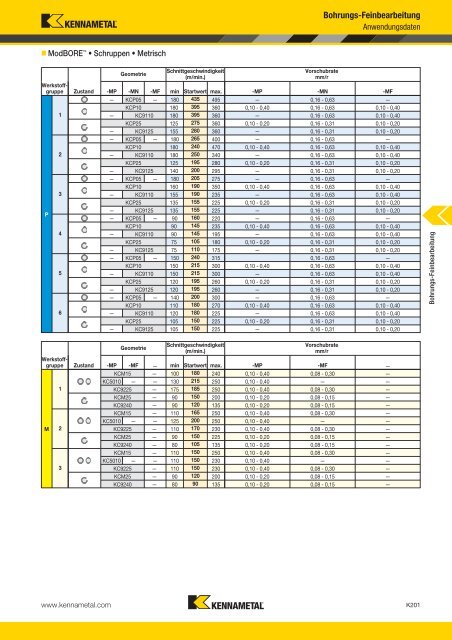
<strong>Bohrungs</strong>-<strong>Feinbearbeitung</strong> Anwendungsdaten ModBORE • Schruppen • Metrisch Geometrie Schnittgeschwindigkeit (m/min.) Vorschubrate mm/r Werkstoffgruppe Zustand -MP -MN -MF min Startwert max. -MP -MN -MF — KCP05 — 180 435 495 — 0,16 - 0,63 — KCP10 180 395 360 0,10 - 0,40 0,16 - 0,63 0,10 - 0,40 1 — KC9110 180 395 360 — 0,16 - 0,63 0,10 - 0,40 KCP25 125 275 360 0,10 - 0,20 0,16 - 0,31 0,10 - 0,20 — KC9125 155 280 360 — 0,16 - 0,31 0,10 - 0,20 — KCP05 — 180 265 400 — 0,16 - 0,63 — KCP10 180 240 470 0,10 - 0,40 0,16 - 0,63 0,10 - 0,40 2 — KC9110 180 250 340 — 0,16 - 0,63 0,10 - 0,40 KCP25 125 195 280 0,10 - 0,20 0,16 - 0,31 0,10 - 0,20 — KC9125 140 200 295 — 0,16 - 0,31 0,10 - 0,20 — KCP05 — 180 205 275 — 0,16 - 0,63 — KCP10 160 190 350 0,10 - 0,40 0,16 - 0,63 0,10 - 0,40 3 — KC9110 155 190 235 — 0,16 - 0,63 0,10 - 0,40 KCP25 135 155 225 0,10 - 0,20 0,16 - 0,31 0,10 - 0,20 P — KC9125 135 155 225 — 0,16 - 0,31 0,10 - 0,20 — KCP05 — 90 160 220 — 0,16 - 0,63 — KCP10 90 145 235 0,10 - 0,40 0,16 - 0,63 0,10 - 0,40 4 — KC9110 90 145 195 — 0,16 - 0,63 0,10 - 0,40 KCP25 75 105 180 0,10 - 0,20 0,16 - 0,31 0,10 - 0,20 — KC9125 75 110 175 — 0,16 - 0,31 0,10 - 0,20 — KCP05 — 150 240 315 0,16 - 0,63 — KCP10 150 215 300 0,10 - 0,40 0,16 - 0,63 0,10 - 0,40 5 — KC9110 150 215 300 — 0,16 - 0,63 0,10 - 0,40 KCP25 120 195 260 0,10 - 0,20 0,16 - 0,31 0,10 - 0,20 — KC9125 120 195 260 — 0,16 - 0,31 0,10 - 0,20 — KCP05 — 140 200 300 — 0,16 - 0,63 — KCP10 110 180 270 0,10 - 0,40 0,16 - 0,63 0,10 - 0,40 6 — KC9110 120 180 225 — 0,16 - 0,63 0,10 - 0,40 KCP25 105 150 225 0,10 - 0,20 0,16 - 0,31 0,10 - 0,20 — KC9125 105 150 225 — 0,16 - 0,31 0,10 - 0,20 <strong>Bohrungs</strong>-<strong>Feinbearbeitung</strong> Geometrie Schnittgeschwindigkeit (m/min.) Vorschubrate mm/r Werkstoffgruppe Zustand -MP -MF — min Startwert max. -MP -MF — KCM15 — 100 180 240 0,10 - 0,40 0,08 - 0,30 — KC5010 — — 130 215 250 0,10 - 0,40 — — 1 KC9225 — 175 185 250 0,10 - 0,40 0,08 - 0,30 — KCM25 — 90 150 200 0,10 - 0,20 0,08 - 0,15 — KC9240 — 90 120 135 0,10 - 0,20 0,08 - 0,15 — KCM15 — 110 165 250 0,10 - 0,40 0,08 - 0,30 — KC5010 — — 125 200 250 0,10 - 0,40 — — M 2 KC9225 — 110 170 230 0,10 - 0,40 0,08 - 0,30 — KCM25 — 90 150 225 0,10 - 0,20 0,08 - 0,15 — KC9240 — 80 105 135 0,10 - 0,20 0,08 - 0,15 — KCM15 — 110 150 250 0,10 - 0,40 0,08 - 0,30 — KC5010 — — 110 150 230 0,10 - 0,40 — — 3 KC9225 — 110 150 230 0,10 - 0,40 0,08 - 0,30 — KCM25 — 90 120 200 0,10 - 0,20 0,08 - 0,15 — KC9240 — 80 90 135 0,10 - 0,20 0,08 - 0,15 — www.kennametal.com K201
<strong>Bohrungs</strong>-<strong>Feinbearbeitung</strong> Anwendungsdaten ModBORE • Schruppen • Metrisch Geometrie Schnittgeschwindigkeit m/min. Vorschubrate mm/r Werkstoffgruppe Zustand -MP -MW — min Startwert max. -MP -MW — KCK20 — 220 300 540 0,10 - 0,40 0,16 - 1,00 — — KT315 — 160 275 490 — 0,16 - 1,00 — 1 KCK20 — 220 275 350 0,10 - 0,40 0,16 - 1,00 — — KC9315 — 150 275 350 — 0,16 - 1,00 — KCK20 140 210 340 0,10 - 0,20 0,16 - 0,45 — — KC9325 — 70 210 340 — 0,16 - 0,45 — KCK20 — 220 275 350 0,10 - 0,40 0,16 - 1,00 — K — KT315 — 180 275 360 — 0,16 - 1,00 — 2 KCK20 — 220 275 350 0,10 - 0,40 0,16 - 1,00 — — KC9315 — 130 260 340 — 0,16 - 1,00 — KCK20 — 220 275 350 0,10 - 0,20 0,16 - 0,45 — KCK20 — 110 150 230 0,10 - 0,40 0,16 - 1,00 — — KT315 — 170 230 360 — 0,16 - 1,00 — 3 KCK20 — 110 150 230 0,10 - 0,40 0,16 - 1,00 — — KC9315 — 130 215 350 — 0,16 - 1,00 — KCK20 — 110 150 230 0,10 - 0,20 0,16 - 0,45 — <strong>Bohrungs</strong>-<strong>Feinbearbeitung</strong> Geometrie Schnittgeschwindigkeit m/min. Vorschubrate mm/r Werkstoffgruppe Zustand -HP — — min Startwert max. -HP — — KC5410 — — 200 550 1000 0,16 - 0,63 — — 1 — KD1400 — 450 765 2500 — 0,25 - 0,63 — KC5410 — — 200 550 1000 0,16 - 0,31 — — — KD1425 — 300 520 900 — 0,25 - 0,63 — 2 — KD1425 — 300 520 900 — 0,25 - 0,40 — N KC5410 — — 100 275 500 0,16 - 0,63 — — 3 K313 — — 120 260 490 0,16 - 0,63 — — KC5410 — — 100 275 500 0,16 - 0,31 — — 5 KC5410 — — 100 200 350 0,16 - 0,63 — — KC5410 — — 100 200 350 0,16 - 0,31 — — Geometrie Schnittgeschwindigkeit m/min. Vorschubrate mm/r Werkstoffgruppe Zustand -MP -FP -UP min Startwert max. -MP -FP -UP KCU10 — 30 55 115 0,10 - 0,40 0,06 - 0,25 — 1 KC5010 30 55 115 0,10 - 0,40 0,06 - 0,25 0,16 - 0,50 KCU25 — 10 40 55 0,10 - 0,20 0,06 - 0,12 — KC9240 — KC9240 10 40 60 0,10 - 0,20 — 0,16 - 0,27 KCU10 — 30 60 120 0,10 - 0,40 0,06 - 0,25 — 2 KC5010 30 60 115 0,10 - 0,40 0,06 - 0,25 0,16 - 0,50 KCU25 — 10 30 55 0,10 - 0,20 0,06 - 0,12 — S KC9240 — KC9240 10 30 55 0,10 - 0,20 — 0,16 - 0,27 KCU10 — 30 70 115 0,10 - 0,40 0,06 - 0,25 — 3 KC5010 30 70 115 0,10 - 0,40 0,06 - 0,25 0,16 - 0,50 KCU25 — 20 40 55 0,10 - 0,20 0,06 - 0,12 — KC9240 — KC9240 20 40 60 0,10 - 0,20 — 0,16 - 0,27 KCU10 — 45 70 140 0,10 - 0,40 0,06 - 0,25 — 4 KC5010 45 70 170 0,10 - 0,40 0,06 - 0,25 0,16 - 0,50 KCU25 — 20 55 90 0,10 - 0,20 0,06 - 0,12 — KC9240 — KC9240 15 55 90 0,10 - 0,20 — 0,16 - 0,27 Zustand: S = stabile Schnittbedingungen; U = instabile Schnittbedingungen; I = unterbrochene Schnitte Plattensitz: I = Innen-Wendeschneidplatte; O = Außen-Wendeschneidplatte K202 www.kennametal.com
- Seite 2 und 3:
Bohrungs-Feinbearbeitung Werkzeugau
- Seite 4 und 5:
Reibahlen mit Führungsleisten •
- Seite 6 und 7:
Bohrungs-Feinbearbeitung Werkzeugau
- Seite 8 und 9:
Bohrungs-Feinbearbeitung Anwendungs
- Seite 10 und 11:
Bohrungs-Feinbearbeitung Anwendungs
- Seite 12 und 13:
Bohrungs-Feinbearbeitung Anwendungs
- Seite 14 und 15:
Bohrungs-Feinbearbeitung Anwendungs
- Seite 16 und 17:
Bohrungs-Feinbearbeitung Anwendungs
- Seite 18 und 19:
Bohrungs-Feinbearbeitung Anwendungs
- Seite 20 und 21:
Bohrungs-Feinbearbeitung Anwendungs
- Seite 22 und 23:
Bohrungs-Feinbearbeitung Anwendungs
- Seite 24 und 25:
Bohrungs-Feinbearbeitung Anwendungs
- Seite 26 und 27:
Bohrungs-Feinbearbeitung Anwendungs
- Seite 28 und 29:
Bohrungs-Feinbearbeitung Anwendungs
- Seite 30 und 31:
Bohrungs-Feinbearbeitung Anwendungs
- Seite 32 und 33:
Bohrungs-Feinbearbeitung Anwendungs
- Seite 34 und 35:
Bohrungs-Feinbearbeitung Anwendungs
- Seite 36 und 37:
Bohrungs-Feinbearbeitung Anwendungs
- Seite 38 und 39:
Bohrungs-Feinbearbeitung Anwendungs
- Seite 40 und 41:
Bohrungs-Feinbearbeitung Anwendungs
- Seite 42 und 43:
Bohrungs-Feinbearbeitung Anwendungs
- Seite 44 und 45:
Bohrungs-Feinbearbeitung Anwendungs
- Seite 46 und 47:
Bohrungs-Feinbearbeitung Anwendungs
- Seite 48 und 49:
Bohrungs-Feinbearbeitung Anwendungs
- Seite 50 und 51:
Bohrungs-Feinbearbeitung Anwendungs
- Seite 52 und 53:
Bohrungs-Feinbearbeitung Anwendungs
- Seite 54 und 55:
Bohrungs-Feinbearbeitung Anwendungs
- Seite 56 und 57:
Bohrungs-Feinbearbeitung Anwendungs
- Seite 58 und 59:
Bohrungs-Feinbearbeitung Anwendungs
- Seite 60 und 61:
Bohrungs-Feinbearbeitung Anwendungs
- Seite 62 und 63:
Bohrungs-Feinbearbeitung Anwendungs
- Seite 64 und 65:
Bohrungs-Feinbearbeitung Anwendungs
- Seite 66 und 67:
Bohrungs-Feinbearbeitung Anwendungs
- Seite 68 und 69:
Bohrungs-Feinbearbeitung Anwendungs
- Seite 70 und 71:
Bohrungs-Feinbearbeitung Anwendungs
- Seite 72 und 73:
Bohrungs-Feinbearbeitung Anwendungs
- Seite 74 und 75:
Bohrungs-Feinbearbeitung Anwendungs
- Seite 76 und 77:
Bohrungs-Feinbearbeitung Anwendungs
- Seite 78 und 79:
Bohrungs-Feinbearbeitung Anwendungs
- Seite 80 und 81:
Bohrungs-Feinbearbeitung Anwendungs
- Seite 82 und 83:
Bohrungs-Feinbearbeitung Anwendungs
- Seite 84 und 85:
Bohrungs-Feinbearbeitung Anwendungs
- Seite 86 und 87:
Bohrungs-Feinbearbeitung Anwendungs
- Seite 88 und 89:
Bohrungs-Feinbearbeitung Anwendungs
- Seite 90 und 91:
Bohrungs-Feinbearbeitung Anwendungs
- Seite 92 und 93:
Bohrungs-Feinbearbeitung Anwendungs
- Seite 94 und 95:
Reibbearbeitungen RHM bietet
- Seite 96 und 97:
Bohrungs-Feinbearbeitung RMS Vollh
- Seite 98 und 99:
Bohrungs-Feinbearbeitung Anwendungs
- Seite 100 und 101:
Bohrungs-Feinbearbeitung RMB Vollha
- Seite 102 und 103:
Bohrungs-Feinbearbeitung Anwendungs
- Seite 104 und 105:
Bohrungs-Feinbearbeitung RHM Modul
- Seite 106 und 107:
Bohrungs-Feinbearbeitung RHM Modul
- Seite 108 und 109:
Bohrungs-Feinbearbeitung RHM -Modu
- Seite 110 und 111:
Bohrungs-Feinbearbeitung RHM Modul
- Seite 112 und 113:
Bohrungs-Feinbearbeitung Anwendungs
- Seite 114 und 115:
Bohrungs-Feinbearbeitung Mehrschnei
- Seite 116 und 117:
RIQ Quattro Cut und RIR Reibahle
- Seite 118 und 119:
Bohrungs-Feinbearbeitung Katalog-Ke
- Seite 120 und 121:
Bohrungs-Feinbearbeitung Reibahlen
- Seite 122 und 123:
Bohrungs-Feinbearbeitung Anwendungs
- Seite 124 und 125:
Bohrungs-Feinbearbeitung RIQ und R
- Seite 126 und 127:
Bohrungs-Feinbearbeitung Hinweise z
- Seite 128 und 129:
Bohrungs-Feinbearbeitung Anwendungs
- Seite 130 und 131:
Bohrungs-Feinbearbeitung SIF einst
- Seite 132 und 133:
Bohrungs-Feinbearbeitung SIF einst
- Seite 134 und 135:
Bohrungs-Feinbearbeitung SIF einst
- Seite 136 und 137:
Kundenspezifische PKD-Werkzeuge PKD
- Seite 138 und 139:
Bohrungs-Feinbearbeitung Kundenspez
- Seite 140 und 141:
Romicron Feinbohrsystem Hauptanwen
- Seite 142 und 143:
Bohrungs-Feinbearbeitung Romicron
- Seite 144 und 145:
Bohrungs-Feinbearbeitung Romicron
- Seite 146 und 147:
Bohrungs-Feinbearbeitung Romicron
- Seite 148 und 149:
Hole Finishing Romicron Hochleistu
- Seite 150 und 151:
Bohrungs-Feinbearbeitung Romicron
- Seite 152 und 153: Bohrungs-Feinbearbeitung Romicron
- Seite 154 und 155: Bohrungs-Feinbearbeitung Romicron
- Seite 156 und 157: Bohrungs-Feinbearbeitung Romicron
- Seite 158 und 159: Bohrungs-Feinbearbeitung Romicron
- Seite 160 und 161: Bohrungs-Feinbearbeitung Romicron
- Seite 162 und 163: Bohrungs-Feinbearbeitung Anwendungs
- Seite 164 und 165: Bohrungs-Feinbearbeitung Romicron
- Seite 166 und 167: Bohrungs-Feinbearbeitung Romicron
- Seite 168 und 169: Bohrungs-Feinbearbeitung Romicron
- Seite 170 und 171: Bohrungs-Feinbearbeitung Romicron
- Seite 172 und 173: Bohrungs-Feinbearbeitung Romicron
- Seite 174 und 175: Bohrungs-Feinbearbeitung Romicron
- Seite 176 und 177: Bohrungs-Feinbearbeitung Romicron
- Seite 178 und 179: Bohrungs-Feinbearbeitung Romicron
- Seite 180 und 181: Die SCHNEIDE zur EFFIZIENZ Multicro
- Seite 182 und 183: www.kennametal.com K181
- Seite 184 und 185: FBHM • Offset Bohrköpfe für Boh
- Seite 186 und 187: Bohrungs-Feinbearbeitung ModBORE B
- Seite 188 und 189: Bohrungs-Feinbearbeitung ModBORE B
- Seite 190 und 191: Bohrungs-Feinbearbeitung ModBORE B
- Seite 192 und 193: Bohrungs-Feinbearbeitung ModBORE B
- Seite 194 und 195: Bohrungs-Feinbearbeitung ModBORE B
- Seite 196 und 197: Bohrungs-Feinbearbeitung ModBORE B
- Seite 198 und 199: Bohrungs-Feinbearbeitung ModBORE B
- Seite 200 und 201: Bohrungs-Feinbearbeitung ModBORE B
- Seite 204 und 205: Bohrungs-Feinbearbeitung Anwendungs
- Seite 206: Bohrungs-Feinbearbeitung Anwendung