<br />
8,00E-02<br />
1,40E-01<br />
1,20E-01<br />
1,00E-01<br />
8,00E-02<br />
6,00E-02<br />
4,00E-02<br />
Sinter<br />
Strom<br />
7,00E-02<br />
6,00E-02<br />
5,00E-02<br />
4,00E-02<br />
3,00E-02<br />
2,00E-02<br />
Sinter<br />
Strom<br />
2,00E-02<br />
0,00E+00<br />
Technik<br />
A<br />
Technik<br />
B<br />
Technik<br />
C<br />
Technik<br />
D<br />
1,00E-02<br />
0,00E+00<br />
Technik<br />
A<br />
Technik<br />
B<br />
Technik<br />
C<br />
Technik<br />
D<br />
Versauerung [kg SO2-Äquivalent]<br />
Humantoxizität [m³ Luft]<br />
2,00E+00<br />
2,00E+08<br />
1,50E+00<br />
1,50E+08<br />
1,00E+00<br />
Sinter<br />
Strom<br />
1,00E+08<br />
Sinter<br />
Strom<br />
5,00E-01<br />
5,00E+07<br />
0,00E+00<br />
Technik<br />
A<br />
Technik<br />
B<br />
Technik<br />
C<br />
Technik<br />
D<br />
0,00E+00<br />
Technik<br />
A<br />
Technik<br />
B<br />
Technik<br />
C<br />
Technik<br />
D<br />
Ökotoxizität, Luft [m³ Luft]<br />
Ökotoxizität, Wasser [l Wasser]<br />
7,00E+07<br />
6,00E+07<br />
5,00E+07<br />
4,00E+07<br />
3,00E+07<br />
2,00E+07<br />
1,00E+07<br />
Sinter<br />
Strom<br />
2,50E-01<br />
2,00E-01<br />
1,50E-01<br />
1,00E-01<br />
5,00E-02<br />
Sinter<br />
Strom<br />
0,00E+00<br />
Technik<br />
A<br />
Technik<br />
B<br />
Technik<br />
C<br />
Technik<br />
D<br />
0,00E+00<br />
Technik<br />
A<br />
Technik<br />
B<br />
Technik<br />
C<br />
Technik<br />
D<br />
Gefährlicher Abfall [kg]<br />
Meeresschutz [kg]<br />
1,60E-01<br />
8,00E-03<br />
1,40E-01<br />
1,20E-01<br />
7,00E-03<br />
6,00E-03<br />
1,00E-01<br />
8,00E-02<br />
6,00E-02<br />
Sinter<br />
Strom<br />
5,00E-03<br />
4,00E-03<br />
3,00E-03<br />
Sinter<br />
Strom<br />
4,00E-02<br />
2,00E-03<br />
2,00E-02<br />
0,00E+00<br />
Technik<br />
A<br />
Technik<br />
B<br />
Technik<br />
C<br />
Technik<br />
D<br />
1,00E-03<br />
0,00E+00<br />
Technik<br />
A<br />
Technik<br />
B<br />
Technik<br />
C<br />
Technik<br />
D<br />
Bild 5-7: Anteil der Stromerzeugung an den Gesamtwirkungspotentialen
5.1 Fallbeispiel Sinterherstellung mit Staubabscheidung 93<br />
5.1.2.5 Entscheidungsunterstützung<br />
Ziel der Entscheidungsunterstützung ist eine aussagekräftige Aufbereitung der vorhandenen<br />
Informationen, um die Expertendiskussion auf die entscheidungsrelevanten Aspekte zu lenken.<br />
Für eine weitere Aggregation der Wirkungspotentiale gibt es allerdings keine wissenschaftliche<br />
Grundlage, da die Cross-Media Effekte noch nicht ausreichend erforscht sind. Um dennoch zu<br />
einer nachvollziehbaren BVT-Bestimmung zu gelangen, sind die Wirkungspotentiale und weitere<br />
entscheidungsrelevante Stoff- und Energieströme, zusammenfassend auch als Bewertungskategorien<br />
bezeichnet, in der vorgeschlagenen Entscheidungsunterstützung zu untersuchen.<br />
In diesem Fallbeispiel wird nun die Anwendung sämtlicher Teilschritte der Entscheidungsunterstützung<br />
exemplarisch demonstriert, die in Bild 4-3 in Abschnitt 4.2.4 aufgeführt<br />
sind.<br />
Ausgangspunkt für die Bewertung ist die Entscheidungstabelle (vgl. Tabelle 5-13), in der die<br />
entscheidungsrelevanten Wirkungspotentiale sowie die Stoff- und Energieströme, die nicht in<br />
Wirkungskategorien überführt werden können, zusammengestellt sind. Da nur Technik D<br />
Stoffe in das Wasser emittiert, werden in der Entscheidungstabelle Chloride, SO 4 , feste<br />
Schwebstoffe, Fe, Al, CN-volatile, Fluorid, Sulfid, NH 4 -N, NO 3 -N, NO 2 -N und TOC zur Bewertungskategorie<br />
„wassergängige Emissionen“ zusammengefaßt. Ferner wird PCDD/PDCF<br />
explizit als Bewertungskategorie aufgeführt, da in den derzeit eingesetzten Wirkungskategorien<br />
der kanzerogenen Wirkung von PCDD/PDCF nicht genügend Rechnung getragen wird.<br />
Tabelle 5-13: Entscheidungstabelle für vier Techniken zur Sinterherstellung<br />
ohne Stromauflösung<br />
Technik A Technik B Technik C Technik D Einheit<br />
Wirkungskategorie Gesamtwirkungspotential pro t Sinter<br />
Photooxidantienbildung 35,8 19,1 127 10,4 10 -3 kg Ethen-Äqu.<br />
Eutrophierung 53,2 68,4 63,2 52,0 10 -3 kg PO 3- 4 -Äqu.<br />
Versauerung 1,16 1,71 1,75 1,15 kg SO 2 -Äqu.<br />
Humantoxizität 174 47,3 197 42,0 10 6 m³ Luft<br />
Ökotoxizität Luft 30,9 43,5 59,7 31,3 10 6 m³ Luft<br />
Ökotoxizität Wasser 0 0 0 0,216 l Wasser<br />
Gefährliche Abfälle 0 0 0 0,15 kg<br />
Meeresschutz 2,24 0,0454 7,39 0,111 10 -3 kg<br />
Daten aus Stoff- und Energiebilanz Emissions- bzw. Verbrauchsmenge<br />
Energieverbrauch fossile Energien 1.700 1.560 1.650 1.600 MJ<br />
Strom 395 425 345 410 MJ<br />
Koksgrus<br />
n.a.<br />
Luft Sn 91,8 0,7 94,4 130 10 -6 kg<br />
Tl 19,5 0,221 15,6 4,46 10 -6 kg<br />
PCDD/PCDF 3,45 1,84 6,48 0,446 10 -9 kg<br />
Wassergängige Emissionen nein nein nein ja
94 <strong>Kapi</strong>tel 5: Fallbeispiele zur Konkretisierung der Bewertungsmethoden<br />
Normierung der Wirkungspotentiale der untersuchten Techniken<br />
Weil die Wirkungspotentiale in sehr unterschiedlichen Größenordnungen und Maßeinheiten<br />
vorliegen (vgl. Tabelle 5-13), fördert eine Normierung die Übersichtlichkeit und erleichtert<br />
somit die anschließende Beurteilung der Techniken. Tabelle 5-14 zeigt die normierten Wirkungspotentiale,<br />
die nach der Formel<br />
normiertes Wirkungspotential der Technik t =<br />
Wirkungspotential der Technik t<br />
Mittelwert der Wirkungspotentiale über alle Techniken t=<br />
1...T<br />
berechnet werden, und analog die normierten entscheidungsrelevanten Daten aus der Stoffund<br />
Energiebilanz. Je höher ein normiertes Wirkungspotential, eine Emission oder ein Verbrauch<br />
ist, desto größer ist die potentielle Umweltauswirkung. Der Mittelwert der untersuchten<br />
Techniken entspricht dem Wert 1.<br />
Tabelle 5-14: Normierte Bewertungskategorien für vier Techniken zur Sinterherstellung ohne<br />
Stromauflösung<br />
Mittelwert Technik A Technik B Technik C Technik D<br />
Wirkungskategorie<br />
normiertes Wirkungspotential<br />
Photooxidantienbildung 4,8·10 -2 0,75 0,40 2,64 0,22<br />
Eutrophierung 5,92·10 -2 0,90 1,16 1,07 0,88<br />
Versauerung 1,44 0,80 1,18 1,21 0,80<br />
Humantoxizität 1,15·10 8 1,51 0,41 1,71 0,36<br />
Ökotoxizität Luft 4,13·10 7 0,75 1,05 1,44 0,76<br />
Ökotoxizität Wasser 2,16·10 -1 0 0 0 1<br />
Gefährliche Abfälle 1,50·10 -1 0 0 0 1<br />
Meeresschutz 2,45·10 -3 0,91 0,02 3,02 0,05<br />
Daten aus Stoff- und Energiebilanz<br />
normierte Emissions- bzw. Verbrauchsmenge<br />
Energieverbrauch fossile Energien 1,63·10 3 1,04 0,96 1,01 0,98<br />
Strom 3,94·10 2 1 1,08 0,88 1,04<br />
Luft Sn 7,93·10 -5 1,16 0,01 1,19 1,64<br />
Tl 9,94·10 -6 1,96 0,02 1,57 0,45<br />
PCDD/PCDF 3,05·10 -9 1,13 0,60 2,12 0,15<br />
Wassergängige Emissionen nein nein nein ja<br />
Anhand der graphischen Darstellung der Normierung in Bild 5-8 ist zu erkennen, daß Technik<br />
C in fünf Wirkungskategorien die schlechtesten Werte im Vergleich zu den übrigen Techniken<br />
aufweist (vgl. auch Tabelle 5-9). Technik D hingegen hat in den meisten Wirkungskategorien<br />
die vergleichsweise geringsten Wirkungspotentiale. Auffallend ist auch hier der niedrige<br />
Wert in der Wirkungskategorie Meeresschutz für Technik D, die als einzige Technik Stoffe in<br />
das Medium Wasser emittiert (vgl. auch Bild 5-4)
5.1 Fallbeispiel Sinterherstellung mit Staubabscheidung 95<br />
3,00<br />
2,50<br />
2,00<br />
1,50<br />
1,00<br />
Technik A<br />
Technik B<br />
Technik C<br />
Technik D<br />
0,50<br />
0,00<br />
Photooxidantienbildung<br />
Eutrophierung<br />
Versauerung<br />
Humantoxizität<br />
Ökotoxizität,<br />
Air<br />
Ökotoxizität,<br />
Water<br />
Gefährlicher<br />
Abfall<br />
Meeresschutz<br />
Bild 5-8:<br />
Graphische Darstellung der normierten Wirkungspotentiale für die vier untersuchten<br />
Techniken zur Sinterherstellung<br />
Da keine der vier untersuchten Techniken in sämtlichen Wirkungskategorien die übrigen Techniken<br />
dominiert bzw. von ihnen dominiert wird, ist für die weitere Interpretation der Entscheidungstabelle<br />
eine Untersuchung der Bedeutsamkeit der einzelnen Wirkungskategorien notwendig.<br />
Gewichtung<br />
Die Gewichtung der Kriterien erfolgt im Expertenkreis, um die Bedeutung der Wirkungspotentiale<br />
und der übrigen entscheidungsrelevanten Stoff- und Energieströme zu differenzieren.<br />
Den Experten wird bei der Gewichtung ein großer Ermessensspielraum gelassen, doch sollte<br />
die Gewichtung so weit wie möglich auf naturwissenschaftlichem und objektiv nachvollziehbarem<br />
Wissen beruhen. Um eine vergleichende und nachvollziehbare Prioritätensetzung für die<br />
Beurteilung der Wirkungspotentiale zu ermöglichen, werden zunächst die ökologische Bedeutung<br />
der Wirkungskategorien und die Mengenrelevanz der Wirkungspotentiale der untersuchten<br />
Techniken abgeschätzt. Die ökologische Bedeutung der Wirkungskategorien in Europa ist<br />
unabhängig von den untersuchten Techniken. Zur Orientierung werden die Einstufungen nach<br />
[UBA-Texte 52/95] verwendet (vgl. Tabelle 5-16 bzw. Tabelle 4-7).<br />
Die Abschätzung der Mengenrelevanz der berechneten Wirkungspotentiale erfolgt durch die<br />
Berechnung des spezifischen Beitrags (vgl. Abschnitt 4.2.4.2):
96 <strong>Kapi</strong>tel 5: Fallbeispiele zur Konkretisierung der Bewertungsmethoden<br />
spezifischer Beitrag der untersuchten Techniken in einer Wirkungskategorie<br />
=<br />
=<br />
Mittelwert der Wirkungspotentiale der<br />
EU−weites<br />
Wirkungspotential<br />
untersuchten Techniken<br />
∑ mittlere Emissionen der untersuchten Techniken × Wirkungsabschätzungsfaktor<br />
∑ EU−weite<br />
Emissionen × Wirkungsabschätzungsfaktor<br />
Da derzeit nicht für alle Schadstoffe, die zu einer Wirkungskategorie beitragen, EU-weite<br />
Emissionsdaten vorliegen, kann der spezifische Beitrag nur in erster Näherung abgeschätzt<br />
werden (vgl. Anhang B).<br />
Tabelle 5-15: Spezifischer Beitrag zur Abschätzung der Mengenrelevanz der Wirkungspotentiale<br />
für die untersuchten Techniken zur Sinterherstellung ohne Stromauflösung<br />
Wirkungskategorie<br />
mittleres Wirkungspotential der<br />
untersuchten Techniken<br />
EU-weites<br />
Gesamtpotential<br />
spezifischer Beitrag relative<br />
Größe<br />
Photooxidantienbildung<br />
0,0480 kg Ethen-Äqu./t Sinter 6,086 ⋅ 10 9 kg Ethen-Äqu./a 7,89 ⋅ 10 -12 a/t Sinter 5,5%<br />
Eutrophierung 0,0592 kg PO 3- 4 Äqu. /t Sinter 1,631 ⋅ 10 9 kg PO 3- 4 -Äqu./a 3,63 ⋅ 10 -11 a/t Sinter 25,4%<br />
Versauerung 1,40 kg SO 2 -Äqu. /t Sinter 20,828 ⋅ 10 9 kg SO 2 -Äqu./a 6,72 ⋅ 10 -11 a/t Sinter 47,0%<br />
Humantoxizität<br />
110 ⋅ 10 6 m³ Luft/t Sinter 769,6 ⋅ 10 12 m³ Luft/a 1,43 ⋅ 10 -10 a/t Sinter 100,0%<br />
Ökotoxizität Luft 36,1 ⋅ 10 6 m³ Luft/t Sinter 552,1 ⋅ 10 12 m³ Luft/a 6,54 ⋅ 10 -11 a/t Sinter 45,7%<br />
Für die weitere Auswertung werden nicht die absoluten Werte der spezifischen Beiträge herangezogen,<br />
sondern ihre relative Größe beim Vergleich untereinander. Dazu wird der spezifische<br />
Beitrag des Wirkungspotentials mit der größten Mengenrelevanz (hier: Humantoxizität, vgl.<br />
Tabelle 5-15) gleich 100 % gesetzt und die übrigen darauf normiert. So entspricht die relative<br />
Mengenrelevanz der Photooxidantienbildung für die untersuchten Techniken dem Wert<br />
7,<br />
89⋅10<br />
143 , ⋅10<br />
−12<br />
−10<br />
= 5,5 %. Diese relative Größe bildet die Grundlage für eine verbale Einstufung der<br />
Mengenrelevanz der Wirkungspotentiale. Gemäß Tabelle 4-8 hat somit das Wirkungspotential<br />
Humantoxizität eine sehr große Mengenrelevanz, während die Mengenrelevanz der Photooxidantienbildung<br />
als gering bezeichnet wird (vgl. Tabelle 5-16).<br />
Tabelle 5-16 zeigt eine mögliche Zusammenfassung der Einstufungen anhand der ökologischen<br />
Bedeutung der Wirkungskategorien und der Mengenrelevanz der Wirkungspotentiale für die<br />
vier im Fallbeispiel untersuchten Techniken. Da nur für die Wirkungskategorien Photooxidantienbildung,<br />
Eutrophierung, Versauerung, Humantoxizität und Ökotoxizität Luft spezifische<br />
Beiträge berechnet werden können, ist die mengenmäßige Relevanz der übrigen Wirkungskategorien<br />
und entscheidungsrelevanten Daten aus der Stoff- und Energiebilanz im Expertenkreis<br />
abzuschätzen. Ebenso ist die ökologische Bedeutung für die Wirkungskategorien Humantoxizität,<br />
Ökotoxizität und Meeresschutz sowie für die entscheidungsrelevanten Daten aus der<br />
Stoff- und Energiebilanz im Expertenkreis näherungsweise einzustufen. In Tabelle 5-16 sind<br />
die für das Fallbeispiel exemplarisch vorgenommenen Abschätzungen durch kursive Schrift<br />
gekennzeichnet.
5.1 Fallbeispiel Sinterherstellung mit Staubabscheidung 97<br />
Tabelle 5-16: Zusammenfassung der Mengenrelevanz und der ökologischen Bedeutung für die<br />
untersuchten Techniken zur Sinterherstellung (mit Stromauflösung)<br />
Wirkungskategorie<br />
Spezifischer<br />
Beitrag<br />
(vgl.<br />
Tabelle 5-15)<br />
Mengenrelevanz<br />
(* ) vgl.<br />
Tabelle 4-8)<br />
Ökologische<br />
Bedeutung<br />
( #) vgl.<br />
Tabelle 4-7)<br />
Gesamtbedeutung<br />
(vgl.<br />
Tabelle 4-8)<br />
Gesamtgewichtung<br />
(vgl.<br />
Tabelle F-5)<br />
Photooxidantienbildung<br />
5,5 % gering* ) groß #) mittel 7,3%<br />
Eutrophierung 25,4 % mäßig* ) mittel #) mittel 7,3%<br />
Versauerung 47,0 % mittel* ) mittel #) mittel 7,3%<br />
Humantoxizität 100 % sehr groß* ) groß sehr groß 12,2%<br />
Ökotoxizität Luft 45,7 % mittel* ) mittel mittel 7,3%<br />
Ökotoxizität Wasser --- gering mittel mäßig 4,9%<br />
Gefährliche Abfälle --- gering mäßig #) mäßig 4,9%<br />
Meeresschutz --- gering sehr groß mittel 7,3%<br />
Daten aus Stoffund<br />
Energiebilanz<br />
Fossile Energien --- gering groß #) mittel 7,3%<br />
Strom --- gering groß mittel 7,3%<br />
Sn --- gering mittel mäßig 4,9%<br />
Tl --- gering groß mittel 7,3%<br />
PCDD/PCDF --- groß groß groß 9,8%<br />
wassergängige<br />
Emissionen<br />
--- gering mittel mäßig 4,9%<br />
kursiver Text: angenommene Abschätzungen im Expertenkreis<br />
Im Sinne der praktischen Durchführung der Vergabe von Gewichtungsfaktoren für die Wirkungskategorien<br />
und die entscheidungsrelevanten Stoff- und Energieströme erfolgt zunächst<br />
eine Befragung der Experten. Dabei dienen die Informationen zur ökologischen Bedeutung und<br />
zur Mengenrelevanz der Bewertungskategorien, die gemeinsam die Gesamtbedeutung charakterisieren,<br />
lediglich als Orientierung. Eine Möglichkeit zur pragmatischen Ableitung von Gewichtungsfaktoren<br />
besteht in der Umrechnung der verbalen Einstufungen der Gesamtbedeutung<br />
in Punktzahlen (gering = 1; mäßig = 2; mittel = 3; groß = 4; sehr groß = 5), die wiederum<br />
in eine prozentuale Gesamtgewichtung umgerechnet werden können (vgl. letzte Spalte von<br />
Tabelle 5-16; zur Umrechnung der verbalen Einstufungen in prozentuale Werte vgl. Tabelle F-<br />
5 in Anhang F). Diese Werte sind von den Experten kritisch zu hinterfragen, da die Vergabe<br />
der Gewichtungsfaktoren trotz des strukturierten Vorgehens nicht ausschließlich auf objektiven<br />
Begründungen beruhen kann. Die Gewichtungsfaktoren sollten nicht im Mittelpunkt der<br />
Diskussion stehen, sondern vielmehr eine ungefähre Größenordnung angeben, um die Bedeutung<br />
der einzelnen Bewertungskategorien für die vier untersuchten Techniken zu differenzieren.<br />
Besondere Beachtung verdienen dabei die Verhältnisse zwischen der numerischen Umrechnung<br />
der verbalen Einstufungen. So ist in der Expertendiskussion zu prüfen, ob die<br />
PCDD/PCDF mit 9,8 % doppelt so stark zu gewichten ist wie die wassergängigen Emissionen<br />
mit 4,9 %. Die Gewichtungsfaktoren für die Gesamtgewichtung ist entsprechend in der Expertendiskussion<br />
anzupassen. Dennoch kann mit dieser einfach ermittelten Gewichtung eine<br />
erste formale Auswertung der Entscheidungstabelle vorgenommen werden, da diese auch Anhaltspunkte<br />
für weiteren Diskussionsbedarf geben kann, wie im folgenden gezeigt wird.
98 <strong>Kapi</strong>tel 5: Fallbeispiele zur Konkretisierung der Bewertungsmethoden<br />
Formale Auswertung mittels paarweiser Vergleiche<br />
Zur Unterstützung der Auswertung einer Vielzahl von Bewertungskategorien und der Gewichtungen<br />
der verschiedenen Umwelteinwirkungen wird eine formale Methode zur Entscheidungsunterstützung<br />
herangezogen. Die formale Auswertung mittels paarweiser Vergleiche<br />
ist Anhang F ausführlich für dieses Fallbeispiel beschrieben, so daß an dieser Stelle nur die<br />
wesentlichen Informationen erläutert werden, die durch die computergestützte Auswertung<br />
den Experten zur Verfügung gestellt werden.<br />
Bei der Methode der paarweisen Vergleiche erfolgt die Aufbereitung der Daten aus der Entscheidungstabelle<br />
(Tabelle 5-7) über die dimensionslose Vergleichsgröße „Präferenz“. Das<br />
Verfahren basiert auf paarweisen Vergleichen, die mittels der Frage durchgeführt werden: „Zu<br />
wieviel Prozent stimmt die Aussage, daß Technik A besser ist als Technik B bezüglich der betrachteten<br />
Bewertungskategorie?“ Tabelle 5-17 zeigt das Ergebnis der Auswertung: Sowohl<br />
aus dem Maß für die relative Stärke einer Technik Φ + als auch aus dem Maß für die relative<br />
Schwäche einer Technik Φ - wird eine Rangfolge der untersuchten Techniken ermittelt. Beide<br />
Rangfolgen werden zu einer graphischen Ergebnisdarstellung zusammengefaßt. Da sich in dieser<br />
Auswertung die Rangfolgen für Φ + und Φ - unterscheiden, indem Technik B und D den<br />
Rangplatz tauschen, wird in der resultierenden Rangfolge eine Unvergleichbarkeit der beiden<br />
Techniken ausgewiesen.<br />
Tabelle 5-17: Maße für die relative Stärke und Schwäche der untersuchten Techniken zur Sinterherstellung<br />
(ohne Stromauflösung)<br />
Technik A Technik B Technik C Technik D Rangfolge<br />
Maß für relative Stärke: Φ + 0,341 0,467 0,188 0,513 D B A<br />
Maß für relative Schwäche: Φ - 0,373 0,253 0,626 0,257<br />
B D A<br />
resultierende Rangfolge:<br />
B<br />
D<br />
A<br />
C<br />
C<br />
C<br />
Bild 5-9 zeigt eine graphische Darstellung der relativen Stärke und Schwäche der untersuchten<br />
Techniken. Die graphische Ergebnisdarstellung im unteren Teil von Bild 5-9 spiegelt näherungsweise<br />
die Unterschiede der untersuchten Techniken wider, indem die Pfeillänge die Differenz<br />
der Φ netto -Werte andeutet. Diese Ergebnisdarstellung der paarweisen Vergleiche als graphische<br />
Anordnung der untersuchten Techniken bietet eine geeignete Diskussionsgrundlage.<br />
Die berechneten Zahlenwerte Φ + , Φ - und Φ netto stellen dabei lediglich eine dimensionslose Vergleichsgröße<br />
dar und dürfen keinesfalls als „Umweltbelastungspunkte“ gedeutet werden.<br />
Anhand von Bild 5-9 ist zu erkennen, daß bei Technik B und D die relative Stärke jeweils die<br />
relative Schwäche überwiegt, so daß beide Techniken bei der gewählten Gewichtung überwiegend<br />
positiv beurteilt werden. Da sich jedoch die relative Stärke der Techniken B und D nur<br />
geringfügig unterscheiden, sind beide als etwa gleichwertig anzusehen. Dieses Resultat erscheint<br />
bei nochmaliger Betrachtung der Wirkungspotentiale und der daraus resultierenden<br />
Einzelrangfolgen (vgl. Tabelle 5-9) plausibel, da Technik B und Technik D in jeweils verschiedenen<br />
Wirkungskategorien die besten Werte aufweisen. Bei der Auswertung der Technik A
5.1 Fallbeispiel Sinterherstellung mit Staubabscheidung 99<br />
gleichen sich relative Stärke und Schwäche aus. Technik A hat zwar auch erste Rangplätze<br />
inne und schneidet in keiner Wirkungskategorie als schlechteste ab, doch durch die höhere<br />
Gewichtung der Humantoxizität bleibt Technik A in den paarweisen Vergleichen hinter den<br />
Techniken B und D zurück. Technik C, die in sechs Wirkungskategorien am schlechtesten abschneidet,<br />
weist auch in den paarweisen Vergleichen die größte relative Schwäche auf.<br />
relative Schwäche relative Stärke<br />
0,6<br />
0,4<br />
0,2<br />
0<br />
-0,2<br />
-0,4<br />
-0,6<br />
-0,8<br />
Stärke minus Schwäche<br />
Stärkemaß<br />
Schwächemaß<br />
Technik D Technik B Technik A Technik C<br />
D A C<br />
B<br />
Bild 5-9: Graphische Darstellung der relativen Stärke und Schwäche der untersuchten Techniken<br />
zur Sinterherstellung ohne Stromauflösung<br />
Mittels einer Sensitivitätsanalyse (Tabelle 5-18) wird überprüft, bei welcher Veränderung der<br />
Gewichtung sich eine Änderung der relativen Maße für die Stärke und Schwäche ergibt, so daß<br />
eine Änderung der graphischen Auswertung der untersuchten Techniken resultiert. Dabei stellen<br />
die Intervalle den Bereich dar, in dem die Gewichtung der Bewertungskategorien ceteris<br />
paribus (unter ansonsten unveränderten Bedingungen) variiert werden kann, ohne daß sich die<br />
Rangfolge der untersuchten Techniken ändert. Je enger die Intervallgrenzen sind, desto sensitiver<br />
ist die Gewichtung der entsprechenden Bewertungskategorie. In Spalte 3 der Tabelle 5-18<br />
ist die Sensitivität grob klassifiziert, so daß die Expertendiskussion auf die Bewertungskategorien<br />
mit hoher Sensitivität konzentriert werden kann. Die beiden letzten Spalten der Tabelle 5-<br />
18 zeigen die Rangfolgen, die aus einer Änderung der jeweiligen Gewichtung unter bzw. über<br />
die Intervallgrenzen resultieren.
100 <strong>Kapi</strong>tel 5: Fallbeispiele zur Konkretisierung der Bewertungsmethoden<br />
Tabelle 5-18: Sensitivitätsanalyse für die Gewichtung der vier untersuchten Techniken zur Sinterherstellung<br />
ohne Stromauflösung<br />
Gewichtung Sensitivitäts Sensitivität Änderungen<br />
Wirkungskategorie intervall untere Intervallgrenze<br />
obere Intervallgrenze<br />
Photooxidantienbildung 7,3 % [0%; 12,1%] mittel D B A<br />
C<br />
Eutrophierung 7,3 % [0 %; 10,2 %] mittel B D A<br />
C<br />
B<br />
D<br />
A<br />
C<br />
Versauerung 7,3 % [0 %; 10,6 %] mittel B D A<br />
C<br />
D<br />
B<br />
A<br />
C<br />
Humantoxizität 12,2 % [1,2 %; 43,3 %] niedrig D B A<br />
Ökotoxizität Luft 7,3 % [0 %; 11,1 %] mittel D B A<br />
C<br />
C<br />
Ökotoxizität Wasser 4,9 % [4,1 %; 16,4 %] hoch B A<br />
D<br />
C<br />
D<br />
B<br />
A<br />
C<br />
Gefährliche Abfälle 4,9 % [4,1 %; 16,4 %] hoch D B A<br />
C<br />
B<br />
A<br />
D<br />
C<br />
Meeresschutz 7,3 % [0 %; 100 %] keine<br />
Fossile Energie 7,3 % [4,2 %; 38,2 %] mittel D B A<br />
C<br />
B<br />
D<br />
A<br />
C<br />
Strom 7,3 % [0 %; 13,2 %] mittel D B A<br />
C<br />
Sn 4,9 % [4,5 %; 22,3 %] hoch B A<br />
D<br />
C<br />
B<br />
D<br />
A<br />
C<br />
Tl 7,3 % [1,9 %; 53,0 %] niedrig D B A<br />
C<br />
B<br />
D<br />
A<br />
C<br />
PCDD/PCDF 9,8 % [0 %; 100 %] keine<br />
wassergängige<br />
Emissionen<br />
4,9 % [4,7 %; 16,4 %] sehr hoch D B A<br />
C<br />
B<br />
D<br />
A<br />
C<br />
Anhand der graphischen Auswertung lassen sich Gruppen ablesen: Je nach Gewichtung der<br />
wassergängigen Emissionen und den damit verbundenen Wirkungskategorien dominieren sich<br />
Technik B und D wechselseitig, während Technik C stets als schlechteste der untersuchten<br />
Techniken abschneidet. Technik A ist aufgrund der ausgewogenen relativen Stärken und<br />
Schwächen eher zu der Gruppe der besseren Techniken zu zählen. Auch eine Analyse der modifizierten<br />
Entscheidungstabelle (vgl. Tabelle 5-19), die zusätzlich die im Exkurs (Abschnitt<br />
5.1.2.4) berechneten Ressourcenverbräuche und Schadstoffemissionen der Stromerzeugung<br />
umfaßt, führt zu keinem anderen Ergebnis in der Gesamtauswertung (vgl. Bild 5-10).<br />
Hier kommt es, anders als bei der graphischen Auswertung der untersuchten Techniken ohne<br />
Auflösung der Stromerzeugung, nicht mehr zu einer Unvergleichbarkeit der Techniken B und<br />
D (vgl. Bild 5-9). Jedoch überwiegt in beiden Auswertungen die relative Stärke der Techniken<br />
B und D etwa in gleichem Maße deren relative Schwäche, so daß beide Techniken im Rahmen<br />
der Untersuchung als gleichwertig und im Vergleich zu den übrigen Techniken als dominierend<br />
anzusehen sind.
5.1 Fallbeispiel Sinterherstellung mit Staubabscheidung 101<br />
Tabelle 5-19: Entscheidungstabelle mit Gewichtung für vier Techniken zur Sinterherstellung mit<br />
Auflösung der Stromerzeugung<br />
Technik A Technik B Technik C Technik D Einheit pro t Gewichtung<br />
Sinter<br />
Wirkungskategorie<br />
Gesamtwirkungspotential<br />
Ressourcenverknappung 4,65 4,92 3,55 4,97 kg mittel<br />
Treibhauseffekt 16,9 18,2 14,8 17,4 kg CO 2 -Äqu. mittel<br />
Photooxidantienbildung 3,61*10 -2 1,94*10 -2 1,27*10 -1 1,07*10 -2 kg Ethen- mittel<br />
insgesamt<br />
Äqu.<br />
Eutrophierung insgesamt 5,78*10 -2 7,34*10 -2 6,72*10 -2 5,67*10 -2 kg PO 3- 4 - mittel<br />
Äqu.<br />
Versauerung insgesamt 1,22 1,77 1,80 1,22 kg SO 2 -Äqu. mittel<br />
Humantoxizität insgesamt<br />
1,76*10 8 4,91*10 7 1,99*10 8 4,38*10 7 m³ Luft sehr groß<br />
Ökotoxizität Luft 3,26*10 7 4,45*10 7 6,11*10 7 3,30*10 7 m³ Luft mittel<br />
Ökotoxizität Wasser 0 0 0 0,216 l Wasser mäßig<br />
Gefährliche Abfälle 0 0 0 0,15 kg mäßig<br />
Meeresschutz 2,24*10 -3 4,54*10 -5 7,39*10 -3 1,12*10 -4 kg mittel<br />
Daten aus Stoff- und Emissions- bzw. Verbrauchsmenge<br />
Energiebilanz<br />
Koksgrus 51 46 51 47 kg mittel<br />
Sn 9,18*10 -3 7,00*10 -7 9,44*10 -3 1,30*10 -4 kg mäßig<br />
Tl 1,95*10 -5 2,21*10 -7 1,56*10 -5 4,46*10 -6 kg mittel<br />
PCDD/PCDF 2,41*10 -9 1,29*10 -9 4,54*10 -9 3,12*10 -10 kg groß<br />
Wassergängige<br />
Emissionen<br />
nein nein nein ja mäßig<br />
relative Schwäche relative Stärke<br />
0,6<br />
0,4<br />
0,2<br />
0<br />
-0,2<br />
-0,4<br />
-0,6<br />
Stärke minus Schwäche<br />
Stärke<br />
Schwäche<br />
Technik D Technik B Technik A Technik C<br />
D B A C<br />
Bild 5-10: Graphische Darstellung der relativen Stärke und Schwäche der vier untersuchten<br />
Techniken zur Sinterherstellung mit Stromauflösung<br />
Die Auswertung der entscheidungsrelevanten Daten durch die formale Methode liefert somit<br />
weitere Anhaltspunkte für die BVT-Bestimmung, die in der Expertendiskussion zur Verfügung<br />
stehen. Die endgültige Entscheidung über die Gruppe der BVT ist in der Expertendiskussion<br />
zu treffen. Dazu sind die Entscheidungstabelle, die Wirkungsabschätzungstabelle und die Stoffund<br />
Energiebilanz heranzuziehen und die Datenqualität, die berechneten Wirkungspotentiale<br />
sowie die gewählten Gewichtungsfaktoren kritisch zu hinterfragen.
102 <strong>Kapi</strong>tel 5: Fallbeispiele zur Konkretisierung der Bewertungsmethoden<br />
5.2 Fallbeispiel Elektrostahlherstellung<br />
Im folgenden Fallbeispiel wird die vorgeschlagene medienübergreifende Bewertungsmethode<br />
auf zwei fiktive Techniken zur Elektrostahlerzeugung angewendet. Die Techniken werden dabei<br />
durch Datensätze beschrieben, die aus einem Meßprogramm für Dioxine und Schwermetalle<br />
stammen und somit das Stoffspektrum und die Emissionswerte eines Elektrostahlwerks<br />
realitätsnah abbilden. Detaillierte Angaben zu Einsatzstoffen und Energieverbrauch liegen nicht<br />
vor. Es wird gezeigt, daß bei ausreichend detaillierter Datenlage auf die Erstellung eines Mengengerüstes<br />
verzichtet und direkt die Stoff- und Energiebilanz erstellt werden kann.<br />
5.2.1 Technische Beschreibung der Elektrostahlherstellung<br />
5.2.1.1 Verfahrensbeschreibung<br />
Elektrostahl wird im Elektrolichtbogenofen durch Einschmelzen verschiedener Eisenträger wie<br />
Schrott, Roheisen oder Eisenschwamm hergestellt. Die hierfür benötigte Wärme wird hauptsächlich<br />
durch elektrische Energie erzeugt.<br />
Die Erzeugung des Elektrostahls erfolgt in mehreren Betriebsphasen. Nach dem Befüllen des<br />
Ofens mit Schrott wird zwischen der Graphitelektrode und dem Metall der Lichtbogen gezündet.<br />
Damit beginnt die Einschmelzphase. Zur Senkung des Stromverbrauchs kann das Einschmelzen<br />
durch Einblasen von Sauerstoff oder einem Brennstoff-Gasgemisch beschleunigt<br />
werden. Nach dem Schmelzvorgang folgt die Oxidationsphase (Frischphase), die dazu dient,<br />
den Kohlenstoffgehalt der Schmelze zu verringern und in der Schmelze vorhandene unerwünschte<br />
Begleitelemente zu oxidieren. Hierfür wird Sauerstoff über eine Lanze in die<br />
Schmelze eingeblasen. In der darauf folgenden Desoxidationsphase wird durch Einblasen von<br />
Kohle im Rohstahl gelöster überschüssiger Sauerstoff zu CO oxidiert, der aus der Schmelze<br />
entweicht. Am Ende des Schmelzvorgangs werden erst die Schlacke, danach der flüssige Stahl<br />
abgegossen (abgestochen) und der Sekundärmetallurgie bzw. der Schlackenaufbereitung zugeführt.<br />
Es folgen weitere Aufbereitungsschritte, die jedoch für dieses Fallbeispiel nicht betrachtet<br />
werden. Für eine ausführliche Beschreibung des Verfahrens sei auf die einschlägige<br />
Literatur verwiesen, z.B. [Jellinghaus94].<br />
5.2.1.2 Inputs und Outputs bei der Elektrostahlherstellung<br />
Der eisenhaltige Einsatzstoff für die Rohstahlerzeugung im Elektrolichtbogenofen ist in der<br />
Regel Schrott, es können aber auch andere Rohstoffe wie Roheisen oder Eisenschwamm eingesetzt<br />
werden. Neben elektrischem Strom wird Sauerstoff oder ein Sauerstoff/Brennstoff-<br />
Gemisch zur zusätzlichen Wärmeerzeugung benötigt. Zu den weiteren Einsatzstoffen zählen<br />
Zuschläge wie Schlackenbildner (Kalk), Frischmittel (elementarer Sauerstoff), Kohlungsmittel<br />
(Koks, Graphitstaub), Desoxidationsmittel und Legierungsmittel (Metalle und Metall-
5.2 Fallbeispiel Elektrostahlherstellung 103<br />
Legierungen). Zusätzlich wird für die regelmäßig auszuführende Neuausmauerung des Ofens<br />
Feuerfestmaterial benötigt, sowie Graphit, da die Elektroden mit der Zeit abbrennen.<br />
Neben dem Produkt Rohstahl entstehen mehrere Reststoffe: Schlacken, Stäube und Feuerfestausbruch.<br />
Das schadstoffhaltige und partikelbeladene Abgas wird einer Abgasreinigung<br />
zugeführt. Das Kühlwasser wird im Kreislauf geführt. Bild 5-11 zeigt ein Schema der Stahlerzeugung<br />
im Elektrolichtbogenofen mit den ein- und ausgehenden Stoff- und Energieströmen.<br />
Emissionen<br />
Input, RGR<br />
Schrott<br />
Rauchgasreinigung<br />
Rauchgas, rein<br />
Strom<br />
Hilfsstoffe<br />
Zur Erstellung der Stoff- und Energiebilanz werden zunächst die konkreten Bilanzierungsvoraussetzungen<br />
und Bilanzgrenzen (Zentralmodul) festgelegt. Anschließend erfolgt die Ermitt-<br />
Elektrolichtbogenofen<br />
Staub, roh<br />
Schlacke, roh<br />
Zuschläge<br />
Ofenausbruch, roh<br />
Kühlwasser<br />
Rohstahl<br />
Bild 5-11: Schema der Elektrostahlherstellung mit ein- und austretenden Energie- und<br />
Stoffströmen<br />
5.2.2 Anwendung der medienübergreifenden Bewertungsmethode auf das<br />
Beispiel Elektrostahlherstellung<br />
5.2.2.1 First Screening<br />
Im First Screening wird die Einhaltung der EU-weiten Emissionsgrenzwerte durch die zu bewertenden<br />
Techniken untersucht. Techniken, die die erforderlichen Grenzwerte nicht einhalten,<br />
können nicht BVT werden und fallen an dieser Stelle aus der medienübergreifenden Bewertung<br />
heraus. Im nächsten Schritt des First Screenings ist ein Mengengerüst zu erstellen, anhand dessen<br />
untersucht wird, ob eine Technik sofort als BVT eingestuft werden kann. Im untersuchten<br />
Fallbeispiel ist es aufgrund der guten Datenlage sowie der im Rahmen des First Screening noch<br />
nicht durchführbaren BVT-Bestimmung angebracht, das Mengengerüst unmittelbar in eine<br />
detaillierte Stoff- und Energiebilanz zu überführen.<br />
5.2.2.2 Stoff- und Energiebilanz
104 <strong>Kapi</strong>tel 5: Fallbeispiele zur Konkretisierung der Bewertungsmethoden<br />
lung der relevanten Stoff- und Energieströme (Positionen), die jeweils auf die Bezugsgröße, im<br />
Fallbeispiel auf eine Tonne Rohstahl, bezogen werden. Falls erwünscht oder erforderlich kann<br />
an dieser Stelle eine Erweiterung des Systems erfolgen, beispielsweise bei signifikanten Unterschieden<br />
im Energieeinsatz oder Abfallaufkommen. Zur Reduzierung des Untersuchungsaufwands<br />
kann ein Abschneiden von Positionen, die gleich sind oder sich nur geringfügig unterscheiden,<br />
sowie von Positionen, die mengenmäßig oder ökologisch nur wenig relevant sind,<br />
erfolgen.<br />
Im Fallbeispiel wird auf eine Diskussion der Bilanzierungsvoraussetzungen verzichtet, da von<br />
fiktiven Techniken ausgegangen wird. Ohne das System (Elektrostahlerzeugung) genauer zu<br />
untersuchen, werden in Tabelle 5-20 als entscheidungsrelevante Positionen der Stoff- und<br />
Energiebilanz die Stoffe im Abgas für die beiden zu bewertenden Techniken aufgeführt, um die<br />
Anwendung der nachfolgenden Schritte der medienübergreifenden Bewertungsmethode auf das<br />
Fallbeispiel Elektrostahlherstellung zu demonstrieren.<br />
Tabelle 5-20: Entscheidungsrelevante Positionen der Stoff- und Energiebilanz für zwei fiktive<br />
Techniken zur Elektrostahlherstellung<br />
Input und Output Stoff/Energie Technik A Technik B Einheit pro t Elektrostahl<br />
Stoffe im Abgas Staub 0,06 0,0144 kg<br />
CO 1,9680 0,7980 kg<br />
SO 2 0,0960 0,0784 kg<br />
NO x 0,2400 0,1120 kg<br />
NMVOC 0,0480 0,0420 kg<br />
Chloridionen als HCl 0,0144 0,0025 kg<br />
Fluoridionen als HF 0,0006 0,0014 kg<br />
PCDD/PCDF 1,37*10 -9 9,80*10 -10 kg<br />
Benzo(a)pyren 1,80*10 -7 1,54*10 -6 kg<br />
Dibenzanthracen 7,20*10 -8 4,20*10 -7 kg<br />
PAK 1,16*10 -3 1,16*10 -3 kg<br />
Benzol 3,58*10 -3 3,58*10 -3 kg<br />
PCB 1,27*10 -5 4,62*10 -6 kg<br />
As 3,24*10 -5 9,80*10 -5 kg<br />
Cd 2,76*10 -5 3,22*10 -4 kg<br />
Co 2,40*10 -6 2,66*10 -4 kg<br />
Cr 1,01*10 -4 2,66*10 -4 kg<br />
Cu 1,16*10 -4 3,09*10 -3 kg<br />
Hg 3,60*10 -6 3,08*10 -4 kg<br />
Mn 6,80*10 -4 4,62*10 -4 kg<br />
Ni 6,00*10 -6 1,26*10 -4 kg<br />
Pb 1,97*10 -3 3,56*10 -3 kg<br />
Se 2,16*10 -5 2,16*10 -5 kg<br />
Sn 4,56*10 -5 2,66*10 -4 kg<br />
Tl 1,20*10 -6 1,20*10 -6 kg<br />
V 8,40*10 -6 2,66*10 -4 kg<br />
Ein Vergleich der Daten aus der Stoff- und Energiebilanz erlaubt noch keine eindeutige Aussage<br />
über die Rangfolge der beiden Techniken. Um eine BVT-Bestimmung zu ermöglichen, wird<br />
im nächsten Schritt eine Wirkungsabschätzung durchgeführt.
5.2 Fallbeispiel Elektrostahlherstellung 105<br />
5.2.2.3 Wirkungsabschätzung<br />
In der Wirkungsabschätzung werden die Daten aus der Stoff- und Energiebilanz entsprechend<br />
ihrer potentiellen Umweltwirkung bewertet. Bei der anschließenden Aggregation der Wirkungspotentiale<br />
der Einzelstoffe zu Gesamtwirkungspotentialen reduziert sich die Anzahl der<br />
zu berücksichtigenden Bewertungskategorien.<br />
In Tabelle 5-21 wird beispielhaft für Technik A die Wirkungsabschätzung durchgeführt (Die<br />
Berechnungen für Technik B befinden sich im Anhang E2). Die Daten aus der Stoff- und<br />
Energiebilanz werden hierfür den verschiedenen Wirkungskategorien zugeordnet und ihr jeweiliger<br />
Beitrag zu einer Kategorie wird durch Multiplikation mit einem Wirkungsabschätzungsfaktor<br />
(vgl. Anhang A1-A10) berücksichtigt. In Bild 5-12 sind zudem die jeweiligen Beiträge<br />
der Einzelstoffe zum Gesamtwirkungspotential in den berücksichtigten Wirkungskategorien<br />
graphisch dargestellt.<br />
Tabelle 5-21: Wirkungsabschätzung für die fiktive Technik A zur Elektrostahlherstellung<br />
Stoff/Energie<br />
Einheit<br />
Wirkungskategorie<br />
Wirkungsabschätzungsfaktor<br />
Emissionsmenge<br />
Einheit<br />
pro t<br />
Elektrostahl<br />
Wirkungspotential<br />
Einheit pro t<br />
Elektrostahl<br />
Staub HT 2,50*10 7 m³ Luft/kg 6,00*10 -2 kg 1,50*10 6 m³ Luft<br />
ETA 2,50*10 7 m³ Luft/kg kg 1,50*10 6 m³ Luft<br />
CO HT 1,00*10 5 m³ Luft/kg 1,97 kg 1,97*10 5 m³ Luft<br />
SO 2 AP 1 kg SO 2 - 9,60*10 -2 kg 9,60*10 -2 kg SO 2 -Äqu.<br />
Äqu./kg<br />
HT 2,50*10 7 m³ Luft/kg kg 2,40*10 6 m³ Luft<br />
ETA 2,50*10 7 m³ Luft/kg kg 2,40*10 6 m³ Luft<br />
NO x AP 0,7 kg SO 2 - 2,40*10 -1 kg 1,68*10 -1 kg SO 2 -Äqu.<br />
Äqu./kg<br />
NP 0,13 kg PO 3- 4 -<br />
kg 3,12*10 -2 kg PO 3- 4 -Äqu.<br />
Äqu/kg<br />
HT 2,00*10 7 m³ Luft/kg kg 4,80*10 6 m³ Luft<br />
ETA 2,00*10 7 m³ Luft/kg kg 4,80*10 6 m³ Luft<br />
NMVOC POCP 0,416 kg Ethen- 4,80*10 -2 kg 2,00*10 -2 kg Ethen-Äqu.<br />
Äqu./kg<br />
Chloride als AP 0,88 kg SO 2 - 1,44*10 -2 kg 1,27*10 -2 kg SO 2 -Äqu.<br />
HCl<br />
Äqu./kg<br />
Fluoride als HF AP 1,6 kg SO 2 - 6,00*10 -4 kg 9,60*10 -4 kg SO 2 -Äqu.<br />
Äqu./kg<br />
PCDD/PCDF ME 0,7 1,37*10 -9 kg 9,58*10 -10 kg<br />
PAK ME 0,5 1,16*10 -3 kg 5,82*10 -4 kg<br />
Benzol POCP 0,189 kg Ethen- 3,58*10 -3 kg 6,76*10 -4 kg Ethen-Äqu.<br />
Äqu./kg<br />
ME 0,5 kg 1,79*10 -3 kg<br />
PCB ME 1 1,27*10 -5 kg 1,27*10 -5 kg<br />
As ME 0,5 3,24*10 -5 kg 1,62*10 -5 kg<br />
Cd HT 1,00*10 12 m³ Luft/kg 2,76*10 -5 kg 2,76*10 7 m³ Luft<br />
ME 0,7 kg 1,93*10 -5 kg<br />
Cr ME 0,5 1,01*10 -4 kg 5,04*10 -5 kg<br />
Cu ME 0,5 1,16*10 -4 kg 5,82*10 -5 kg<br />
Hg HT 1,00*10 9 m³ Luft/kg 3,60*10 -6 kg 3,60*10 3 m³ Luft<br />
ME 0,7 kg 2,52*10 -6 kg
106 <strong>Kapi</strong>tel 5: Fallbeispiele zur Konkretisierung der Bewertungsmethoden<br />
Mn HT 1,00*10 9 m³ Luft/kg 6,80*10 -4 kg 6,80*10 5 m³ Luft<br />
Ni ME 0,5 6,00*10 -6 kg 3,00*10 -6 kg<br />
Pb HT 5,00*10 8 m³ Luft/kg 1,97*10 -3 kg 9,85*10 5 m³ Luft<br />
ME 0,7 kg 1,38*10 -3 kg<br />
V HT 5,00*10 9 m³ Luft/kg 8,40*10 -6 kg 4,20*10 4 m³ Luft<br />
Legende der Abkürzungen:<br />
HT: Humantoxizität<br />
ETA: Ökotoxizität Luft<br />
AP: Versauerung<br />
NP: Eutrophierung<br />
POCP: Photooxidantienbildung<br />
ME: Meeresschutz
5.2 Fallbeispiel Elektrostahlherstellung 107<br />
Photooxidantienbildung<br />
Überdüngung<br />
2,5<br />
3,5<br />
2,0<br />
3,0<br />
[kg Ethen-Äqu.*1E-02]<br />
1,5<br />
1,0<br />
0,5<br />
Benzol<br />
NMVOC<br />
[kg PO4-Äqu.*1E-02]<br />
2,5<br />
2,0<br />
1,5<br />
1,0<br />
0,5<br />
NOx<br />
0,0<br />
[Technik A] [Technik B]<br />
0,0<br />
[Technik A] [Technik B]<br />
0,30<br />
Versauerung<br />
350.000<br />
Humantoxizität<br />
0,25<br />
300.000<br />
[kg SO2-Äqu.]<br />
0,20<br />
0,15<br />
0,10<br />
0,05<br />
Fluoride als HF<br />
Chloride als HCl<br />
NOx<br />
SO2<br />
[m³ Luft*1E+03]<br />
250.000<br />
200.000<br />
150.000<br />
100.000<br />
50.000<br />
V<br />
Pb<br />
Mn<br />
Hg<br />
Cd<br />
NOx<br />
SO2<br />
CO<br />
Staub<br />
0,00<br />
[Technik A] [Technik B]<br />
0<br />
[Technik A] [Technik B]<br />
[m³ Luft*1E+05]<br />
90<br />
80<br />
70<br />
60<br />
50<br />
40<br />
30<br />
20<br />
10<br />
Ökotoxizität, Luft<br />
NOx<br />
Staub<br />
SO2<br />
[kg*1E-03]<br />
8<br />
7<br />
6<br />
5<br />
4<br />
3<br />
2<br />
1<br />
Meeresschutz<br />
Pb<br />
Ni<br />
Hg<br />
Cu<br />
Cr<br />
Cd<br />
As<br />
PCB<br />
Benzol<br />
PAK<br />
PCDD/PCDF<br />
0<br />
[Technik A] [Technik B]<br />
0<br />
[Technik A] [Technik B]<br />
Bild 5-12: Graphische Darstellung der Ergebnisse der Wirkungsabschätzung für zwei fiktive<br />
Techniken zur Elektrostahlherstellung<br />
Die Ergebnisse der Wirkungsabschätzung für die Einzelstoffe werden jeweils zum Gesamtwirkungspotential<br />
addiert. Gleichzeitig werden auch die Stoffe und Energien, die in keine Wirkungskategorie<br />
überführt werden können, als Einzelpositionen aus der Stoff- und Energiebilanz<br />
übernommen. Die Gesamtwirkungspotentiale der Techniken A und B sowie die übernommenen<br />
Einzelpositionen aus dem Fallbeispiel sind in Tabelle 5-22 aufgeführt. Dabei zeigt<br />
sich die Reduzierung der für eine Bewertung zu berücksichtigenden Bewertungskategorien<br />
deutlich.
108 <strong>Kapi</strong>tel 5: Fallbeispiele zur Konkretisierung der Bewertungsmethoden<br />
Tabelle 5-22: Entscheidungstabelle für zwei fiktive Techniken zur Elektrostahlherstellung<br />
Technik A Technik B Einheit pro t<br />
Elektrostahl<br />
Wirkungskategorie<br />
Gesamtwirkungspotential<br />
Photooxidantienbildung 2,06*10 -2 1,81*10 -2 kg Ethen-Äqu.<br />
Eutrophierung 3,12*10 -2 1,46*10 -2 kg PO 3- 4 -Äqu.<br />
Versauerung 2,78*10 -1 1,61*10 -1 kg SO 2 -Äqu.<br />
Humantoxizität 3,82*10 7 3,31*10 8 m³ Luft<br />
Ökotoxizität Luft 6,30*10 6 2,60*10 6 m³ Luft<br />
Meeresschutz 3,91*10 -3 7,10*10 -3 kg<br />
Daten aus Stoff- und Energiebilanz<br />
Emissions- bzw.<br />
Verbrauchsmenge<br />
Benzo(a)pyren 1,80*10 -7 1,54*10 -6 kg<br />
Dibenzanthracen 7,20*10 -8 4,20*10 -7 kg<br />
Co 2,40*10 -6 2,66*10 -4 kg<br />
Se 2,16*10 -5 2,16*10 -5 kg<br />
Sn 4,56*10 -5 2,66*10 -4 kg<br />
Tl 1,20*10 -6 1,20*10 -6 kg<br />
Da eine Entscheidung an dieser Stelle noch nicht möglich ist, wird zur weiteren Datenaufbereitung<br />
auf die Entscheidungsunterstützung zurückgegriffen.<br />
5.2.2.4 Entscheidungsunterstützung<br />
Normierung<br />
Zunächst wird in der Entscheidungsunterstützung eine Normierung der Wirkungspotentiale<br />
und entscheidungsrelevanten Stoffströme durchgeführt, indem die Werte der beiden Techniken<br />
auf den jeweiligen Mittelwert bezogen werden (vgl. Tabelle 5-23). Werte kleiner als 1 bedeuten<br />
somit, daß eine Technik in der betrachteten Wirkungskategorie besser ist als der Durchschnitt.<br />
In Bild 5-13 ist die Normierung der Werte zusätzlich graphisch dargestellt.<br />
Tabelle 5-23: Normierte Kennzahlen für zwei fiktive Techniken zur Elektrostahlherstellung<br />
Mittelwert Technik A Technik B<br />
Wirkungskategorie<br />
normiertes Wirkungspotential<br />
Photooxidantienbildung 1,94*10 -2 1,06 0,94<br />
Eutrophierung 2,29*10 -2 1,36 0,64<br />
Versauerung 2,19*10 -1 1,27 0,73<br />
Humantoxizität 1,84*10 8 0,21 1,79<br />
Ökotoxizität Luft 4,45*10 6 1,42 0,58<br />
Meeresschutz 5,5*10 -3 0,71 1,29<br />
Daten aus Stoff- und Energiebilanz<br />
normierte Emissions- bzw.<br />
Verbrauchsmenge<br />
Benzo(a)pyren 8,6*10 -7 0,21 1,79<br />
Dibenzanthracen 2,46*10 -7 0,29 1,71<br />
Co 1,34*10 -4 0,02 1,98<br />
Se 2,16*10 -5 1,00 1,00<br />
Sn 1,56*10 -4 0,29 1,71<br />
Tl 1,20*10 -6 1,00 1,00
5.2 Fallbeispiel Elektrostahlherstellung 109<br />
Normierter Wert<br />
2<br />
1,8<br />
1,6<br />
1,4<br />
1,2<br />
1<br />
0,8<br />
Technik A<br />
Technik B<br />
0,6<br />
0,4<br />
0,2<br />
0<br />
Photooxidantienbildung<br />
Eutrophierung<br />
Versauerung<br />
Humantoxizität<br />
Ökotoxizität<br />
(Luftschadstoffe)<br />
Meeresschutz<br />
Benzo(a)pyren<br />
Dibenzanthracen<br />
Co<br />
Se<br />
Sn<br />
Tl<br />
Kategorien<br />
Bild 5-13: Normierte Kennzahlen für zwei fiktive Techniken zur Elektrostahlherstellung<br />
Technik B weist in den meisten Wirkungskategorien bessere Werte auf, aber bei den übrigen<br />
entscheidungsrelevanten Positionen schlechtere Werte auf. Da keine der beiden Techniken die<br />
andere dominiert, kann die Bewertung an dieser Stelle nicht mit einer eindeutigen BVT-<br />
Bestimmung beendet werden. Daher ist in der Expertendiskussion eine Gewichtung vorzunehmen,<br />
um die Bedeutsamkeit der einzelnen Bewertungskategorien abzustufen.<br />
Gewichtung<br />
Im Gegensatz zum Fallbeispiel Sinterherstellung soll in diesem Beispiel auf eine ausführliche<br />
Gewichtung nach dem UBA-Ansatz für Getränkeverpackungen (vgl. Abschnitt 4.2.4.2) verzichtet<br />
werden. Stattdessen wird eine vorläufige Gewichtung pragmatisch durch die Bildung<br />
einer Rangfolge der Wirkungskategorien in der Expertendiskussion bestimmt. Dabei wird die<br />
bedeutendste Kategorie mit dem höchsten Gewichtungsfaktor versehen, die anderen erhalten<br />
dementsprechend weniger Gewicht. Es wird angenommen, daß die Wirkungskategorien zusammen<br />
eine Gewichtung von 94,5 % erhalten sollen, während für die sechs gleich zu gewichtenden<br />
Einzelstoffe zusammen 5,5 % veranschlagt werden. In Tabelle 5-24 sind die vorgeschlagene<br />
Rangfolge und die daraus ermittelten Gewichtungsfaktoren angegeben.
110 <strong>Kapi</strong>tel 5: Fallbeispiele zur Konkretisierung der Bewertungsmethoden<br />
Tabelle 5-24: Gewichtung der Wirkungskategorien und Daten aus der Stoff- und Energiebilanz<br />
für zwei fiktive Techniken zur Elektrostahlerzeugung<br />
Wirkungskategorie Rangplatz Gewichtungsfaktor<br />
Meeresschutz 1<br />
94 , 5%<br />
6⋅ = 27 %<br />
21<br />
Photooxidantienbildung 2<br />
94 , 5%<br />
5⋅ = 22,5 %<br />
21<br />
Humantoxizität 3<br />
94 , 5%<br />
4⋅ = 18 %<br />
21<br />
Ökotoxizität Luft 4<br />
94 , 5%<br />
3⋅ = 13,5 %<br />
21<br />
Versauerung 5<br />
94 , 5%<br />
2⋅ =<br />
21<br />
9 %<br />
Eutrophierung 6<br />
94 , 5%<br />
1⋅ =<br />
21<br />
4,5 %<br />
Summe der Rangplätze: 21<br />
Daten aus Stoff- und Energiebilanz<br />
Benzo(a)pyren - 0,9 %<br />
Dibenzanthracen - 0,9 %<br />
Co - 0,9 %<br />
Se - 0,9 %<br />
Sn - 0,9 %<br />
Tl - 0,9 %<br />
Summe:100 %<br />
Diese einfach ermittelten vorläufigen Gewichtungsfaktoren dienen als Anhaltspunkt für die<br />
Expertendiskussion, in der die Abstände zwischen der Bedeutsamkeit der einzelnen Bewertungskategorien<br />
kritisch zu hinterfragen sind. Da jedoch keine wissenschaftlichen Erkenntnisse<br />
über die Verhältnisse zwischen den Bewertungskategorien existieren, wird jede Gewichtung<br />
subjektiv und auf die untersuchten Techniken beschränkt bleiben. Die von den Experten vorgeschlagene<br />
Gewichtung sollte durch Sensitivitätsanalysen überprüft werden.<br />
Formale Entscheidungsunterstützung nach dem paarweisen Vergleich<br />
Die formale Auswertung mittels paarweiser Vergleiche wird auf die Entscheidungstabelle<br />
(Tabelle 5-22) mit der vorläufigen Gewichtung (Tabelle 5-24) angewendet. Bild 5-14 zeigt als<br />
Ergebnis der Computerauswertung, daß sich bei beiden Techniken die dimensionslosen Maße<br />
für die relative Stärke und Schwäche ausgleichen. Daher werden in der Expertendiskussion<br />
entweder beide Techniken als BVT identifiziert, oder keine von beiden, da die Rangfolge lautet:<br />
Technik A und Technik B sind etwa gleich.
5.2 Fallbeispiel Elektrostahlherstellung 111<br />
Maß für Schwäche Maß für Stärke<br />
0,6<br />
0,4<br />
0,2<br />
0<br />
-0,2<br />
-0,4<br />
Stärke minus Schwäche<br />
Stärkemaß<br />
Schwächemaß<br />
-0,6<br />
Technik B<br />
Technik A<br />
Bild 5-14: Graphische Darstellung der relativen Stärke und Schwäche der untersuchten Techniken<br />
zur Elektrostahlherstellung<br />
Der Einfluß der Gewichtung auf die formale Auswertung als Vorbereitung der BVT-<br />
Bestimmung ist in der Sensitivitätsanalyse zu untersuchen. Die Sensitivitätsanalyse (Tabelle 5-<br />
25) zeigt die Intervalle an, in denen die Gewichtung der jeweiligen Bewertungskategorien ohne<br />
Auswirkung auf die resultierende Anordnung der untersuchten Techniken geändert werden<br />
kann. Dabei zeigt sich, daß die Gewichtung der meisten Wirkungskategorien sehr stark die<br />
Rangfolge der beiden Techniken beeinflussen können. Da jedoch keine Technik die andere<br />
deutlich dominiert (vgl. auch Bild 5-13), wird auch anhand der Sensitivitätsanalyse die Indifferenz<br />
zwischen den beiden Techniken deutlich.<br />
Tabelle 5-25: Sensitivitätsanalyse für die Gewichtung im Fallbeispiel Elektrostahlherstellung<br />
gewählte Sensititvitätsintervall Sensitivität<br />
Gewichtung<br />
Photooxidantienbildung 22,5 % [19,8 %; 100 %] hoch<br />
Eutrophierung 4,5 % [1,8 %; 100 %] gering<br />
Versauerung 9 % [6,48 %; 100 %] hoch<br />
Humantoxizität 18 % [0 %; 20,18 %] hoch<br />
Ökotoxizität Luft 13,5 % [10,8; 100 %] hoch<br />
Meeresschutz 27 % [0 %; 29 %] hoch<br />
Benzo(a)pyren 0,9 % [0 %; 3,5 %] gering<br />
Dibenzanthracen 0,9 % [0 %; 3,5 %] gering<br />
Co 0,9 % [0 %; 3,5 %] gering<br />
Se 0,9 % [0 %; 100 %] keine<br />
Sn 0,9 % [0 %; 100 %] keine<br />
Tl 0,9 % [0 %; 100 %] keine<br />
Dieses Fallbeispiel zeigt zum einen die Anwendung der vorgeschlagenen medienübergreifenden<br />
Bewertungsmethode auf das Stoffspektrum der Elektrostahlerzeugung. Die meisten der in der<br />
Stoff- und Energiebilanz berücksichtigten Stoffe konnten Wirkungskategorien zugeordnet<br />
werden und deren Wirkungspotential berechnet werden, wobei die gute Überführbarkeit der<br />
luftseitigen Stoffe in Wirkungspotentiale sich schon im Fallbeispiel Sinterherstellung gezeigt
112 <strong>Kapi</strong>tel 5: Fallbeispiele zur Konkretisierung der Bewertungsmethoden<br />
hat. Zum anderen demonstriert es die verkürzte Anwendung der vorgeschlagenen Bewertungsmethode,<br />
indem auf eine ausführliche Betrachtung der Mengenrelevanz und der ökologischen<br />
Bedeutung der Wirkungspotentiale der untersuchten Techniken verzichtet wurde.
5.3 Fallbeispiel Aluminiumherstellung 113<br />
5.3 Fallbeispiel Aluminiumherstellung<br />
In diesem Fallbeispiel wird die medienübergreifende Bewertungsmethode auf Techniken zur<br />
Aluminiumerzeugung angewendet. Hierfür stehen Datensätze für drei fiktive Techniken zur<br />
Verfügung, die auf verschiedenen Literaturdaten aufbauen. Es wird gezeigt, daß bei ausreichender<br />
Informationslage der modulare Aufbau der vorgeschlagenen medienübergreifenden<br />
Bewertungsmethode eine frühzeitige Beendigung der Bewertung gestattet.<br />
5.3.1 Technische Beschreibung der Aluminiumherstellung<br />
5.3.1.1 Verfahrensbeschreibung<br />
Die Herstellung von Primär-Aluminium erfolgt in zwei Stufen:<br />
1. Gewinnung von Aluminiumoxid aus Bauxit<br />
2. Reduktion des Oxids mittels Schmelzflußelektrolyse zu metallischem Aluminium<br />
Tonerdeherstellung<br />
In der Tonerdefabrik wird aus dem Rohstoff Bauxit das Zwischenprodukt Aluminiumoxid<br />
(Tonerde) gewonnen. Das verbreitetste Verfahren hierfür ist der Bayerprozeß. Dabei wird das<br />
aufbereitete Bauxit mit wäßriger Natronlauge unter erhöhtem Druck und Temperatur im Rohrreaktor<br />
oder Autoklaven aufgeschlossen (Drucklaugung). Das Aluminium geht als Natriumaluminat<br />
in Lösung. Die übrigen Bestandteile des Bauxits bleiben ungelöst im Rückstand, dem<br />
sogenannten Rotschlamm, und werden mechanisch abgetrennt. Aus der gereinigten und abgekühlten<br />
Natriumaluminat-Lauge fällt Aluminiumhydroxid (Al(OH) 3 ) aus. Das Aluminiumhydroxid<br />
wird anschließend in Drehrohr- oder Wirbelschichtöfen durch thermische Spaltung in<br />
Aluminiumoxid (Al 2 O 3 ) überführt (Kalzinierung).<br />
Schmelzflußelektrolyse<br />
In der Aluminiumhütte wird das Aluminiumoxid, gelöst in einer Kryolithschmelze, elektrochemisch<br />
zu metallischem Aluminium reduziert. Der Elektrolyseofen besteht aus mit Kohlenstoffsteinen<br />
ausgekleideten Wannen, welche die Funktion der Kathode übernehmen. Als Anoden<br />
werden Graphitblöcke verwendet, die vorgebrannt oder als selbstbackende Söderberg-<br />
Elektroden eingesetzt werden können. An der Kathode wird Aluminium abgeschieden und am<br />
Boden des Ofens abgesaugt. An der Anode entsteht Sauerstoff, der mit dem Anodengraphit zu<br />
CO 2 umgewandelt wird. Das in der Elektrolyse gewonnene flüssige Hüttenaluminium wird in<br />
der Gießerei einer Schmelzreinigung unterzogen und nach Zusatz von Legierungszusätzen vergossen.<br />
Eine ausführliche Darstellung der Aluminiumerzeugung findet sich z.B. in [Aluminium-<br />
Taschenbuch].
114 <strong>Kapi</strong>tel 5: Fallbeispiele zur Konkretisierung der Bewertungsmethoden<br />
5.3.1.2 Inputs und Outputs bei der Aluminiumherstellung<br />
In der Tonerdefabrik werden - neben dem Rohstoff Bauxit - Hilfsstoffe wie Kalk, Natriumhydroxid<br />
und Wasser eingesetzt. Als Energieträger für Aufschluß und Kalzinierung werden<br />
Strom und Erdgas verwendet. Für die Schmelzflußelektrolyse müssen jeweils einige Kilogramm<br />
Kryolith, Aluminiumfluorid und Flußspat je Tonne Aluminium ersetzt werden, da ein<br />
Teil dieser Stoffe mit dem Abgas oder dem Ofenausbruch aus dem Ofen ausgetragen wird. Für<br />
die Anode werden Petrolkoks, Pech, Anthrazit und Erdgas benötigt. Als Energieträger für die<br />
Elektrolyse wird elektrischer Strom eingesetzt.<br />
Als Output entsteht im Bayerprozeß bei der Drucklaugung eine größere Menge Rotschlamm,<br />
der Oxide und Hydroxide der im Bauxit enthaltenen Begleitelemente aufweist. Die aus Feuerfestmaterial<br />
und Kathodengraphit bestehende Auskleidung des Elektrolyseofens wird mit der<br />
Zeit ausgetragen und fällt als Ofenausbruch an. Die entstehenden Abgase werden einer Abgasreinigung<br />
unterzogen, wobei Filterrückstände in Form von Stäuben (oder Schlämmen) anfallen.<br />
Je nach Prozeßführung entstehen auch Abwässer. In Bild 5-15 ist die Aluminiumerzeugung<br />
schematisch dargestellt [Sage93]<br />
Energie<br />
Energie<br />
NaOH<br />
Energie<br />
Anodenkohle<br />
Kryolith<br />
Energie<br />
N<br />
Leg. Zutaten Cl<br />
Bauxit<br />
Bauxitabbau<br />
Zerkleinerung<br />
Transport<br />
Bayerverfahren<br />
(Aufschluß +<br />
Kalzination)<br />
Schmelzflußelektrolyse<br />
Schmelzreinigung<br />
und<br />
Vergießen<br />
Aluminium<br />
Abraum<br />
Rotschlamm Gase Ofenausbruch<br />
Filterstaub<br />
Gase<br />
Zentralmodul<br />
Krätze<br />
Bild 5-15: Schema der Primär-Aluminiumerzeugung mit ein- und austretenden Energie- und<br />
Stoffströmen
5.3 Fallbeispiel Aluminiumherstellung 115<br />
5.3.2 Anwendung der medienübergreifenden Bewertungsmethode auf das<br />
Beispiel Aluminiumherstellung<br />
5.3.2.1 First Screening<br />
Ohne die Einhaltung der Emissionsgrenzwerte im Detail zu überprüfen, wird für die drei Techniken<br />
das in Tabelle 5-26 dargestellte Mengengerüst erstellt. Das bei der Bewertung berücksichtigte<br />
Zentralmodul ist in Bild 5-15 durch die gestrichelte Linie gekennzeichnet.<br />
Tabelle 5-26: Mengengerüst für drei fiktive Techniken zur Aluminiumherstellung<br />
Nr. Input und Output Stoff/Energie Technik<br />
A<br />
Technik<br />
B<br />
Technik<br />
C<br />
Einheit pro t Aluminium<br />
1 Einsatzstoffe Bauxit 4,1 4,1 4,1 t<br />
Kalk 100 100 100 kg<br />
NaOH 150 150 150 kg<br />
Wasser 490 490 490 l<br />
Petrolkoks 425 410 375 kg<br />
Pech 110,8 102,8 162,8 l<br />
Anthrazit 20 20 20 kg<br />
Kryolith 0 0 35 kg<br />
AlF 3 20 20 20 kg<br />
Flußspat 2 2 3 kg<br />
2 Energieeinsatz Erdgas 774 598 794 Nm³<br />
Strom 14.685 13.885 15.960 kWh<br />
3 Haupt- und Nebenproduktaluminium<br />
Hütten-<br />
1 1 1 t<br />
4.1 Abgas Volumen k.A. k.A. k.A. Nm³<br />
4.2 luftseitige Emissionen Staub 1,541 1,387 1,926 kg<br />
CO 2 1480 1400 1480 kg<br />
CO 13,6 12,24 17,00 kg<br />
SO 2 9,092 8,183 11,365 kg<br />
Fluor, gasförmig 0,283 0,255 0,354 kg<br />
Fluor, Staub 0,227 0,204 0,283 kg<br />
Fluoride 0,004 0,004 0,006 kg<br />
Teer 0,137 0,123 0,171 kg<br />
5.1 Abwasser Volumen 0 0 200 m³<br />
5.2 wasserseitige Emissionen<br />
Säuren 0 0 0,056 kg<br />
Teer 0 0 0,003 kg<br />
Fluoride 0 0 0,001 kg<br />
6 Abfall Rotschlamm 0,8 0,8 0,8 t<br />
Ofenausbruch 15 15 15 kg<br />
Der Vergleich der Techniken zeigt, daß Technik C in den meisten Fällen schlecht abschneidet<br />
und zusätzlich Emissionen ins Wasser aufweist. Dagegen erreicht Technik B in allen aufgeführten<br />
Positionen entweder gleiche oder bessere Werte. An dieser Stelle kann die Bewertung<br />
beendet werden, falls bei den Experten Einigkeit besteht. Im Fallbeispiel wird die Bewertungsmethode<br />
jedoch noch weiter durchgeführt, um den weiteren Ablauf zu demonstrieren.
116 <strong>Kapi</strong>tel 5: Fallbeispiele zur Konkretisierung der Bewertungsmethoden<br />
5.3.2.2 Stoff- und Energiebilanz<br />
In Tabelle 5-27 sind die für die drei zu bewertenden Techniken zur Aluminiumherstellung entscheidungsrelevanten<br />
Positionen der Stoff- und Energiebilanz aufgeführt. Verschiedene Stoffund<br />
Energieströme, die bei allen untersuchten Techniken gleich sind, wurden bereits vorher<br />
abgeschnitten und sind demzufolge nicht mehr aufgeführt. Im Fallbeispiel handelt es sich bei<br />
den abgeschnittenen Stoffen um die Einsatzstoffe, die für alle drei Techniken entweder gleich<br />
sind oder wie Pech oder Flußspat mengenmäßig nicht relevant sind.<br />
Tabelle 5-27: Entscheidungsrelevante Positionen der Stoff- und Energiebilanz für drei fiktive<br />
Techniken zur Aluminiumherstellung<br />
Input und Output Stoff/Energie Technik A Technik B Technik C Einheit pro t<br />
Aluminium<br />
Primärenergie Erdgas 774 598 794 Nm³<br />
Umgewandelte Energie Strom 14.685 13.885 15.960 kWh<br />
Stoffe im Abgas Staub 1,541 1,378 1,926 kg<br />
CO 2 1480 1400 1480 kg<br />
CO 13,6 12,24 17,00 kg<br />
SO 2 9,092 8,183 11,365 kg<br />
Fluor, gasförmig 0,283 0,255 0,354 kg<br />
Fluor, Staub 0,227 0,204 0,283 kg<br />
Fluoride als HF 0,004 0,004 0,006 kg<br />
Teer 0,137 0,123 0,171 kg<br />
Stoffe im Abwasser Säuren 0 0 0,056 kg<br />
Teer 0 0 0,003 kg<br />
Fluoride 0 0 0,001 kg<br />
Aus Tabelle 5-27 ist ersichtlich, daß die Erstellung der Stoff- und Energiebilanz bereits zu einer<br />
deutlichen Reduzierung der zu untersuchenden Daten geführt hat. Um den betrachteten Schadstoffemissionen<br />
die verursachten Umweltwirkungen zuordnen zu können und dabei gleichzeitig<br />
die Anzahl der Daten noch weiter zu verringern, wird im nächsten Schritt der medienübergreifenden<br />
Bewertungsmethode eine Wirkungsabschätzung durchgeführt.<br />
5.3.2.3 Wirkungsabschätzung<br />
In der Wirkungsabschätzung werden die Daten aus der Stoff- und Energiebilanz entsprechend<br />
ihrer potentiellen Umweltwirkung bewertet. Die Daten aus der Stoff- und Energiebilanz werden<br />
hierfür den jeweiligen Wirkungskategorien zugeordnet und ihr Beitrag zu einer Kategorie<br />
wird durch Multiplikation mit dem jeweiligen Wirkungsabschätzungsfaktor berücksichtigt. In<br />
Tabelle 5-28 ist exemplarisch für Technik C des Fallbeispiels eine Wirkungsabschätzung<br />
durchgeführt worden (Die Berechnungen für die Techniken A und B befinden sich in Anhang<br />
E3). In Bild 5-16 sind zudem für alle drei Techniken die jeweiligen Beiträge der Einzelstoffe<br />
zum Gesamtwirkungspotential in den berücksichtigten Wirkungskategorien graphisch dargestellt.
5.3 Fallbeispiel Aluminiumherstellung 117<br />
Tabelle 5-28: Wirkungsabschätzung für die fiktive Technik C zur Aluminiumerzeugung<br />
Stoff/Energie<br />
Einheit<br />
Wirkungskategorie<br />
Wirkungsabschätzungsfaktor<br />
Emissionsbzw.<br />
Verbrauchsmenge<br />
Einheit<br />
pro t Aluminium<br />
Wirkungspotential<br />
Einheit pro<br />
t Aluminium<br />
Erdgas R 0,5212 kg/Nm³ 7,94*10 2 Nm³ 4,14*10 2 kg<br />
Staub HT 2,50*10 7 m³ Luft/kg 1,93 kg 4,82*10 7 m³ Luft<br />
ETA 2,50*10 7 m³ Luft/kg kg 4,82*10 7 m³ Luft<br />
CO 2 TR 1 kg CO 2 -<br />
Äqu/kg<br />
1,48*10 3 kg 1,48*10 3 kg CO 2 -<br />
Äqu<br />
CO HT 1,00*10 5 m³ Luft/kg 1,70*10 1 kg 1,70*10 6 m³ Luft<br />
SO 2 AP 1 kg SO 2 -<br />
Äqu./kg<br />
1,14*10 1 kg 1,14*10 1 kg SO 2 -<br />
Äqu.<br />
HT 2,50*10 7 m³ Luft/kg kg 2,84*10 8 m³ Luft<br />
ETA 2,50*10 7 m³ Luft/kg kg 2,84*10 8 m³ Luft<br />
Fluoride als<br />
HF<br />
Legende:<br />
R: Ressourcenverknappung<br />
HT: Humantoxizität<br />
ETA: Ökotoxizität Luft<br />
TR: Treibhauseffekt<br />
AP: Versauerung<br />
AP 1,6 kg SO 2 -<br />
Äqu./kg<br />
6,0*10 -3 kg 9,60*10 -3 kg SO 2 -<br />
Äqu.
118 <strong>Kapi</strong>tel 5: Fallbeispiele zur Konkretisierung der Bewertungsmethoden<br />
Ressourcenverknappung<br />
Treibhauseffekt<br />
450<br />
1.600<br />
[kg]<br />
400<br />
350<br />
300<br />
250<br />
200<br />
150<br />
Erdgas<br />
[kg CO2-Äqu.]<br />
1.400<br />
1.200<br />
1.000<br />
800<br />
600<br />
CO2<br />
100<br />
400<br />
50<br />
200<br />
0<br />
[Technik A] [Technik B] [Technik C]<br />
0<br />
[Technik A] [Technik B] [Technik C]<br />
Versauerung<br />
Humantoxizität<br />
12<br />
350.000<br />
10<br />
300.000<br />
8<br />
250.000<br />
[kg SO2-Äqu.]<br />
6<br />
4<br />
Fluoride als HF<br />
SO2<br />
[m³ Luft*1E+03]<br />
200.000<br />
150.000<br />
100.000<br />
SO2<br />
CO<br />
Staub<br />
2<br />
50.000<br />
0<br />
[Technik A] [Technik B] [Technik C]<br />
0<br />
[Technik A] [Technik B] [Technik C]<br />
Ökotoxizität, Luft<br />
800<br />
700<br />
600<br />
[m³ Luft*1E+06]<br />
500<br />
400<br />
300<br />
SO2<br />
Staub<br />
200<br />
100<br />
0<br />
[Technik A] [Technik B] [Technik C]<br />
Bild 5-16: Graphische Darstellung der Ergebnisse der Wirkungsabschätzung für drei fiktive<br />
Techniken zur Aluminiumherstellung<br />
Um das Gesamtwirkungspotential der jeweiligen Wirkungskategorie zu erhalten, werden die<br />
Ergebnisse in jeder Wirkungskategorie addiert. Zudem werden die verbleibenden Werte aus<br />
der Stoff- und Energiebilanz, die keiner Wirkungskategorie zugeordnet werden können, als<br />
Einzelpositionen in die Entscheidungstabelle übernommen.
5.3 Fallbeispiel Aluminiumherstellung 119<br />
Tabelle 5-29: Entscheidungstabelle für drei fiktive Techniken zur Aluminiumherstellung<br />
Technik A Technik B Technik C Einheit pro t<br />
Aluminium<br />
Wirkungskategorie<br />
Gesamtwirkungspotential<br />
Ressourcenverknappung 4,03*10 2 3,12*10 2 4,14*10 2 kg<br />
Treibhauseffekt 1,48*10 3 1,40*10 3 1,48*10 3 kg CO 2 -Äqu.<br />
Versauerung 9,10 8,19 11,4 kg SO 2 -Äqu.<br />
Humantoxizität 2,67*10 8 2,40*10 8 3,34*10 8 m³ Luft<br />
Ökotoxizität Luft 3,85*10 7 3,47*10 7 4,82*10 7 m³ Luft<br />
Daten aus Stoff- und Energiebilanz Emissions- bzw. Verbrauchsmenge<br />
Strom 1,47*10 4 1,39*10 4 1,60*10 4 kg<br />
Fluor, gasförmig 2,83*10 -1 2,55*10 -1 3,54*10 -1 kg<br />
Fluor, staubförmig 2,27*10 -1 2,04*10 -1 2,83*10 -1 kg<br />
Teer 1,37*10 -1 1,23*10 -1 1,71*10 -1 kg<br />
Fluoride im Wasser 0 0 1,00*10 -3 kg<br />
Teer im Wasser 0 0 3,00*10 -3 kg<br />
Säuren im Wasser 0 0 5,60*10 -2 kg<br />
Bei der Wirkungsabschätzung können im Fallbeispiel von den dreizehn in der Stoff- und Energiebilanz<br />
aufgeführten Positionen nur sechs in Wirkungspotentiale überführt werden. Da die<br />
Emissionen und Verbräuche Beiträge in fünf unterschiedlichen Wirkungskategorien aufweisen,<br />
hat die Wirkungsabschätzung lediglich zu einer Reduzierung auf zwölf zu berücksichtigende<br />
Positionen und somit zu keiner nennenswerten Eingrenzung des Bewertungsaufwandes geführt.<br />
Dennoch gibt die Zuordnung der Stoff- und Energieströme zu den Wirkungskategorien<br />
Anhaltspunkte für die Bedeutsamkeit der einzelnen Ressourcenverbräuche und Schadstoffemissionen<br />
der untersuchten Techniken.<br />
5.3.2.4 Entscheidungsunterstützung<br />
Normierung<br />
Zuerst wird in der Entscheidungsunterstützung eine Normierung der Daten aus der Entscheidungstabelle<br />
(Tabelle 5-29) vorgenommen. Dabei werden die Daten jeweils auf den Mittelwert<br />
aller untersuchten Techniken bezogen. In Bild 5-17 sind die normierten Daten zusätzlich graphisch<br />
aufgetragen.
120 <strong>Kapi</strong>tel 5: Fallbeispiele zur Konkretisierung der Bewertungsmethoden<br />
Tabelle 5-30: Normierte Kennzahlen für drei fiktive Techniken zur Aluminiumherstellung<br />
Mittelwert Technik A Technik B Technik C<br />
Wirkungskategorie<br />
genormtes Wirkungspotential<br />
Ressourcenverknappung 3,76*10 2 1,07 0,83 1,10<br />
Treibhauseffekt 1,45*10 3 1,02 0,96 1,02<br />
Versauerung 9,55 0,95 0,86 1,19<br />
Humantoxizität 2,81*10 8 0,95 0,86 1,19<br />
Ökotoxizität Luft 4,05*10 7 0,95 0,86 1,19<br />
Daten aus Stoff- und Energiebilanz<br />
genormte Emissions- bzw.<br />
Verbrauchsmenge<br />
Strom 1,48*10 4 0,99 0,94 1,08<br />
Fluor, gasförmig 2,97*10 -1 0,95 0,86 1,19<br />
Fluor, staubförmig 2,38*10 -1 0,95 0,86 1,19<br />
Teer 1,44*10 -1 0,95 0,86 1,19<br />
Fluoride im Wasser 1,00*10 -3 0 0 1<br />
Teer im Wasser 3,00*10 -3 0 0 1<br />
Säuren im Wasser 5,60*10 -2 0 0 1<br />
Normierte Werte<br />
1,2<br />
1<br />
0,8<br />
0,6<br />
Technik A<br />
Technik B<br />
Technik C<br />
0,4<br />
0,2<br />
0<br />
Wirkungskategorie<br />
Ressourcenverknappung<br />
Treibhauseffekt<br />
Versauerung<br />
Humantoxizität<br />
Ökotoxizität (Luft)<br />
Strom<br />
Fluor, gasförmig<br />
Fluor, staubförmig<br />
Teer<br />
Fluoride im Wasser<br />
Teer im Wasser<br />
Säuren im Wasser<br />
Bewertungskategorien<br />
Bild 5-17: Normierte Bewertungskategorien für drei fiktive Techniken zur Aluminiumherstellung<br />
Die Ergebnisse der Normierung zeigen, daß Technik B in allen untersuchten Bewertungskategorien<br />
bessere Werte aufweist als die Techniken A und C. Technik C wird in jeder Bewertungskategorie<br />
dominiert. Es läßt sich bereits an dieser Stelle, ohne eine formale Auswertung
5.4 Zusammenfassung der Fallbeispiele 121<br />
mittels paarweiser Vergleiche, folgende Rangfolge ablesen, die unabhängig von jeder Gewichtung<br />
ist:<br />
Technik B à Technik A à Technik C<br />
Die vorgeschlagene medienübergreifende Bewertungsmethode kommt auch im Fallbeispiel<br />
Aluminiumherstellung zu einem plausiblen Ergebnis. Allerdings können von den betrachteten<br />
Stoffströmen nur knapp die Hälfte der Stoffe in Wirkungskategorien überführt werden. Da<br />
schon nach der Normierung eine Rangfolgenbildung möglich ist, wird auf die weiteren Schritte<br />
der Bewertung verzichtet.<br />
5.4 Zusammenfassung der Fallbeispiele<br />
In diesem <strong>Kapi</strong>tel wird die vorgeschlagene medienübergreifende Bewertungsmethode exemplarisch<br />
auf drei Fallbeispiele aus dem Bereich der Metallerzeugung angewendet:<br />
− vier in konkreten Anlagen realisierte Techniken zur Sinterherstellung mit Staubabscheidung<br />
(detaillierte Daten aus unterschiedlichen Meßprogrammen in sechs Anlagen);<br />
− zwei Techniken zur Elektrostahlherstellung (Daten aus Meßprogramm)<br />
− drei Techniken zur Aluminiumherstellung (fiktive Daten, verallgemeinerte Werte für drei<br />
verschiedene Verfahren, fehlende Daten durch Literaturangaben und gemittelte Werte ergänzt)<br />
Aus der Anwendung der vorgeschlagenen medienübergreifenden Bewertungsmethode lassen<br />
sich als folgende Erkenntnisse zusammenfassend darstellen:<br />
Datenqualität<br />
Die Bewertung von Techniken erfolgt auf der Basis von Einzeldaten aus konkreten Anlagen, in<br />
denen die zu bewertenden Techniken realisiert sind. Bei der Festlegung der Systemgrenzen<br />
sind für alle zu vergleichenden Techniken die gleichen technischen Funktionen zu erfassen. Für<br />
die Bewertung ist zu berücksichtigen, daß die Emissionen stark von den Einsatzstoffen und den<br />
jeweiligen Meßbedingungen abhängen. Daher sind Einzelmessungen i.d.R. weniger aussagekräftig<br />
als etwa Jahresmittelwerte.<br />
Insbesondere ist zu unterscheiden zwischen lokalen Einflüssen, d.h. technikunabhängigen Einflüssen,<br />
und Einflüssen, die von der Anwendung einer bestimmten Technik herrühren. So können<br />
z.B. vergleichsweise niedrige SO 2 -Emissionen sowohl durch den Einsatz schwefelärmerer<br />
Roh- oder Brennstoffe als auch durch eine leistungsfähigere Technik zur Schwefeldioxidminderung<br />
verursacht werden. Um tatsächlich die Leistungsfähigkeit einer Technik bewerten zu können,<br />
sollte die stoffliche Zusammensetzung sämtlicher Input- und Outputströme untersucht<br />
werden, um die technikunabhängigen Einflüsse in der Bewertung weitestgehend ausschließen<br />
zu können. Um die unterschiedliche Betriebspraxis, etwa durch Unterschiede in Art und Zu-
122 <strong>Kapi</strong>tel 5: Fallbeispiele zur Konkretisierung der Bewertungsmethoden<br />
sammensetzung der Einsatzstoffe durch verstärktes Recycling von problemstoffhaltigen Kreislaufstoffen,<br />
zu berücksichtigen, ist zu prüfen, ob die erreichten Wirkungsgrade der Emissionsminderungstechniken<br />
bei der BVT-Bestimmung in Betracht zu ziehen sind.<br />
Wirkungsabschätzung<br />
Bei der Wirkungsabschätzung für die gewählten Fallbeispiele zeigt sich, daß die luftseitigen<br />
Emissionen mit den in der medienübergreifenden Bewertungsmethode gewählten Wirkungskategorien<br />
und Wirkungsabschätzungsfaktoren sehr gut abgedeckt werden können, da die<br />
Wirkungskategorien Treibhauseffekt, Ozonabbau, Versauerung der Gewässer und Böden,<br />
Eutrophierung der Gewässer und Photooxidantienbildung die für die standortunabhängige<br />
sektorielle BVT-Bestimmung relevanten Umweltauswirkungen angemessen quantifizieren und<br />
wissenschaftlich ausreichend abgesichert sind.<br />
Im Gegensatz dazu sind die wasserseitigen Stoffe derzeit nur unzureichend erfaßt, was daran<br />
erkennbar ist, daß viele Stoffe nicht in Wirkungspotentiale umgerechnet werden können. Die<br />
modifizierten Wirkungskategorien Humantoxizität und Ökotoxizität sowie die neu vorgeschlagene<br />
Wirkungskategorie Meeresschutz bedürfen weiterer Untersuchung, wie besonders im<br />
Fallbeispiel Sinterherstellung deutlich wird (vgl. Bild 5-5 und 5-6).<br />
Grundsätzlich kann im Vergleich zur umfangreichen Stoff- und Energiebilanz eine deutliche<br />
Reduzierung der für die Entscheidung zu berücksichtigenden Datenmenge erreicht werden.<br />
Außerdem wird entsprechend dem Stand der Wissenschaft eine weitestmögliche Berücksichtigung<br />
von Cross-Media-Effekten durch die Berechnung der Wirkungspotentiale erreicht werden,<br />
indem teilweise luft- und wasserseitige Emissionen in den Wirkungskategorien Versauerung<br />
und Meeresschutz in ihrer potentiellen Umweltauswirkung zusammengefaßt werden. Damit<br />
stellen die Wirkungspotentiale eine geeignete Möglichkeit dar, die potentiellen Umweltauswirkungen,<br />
auch der Verbräuche und Emissionen der Vorstufen und nachgeschalteten<br />
Prozesse aufgezeigt werden (vgl. Abschnitt 5.1.2.4), transparent und nachvollziehbar aufzuzeigen.<br />
Entscheidungsunterstützung<br />
In der Entscheidungsunterstützung erfolgt eine aussagekräftige Aufbereitung der berechneten<br />
Wirkungspotentiale sowie der Stoff- und Energieströme, die nicht in Wirkungskategorien<br />
überführt werden können, um die Expertendiskussion auf die entscheidungsrelevanten Aspekte<br />
zu lenken.<br />
Die Gewichtung dieser Bewertungskategorien erfolgt in den Fallbeispielen nur vorläufig und<br />
näherungsweise. In der praktischen Anwendung der vorgeschlagenen Bewertungsmethode<br />
sollten die Gewichtungsfaktoren lediglich eine ungefähre Größenordnung für die Signifikanz<br />
der Wirkungspotentiale und sonstigen entscheidungsrelevanten Stoff- und Energieströme angeben.<br />
Die zunächst einfach ermittelten vorläufigen Gewichtungsfaktoren dienen als Anhalts-
5.4 Zusammenfassung der Fallbeispiele 123<br />
punkt für die Expertendiskussion, in der die Abstände zwischen der Bedeutsamkeit der einzelnen<br />
Bewertungskategorien kritisch zu hinterfragen sind. Da jedoch keine wissenschaftlichen<br />
Erkenntnisse über die Verhältnisse zwischen den Bewertungskategorien existieren, wird jede<br />
Gewichtung subjektiv und auf die untersuchten Techniken beschränkt bleiben.<br />
Durch die formale Entscheidungsunterstützung können unterschiedliche Wirkungskategorien<br />
und entscheidungsrelevante Stoff- und Energieströme bei der Vorbereitung der BVT- Bestimmung<br />
gemeinsam ausgewertet werden. 35 Mittels der Sensitivitätsanalysen werden computergestützt<br />
diejenigen Bewertungskategorien ausgewiesen, deren Gewichtung die Gesamtentscheidung<br />
verändern könnte. Dadurch kann die Expertendiskussion auf die relevanten Aspekte gelenkt<br />
werden. Da bei allen Entscheidungen subjektive Einschätzungen eine zentrale Rolle einnehmen,<br />
kann die Gewichtung nicht formalisiert werden. Daher können die beispielhaft ermittelten<br />
numerischen Gewichtungsfaktoren lediglich als Orientierung dienen und sind kritisch zu<br />
hinterfragen. Im Sinne der Transparenz und Nachvollziehbarkeit der BVT-Bestimmung sollte<br />
die Gewichtung weitestgehend an wissenschaftlichen Erkenntnissen ausgerichtet sein.<br />
Verkürzte Anwendung der vorgeschlagenen Bewertungsmethode<br />
In den Fallbeispielen Elektrostahl- und Aluminiumherstellung wird die verkürzte Anwendung<br />
der vorgeschlagenen medienübergreifenden Bewertungsmethode demonstriert. Dank des modularen<br />
Aufbaus der Bewertungsmethode kann auf einzelne Schritte verzichtet oder das vorgeschlagene<br />
Vorgehen beendet werden, sobald in der Expertendiskussion die Gruppe der BVT<br />
bestimmt werden kann. Auch bei der verkürzten Anwendung ist sicherzustellen, daß die Einschätzung<br />
der Bedeutsamkeit der betrachteten Stoff- und Energieströme sich weitestgehend<br />
am Stand der Wissenschaft orientiert. In diesem Zusammenhang erscheint eine Betrachtung der<br />
Wirkungskategorien, in die einzelne Stoff- und Energieströme überführt werden können, sinnvoll,<br />
auch wenn die Wirkungsabschätzung zu keiner Reduzierung der Anzahl der Bewertungskategorien<br />
führt. Abschließend läßt sich festhalten, daß sich das modular strukturierte Ablaufschema<br />
in den Fallbeispielen bewährt hat.<br />
35<br />
Die formale Methode der paarweisen Vergleiche erlaubt zudem auch eine simultane Auswertung von ökonomischen<br />
und technischen Kennzahlen, z.B. auch Wirkungsgrade.