Probeseiten (pdf) - Verlag Handwerk und Technik
Probeseiten (pdf) - Verlag Handwerk und Technik
Probeseiten (pdf) - Verlag Handwerk und Technik

Erfolgreiche ePaper selbst erstellen
Machen Sie aus Ihren PDF Publikationen ein blätterbares Flipbook mit unserer einzigartigen Google optimierten e-Paper Software.
Die Stellplatte (2) des Biegewerkzeugs wird durch eine Flachführung<br />
auf der Matrize (1) in Querrichtung positioniert. Die<br />
Führung (4) wird auf der Stellplatte (2) durch die Stifte positioniert.<br />
Die Führung (4) nimmt in einer mittig liegenden Bohrung<br />
den Stößel (5) auf. Auf den Stößel ist der Stempel (3) zentrisch<br />
aufgeschraubt.<br />
Größe, Form <strong>und</strong> Lage dieser Formelemente sind auf die Gegenstücke<br />
abzustimmen. Erst dann passen die Teile zusammen,<br />
der Stempel läuft genau in die Matrize ein <strong>und</strong> man erhält die<br />
gewünschten Biegeteile.<br />
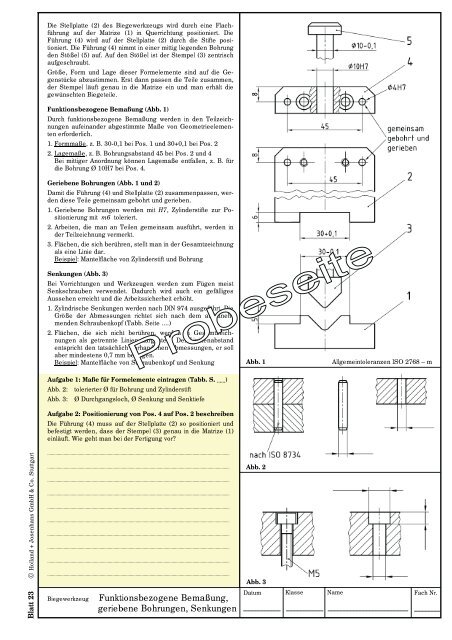
Funktionsbezogene Bemaßung (Abb. 1)<br />
Durch funktionsbezogene Bemaßung werden in den Teilzeichnungen<br />
aufeinander abgestimmte Maße von Geometrieelementen<br />
erforderlich.<br />
1. Formmaße, z. B. 30-0,1 bei Pos. 1 <strong>und</strong> 30+0,1 bei Pos. 2<br />
2. Lagemaße, z. B. Bohrungsabstand 45 bei Pos. 2 <strong>und</strong> 4<br />
Bei mittiger Anordnung können Lagemaße entfallen, z. B. für<br />
die Bohrung Ø 10H7 bei Pos. 4.<br />
Geriebene Bohrungen (Abb. 1 <strong>und</strong> 2)<br />
Damit die Führung (4) <strong>und</strong> Stellplatte (2) zusammenpassen, werden<br />
diese Teile gemeinsam gebohrt <strong>und</strong> gerieben.<br />
1. Geriebene Bohrungen werden mit H7, Zylinderstifte zur Positionierung<br />
mit m6 toleriert.<br />
2. Arbeiten, die man an Teilen gemeinsam ausführt, werden in<br />
der Teilzeichnung vermerkt.<br />
3. Flächen, die sich berühren, stellt man in der Gesamtzeichnung<br />
als eine Linie dar.<br />
Beispiel: Mantelfläche von Zylinderstift <strong>und</strong> Bohrung<br />
Senkungen (Abb. 3)<br />
Bei Vorrichtungen <strong>und</strong> Werkzeugen werden zum Fügen meist<br />
Senkschrauben verwendet. Dadurch wird auch ein gefälliges<br />
Aussehen erreicht <strong>und</strong> die Arbeitssicherheit erhöht.<br />
1. Zylindrische Senkungen werden nach DIN 974 ausgeführt. Die<br />
Größe der Abmessungen richtet sich nach dem aufzunehmenden<br />
Schraubenkopf (Tabb. Seite ....)<br />
2. Flächen, die sich nicht berühren, werden in Gesamtzeichnungen<br />
als getrennte Linien dargestellt. Der Lininenabstand<br />
entspricht den tatsächlich vorhandenen Abmessungen, er soll<br />
aber mindestens 0,7 mm betragen.<br />
Beispiel: Mantelfläche von Schraubenkopf <strong>und</strong> Senkung<br />
Abb. 1<br />
Allgemeintoleranzen ISO 2768 – m<br />
Aufgabe 1: Maße für Formelemente eintragen (Tabb. S. …… )<br />
Abb. 2: tolerierter Ø für Bohrung <strong>und</strong> Zylinderstift<br />
Abb. 3: Ø Durchgangsloch, Ø Senkung <strong>und</strong> Senktiefe<br />
Aufgabe 2: Positionierung von Pos. 4 auf Pos. 2 beschreiben<br />
Die Führung (4) muss auf der Stellplatte (2) so positioniert <strong>und</strong><br />
befestigt werden, dass der Stempel (3) genau in die Matrize (1)<br />
einläuft. Wie geht man bei der Fertigung vor?<br />
Blatt 23 © Holland + Josenhans GmbH & Co. Stuttgart<br />
.............................................................................................................................................................<br />
.............................................................................................................................................................<br />
.............................................................................................................................................................<br />
.............................................................................................................................................................<br />
.............................................................................................................................................................<br />
.............................................................................................................................................................<br />
.............................................................................................................................................................<br />
.............................................................................................................................................................<br />
.............................................................................................................................................................<br />
.............................................................................................................................................................<br />
Biegewerkzeug<br />
Funktionsbezogene Bemaßung,<br />
geriebene Bohrungen, Senkungen<br />
Abb. 2<br />
Abb. 3<br />
Datum Klasse Name Fach Nr.