Kap.14 Ausscheidung, Aushärtung , (Teilchenhärtung) - IWF
Kap.14 Ausscheidung, Aushärtung , (Teilchenhärtung) - IWF
Kap.14 Ausscheidung, Aushärtung , (Teilchenhärtung) - IWF

Sie wollen auch ein ePaper? Erhöhen Sie die Reichweite Ihrer Titel.
YUMPU macht aus Druck-PDFs automatisch weboptimierte ePaper, die Google liebt.
Kap. 14: <strong>Ausscheidung</strong>, Aushärtung<br />
Werkstoffe und Fertigung I – Metalle<br />
<strong>Kap.14</strong><br />
<strong>Ausscheidung</strong>, Aushärtung , (Teilchenhärtung)<br />
Bedingung Teilchenhärtung<br />
14.0 Lernziel<br />
1. Bedingung für das Teilchenhärten<br />
2. Diskussion des energetischen Modells für die Keimbildung<br />
3. Zusammenhang zwischen Teilchengrösse und Auslagerungszeit<br />
4. Herleitung des Streckgrenzenverlaufs aus dem Verlauf des Teilchenwachstums,<br />
wenn die Teilchengrösse am Übergang Schneid-Umgehungsmechanismus<br />
bekannt ist<br />
5. Definition des teilchenhärtbaren Werkstoffes<br />
14.1 Einleitung<br />
<strong>Ausscheidung</strong>en sind zu erwarten, wenn ein Legierungsbestandteil B bei<br />
höherer Temperatur in grösserer Menge gelöst ist als bei tieferer (was der<br />
Normalfall ist). <strong>Ausscheidung</strong>en haben meist eine Aushärtung zur Folge.<br />
Bei Aluminiumwerkstoffen lässt sich eine Härtung ausser durch Kaltverfestigung<br />
nur durch solche <strong>Ausscheidung</strong>svorgänge erreichen. Die weite<br />
Verbreitung von Al - Legierungen im Flugzeugbau wäre ohne die <strong>Ausscheidung</strong>shärtung<br />
sicher nicht möglich. Die Entdeckung des Dural (Al -<br />
Cu - Legierung) 1905, bei dem 1 bis 3 nm grosse Cu - reiche Teilchen mit<br />
Überstruktur entstehen, markiert die erste nanotechnologische Anwendung<br />
überhaupt.<br />
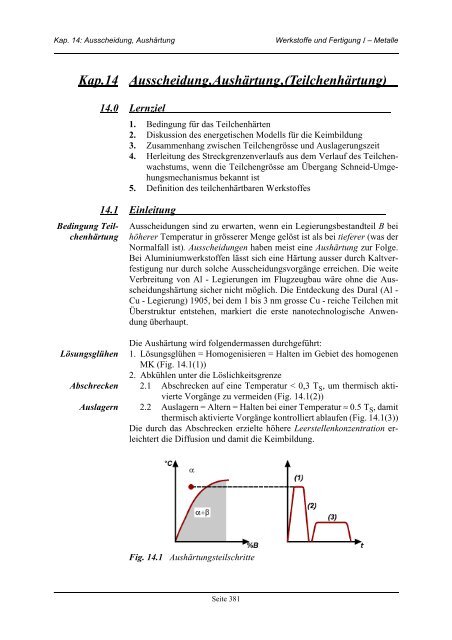
Die Aushärtung wird folgendermassen durchgeführt:<br />
Lösungsglühen 1. Lösungsglühen = Homogenisieren = Halten im Gebiet des homogenen<br />
MK (Fig. 14.1(1))<br />
2. Abkühlen unter die Löslichkeitsgrenze<br />
Abschrecken 2.1 Abschrecken auf eine Temperatur < 0,3 T S , um thermisch aktivierte<br />
Vorgänge zu vermeiden (Fig. 14.1(2))<br />
Auslagern 2.2 Auslagern = Altern = Halten bei einer Temperatur ≈ 0.5 T S , damit<br />
thermisch aktivierte Vorgänge kontrolliert ablaufen (Fig. 14.1(3))<br />
Die durch das Abschrecken erzielte höhere Leerstellenkonzentration erleichtert<br />
die Diffusion und damit die Keimbildung.<br />
Fig. 14.1 Aushärtungsteilschritte<br />
Seite 381
Kap. 14: <strong>Ausscheidung</strong>, Aushärtung<br />
Werkstoffe und Fertigung I – Metalle<br />
Der <strong>Ausscheidung</strong>svorgang ist eine typische Keimbildungs - Wachstumsreaktion,<br />
besteht also aus zwei Teilschritten:<br />
Keimbildung 1. Keimbildung<br />
Wachstum 2.1 Wachstum der Keime aus dem übersättigten Mischkristall bis zur<br />
Gleichgewichtszusammensetzung<br />
2.2 Vergröberung der Teilchen (Ostwaldreifung) zur Erniedrigung der<br />
Oberflächenenergie<br />
Kohärente und<br />
Inkohärente<br />
Teilchen<br />
Bezüglich der Gitterverwandschaft zwischen MK und Teilchen unterscheidet<br />
man:<br />
a) kohärente Teilchen (gleiches Gitter, gleich orientiert; Fig. 14.2b)<br />
b) teilweise kohärente Teilchen (gewisse Gittergeraden durchgehend;<br />
Fig. 14.2c)<br />
c) inkohärente Teilchen (unterschiedliches Gitter, unabhängige Orientierung;<br />
Fig. 14.2d)<br />
Fig. 14.2 Schematische Darstellung von <strong>Ausscheidung</strong>s-Typen: a) Mischkristall<br />
mit statistischer Verteilung der Fremdatome (nach dem Lösungsglühen<br />
bzw. Abschrecken); b) Kohärente Teilchen; c) Teilweise kohärente<br />
Teilchen; d) Inkohärente Teilchen<br />
14.2 Keimbildung<br />
Die Beschreibung der Keimbildung aus Kapitel „Erstarrung-Kristallisation“<br />
gilt auch für die <strong>Ausscheidung</strong>. Die treibende Kraft für die <strong>Ausscheidung</strong><br />
ist der Unterschied der freien Enthalpie ΔG zwischen den festen<br />
Phasen gemäss Fig. 14.3, wobei die Oberflächenenergie für die in das<br />
Grundmaterial eingebetteten Keime und Teilchen aufgebracht werden<br />
muss. Diese führt dazu, dass ein kritischer Keimradius erreicht werden<br />
muss, damit dieser wachstumsfähig ist. Versetzungen, die zunächst einmal<br />
eine Konzentration der Fremdatome begünstigen, bewirken, dass ΔG für<br />
kleine Keimradien sehr stark abfällt. Dennoch entsteht dabei nur ein insta-<br />
Seite 382
Kap. 14: <strong>Ausscheidung</strong>, Aushärtung<br />
Werkstoffe und Fertigung I – Metalle<br />
Homogene und<br />
heterogene<br />
Keimbildung<br />
biler Cluster, der der Energiezufuhr bedarf um wachstumsfähig zu sein,<br />
obwohl der kritische Keimradius gesenkt wird.<br />
Fig. 14.3 Energetisches Modell für die Keimbildung:<br />
Homogene Keimbildung: Keime werden in der Matrix gebildet; Heterogene<br />
Keimbildung: Keime entstehen an Versetzungen, Korngrenzen<br />
Eine homogene Keimbildung nach Kurve 1 in Fig. 14.3 wird nicht auftreten,<br />
wenn inkohärente Grenzflächen vorliegen (Fig. 14.2d). Die Keimbildung<br />
erfolgt überwiegend heterogen an vorhandenen Gitterdefekten<br />
(Kurve 2 in Fig. 14.3). Im Gegensatz zu inkohärenten Teilchen, ist die zur<br />
Bildung kohärenter Keime erforderliche Oberflächenenergie deutlich geringer,<br />
so dass eine kritische Keimgrösse nicht erforderlich ist. Homogen<br />
kann die Keimbildung demnach erfolgen, wenn die Teilchen zur Matrix<br />
kohärent sind. In diesem Fall ist keine Aktivierung der Keimbildung notwendig<br />
(Kurve 3 in Fig. 14.3).<br />
Seite 383
Kap. 14: <strong>Ausscheidung</strong>, Aushärtung<br />
Werkstoffe und Fertigung I – Metalle<br />
14.3 Teilchenwachstum<br />
Die Teilchen wachsen solange, bis die umgebende Matrix nicht mehr übersättigt<br />
ist (Fig. 14.4). Der Durchmesser eines als kugelförmig angenommenen<br />
Teilchens ändert sich mit der Zeit nach:<br />
d T<br />
∼<br />
t<br />
(14.1)<br />
Zeit<br />
Das gesamte <strong>Ausscheidung</strong>sgeschehen kann neben dem Teilchendurchmesser<br />
durch die Parameter<br />
n T = Teilchenanzahl<br />
f T = Massengehalt der teilchenbildenden Phase<br />
beschrieben werden<br />
-Wachstum<br />
3 Zeit-Wachs-<br />
tum = Ostwald-<br />
d ∼ 3 t T<br />
reifung<br />
Fig. 14.4 Teilchenwachstum durch <strong>Ausscheidung</strong><br />
Nach Beendigung der <strong>Ausscheidung</strong> wachsen die Teilchen weiter, aber<br />
langsam, nach einem veränderten Zeitgesetz (Ostwaldreifung)(Fig. 14.5,<br />
Fig. 14.6).<br />
(14.2)<br />
Dabei werden umgebende Teilchen aufgezehrt, wobei die treibende Kraft<br />
die Verringerung der Oberfläche und demnach der Oberflächenenergie ist.<br />
In Fig. 14.6 sind die beiden Teilschritte zusammengestellt. Darin bedeuten<br />
f T ...ausgeschiedene Teilchenmenge d T ...Teilchendurchmesser<br />
Seite 384
Kap. 14: <strong>Ausscheidung</strong>, Aushärtung<br />
Werkstoffe und Fertigung I – Metalle<br />
Inkubationszeit<br />
Die Inkubationszeit bis zur Keimbildung ist abhängig von der Keimbildungsenthalpie<br />
ΔG K<br />
und vom Diffusionskoeffizienten D<br />
t K<br />
=<br />
f( ΔG K<br />
, D)<br />
ΔG K<br />
Keimbildungsenthalpie (siehe Fig. 14.3)<br />
(14.3)<br />
Fig. 14.5 Ostwaldreifung<br />
Bei t K bilden sich Keime der Grösse d TK , deren Zahl in der Folge genähert<br />
konstant bleibt.. Diese wachsen im übersättigten Mischkristall; deshalb<br />
nimmt sowohl ihr Durchmesser als auch der Volumenanteil f T zu, der Abstand<br />
D T nimmt ab. Nach Beendigung der <strong>Ausscheidung</strong> ist f T konstant,<br />
der Teilchendurchmesser d T nimmt durch Ostwaldreifung nach einem anderen<br />
Zeitgesetz zu und damit auch D T , weil die Teilchenzahl n T abnimmt.<br />
Fig. 14.6 <strong>Ausscheidung</strong>sverlauf über der Zeit<br />
Seite 385
Kap. 14: <strong>Ausscheidung</strong>, Aushärtung<br />
Werkstoffe und Fertigung I – Metalle<br />
Anspringen von<br />
Versetzungslinien<br />
14.4 Mechanische Eigenschaften durch Teilchenhärtung<br />
Teilchen stellen, sofern sie fester sind als die Matrix, Hindernisse für die<br />
Wanderung von Versetzungen dar. Genügende Schubspannung vorausgesetzt,<br />
können Versetzungen durch Umgehen oder durch Schneiden Teilchen<br />
überwinden.<br />
Die kritische Teilchengrösse d Tc gilt als Grenze zwischen dem Auftreten<br />
des Umgehungsmechanismus und des Schneidmechanismus. Die höchste<br />
erforderliche Schubspannung zum Umgehen von Teilchen wird erreicht,<br />
wenn die Versetzung sich zwischen den Teilchen zu einem Halbkreis ausbiegt.<br />
Das ist zugleich die Grenzspannung gegen Umgehen.<br />
G⋅<br />
b<br />
Δσ T ≤ -----------<br />
D T<br />
Fig. 14.7 Links: Umgehen eines Teilchens durch Versetzungen unter Hinterlassung<br />
von Versetzungsringen.<br />
Rechts: Schneiden. Jede durchlaufende Versetzung erzeugt eine Verschiebung<br />
um einen Burgersvektor.<br />
G⋅<br />
b<br />
Widerstand gegen Umgehen: τ U<br />
= -----------<br />
(14.4)<br />
D T<br />
Fig. 14.8 Repräsentative Gleitfläche<br />
Die Grenzspannung gegen Schneiden erhält man, wenn man davon ausgeht,<br />
dass die auf einer repräsentativen Gleitfläche wirkende Schubspannung<br />
auf das Teilchen umgelagert wird, dessen Scherfestigkeit τ c<br />
überschreitet, was gemäss Fig. 14.8 bedeutet, dass<br />
τ S ( D T + d T ) 2 π 2<br />
⋅ = τ c ⋅ --d (14.5)<br />
4 T<br />
Seite 386
Kap. 14: <strong>Ausscheidung</strong>, Aushärtung<br />
Werkstoffe und Fertigung I – Metalle<br />
und somit folgt<br />
Widerstand gegen Schneiden:<br />
2<br />
d T<br />
τ S<br />
= k ⋅ τ c<br />
⋅ -------------------------<br />
( D T<br />
+ d T<br />
) 2 (14.6)<br />
Umgehen wenn τ U < τ S ; τ > τ U<br />
(14.7)<br />
Schneiden, wenn τ S<br />
< τ U ; τ > τ S<br />
(14.8)<br />
ρ 1 > ρ 2 > ρ 3 > ρ 4<br />
τ 1 < τ 2 < τ 3 < τ 4<br />
ρ 1 τ 1 τ S1<br />
Fig. 14.9 Ausbiegen einer Versetzungslinie<br />
Fig. 14.9 zeigt die Wechselwirkung: Bei kleinen Teilchen beult die Versetzung<br />
bis zur Erreichung der Scherspannung um aus, wenn =<br />
erreicht und das Teilchen um einen Burgersvektor nachgibt. Mit zunehmender<br />
Teilchengrösse beult die Versetzung mehr und mehr aus bevor das<br />
Teilchen abschert, bis die Versetzung bei τ 4 den Halbkreis ρ 4 erreicht und<br />
damit das Teilchern umgeht und einen Versetzungsring um das Teilchen<br />
zurücklässt.<br />
Tab. 14.1 zeigt verschiedene Werkstoffe, deren Festigkeitssteigerung auf<br />
der Bildung von Teilchen beruht. Vgl. dazu auch Tab. 8.2 „Verwendungstemperaturen<br />
und Legierungsbestandteile von Superlegierungen“ im Kapitel<br />
Kriechen und Kriechbruch.<br />
Seite 387
Kap. 14: <strong>Ausscheidung</strong>, Aushärtung<br />
Werkstoffe und Fertigung I – Metalle<br />
Aushärtbare Legierungen<br />
Aluminium:<br />
AlCu4Mg1 (Duralumin), AlMgSi, AlSi1MgMn, AlZn4,5Mg1<br />
Superlegierungen:<br />
Ni Cr Co – Matrix mit einigen % Al, Si, Ti, Mo, Nb, W<br />
zur Bildung der temperaturstabilen <strong>Ausscheidung</strong>sphasen<br />
NiFeCr12Mo, NiCr19CoMo warmfest bis über 800 °C<br />
NiCr18Co, NiCr15Co warmfest bis über 900 °C<br />
Stähle: HSLA (High Strength Low Alloy) Nb, Ti<br />
Cu – Legierungen: CuBe (Beryllium Bronze, 3% Be),<br />
CuCoBe, CuAlNiSi<br />
Tab. 14.1 Beispiele von aushärtbaren Werkstoffen<br />
Fig. 14.10 zeigt die Grundlagen zur Einstellung der idealen Teilchenverteilung.<br />
Die Kurven 1 bis 4 kennzeichnen jeweils einen Status der Keimbildung<br />
und demnach entspricht jede dieser Kurven einer Unterkühlung.<br />
Die Kurven zeigen die nach bestimmter Auslagerungszeit erreichten<br />
Streckgrenzen der anfänglichen Teilchenanordnung.<br />
Nach einer Inkubationszeit t k bilden sich Keime, deren Anzahl durch die<br />
Unterkühlung gesteuert wird. Für eine geringe Unterkühlung, Kurve 1, bilden<br />
sich wenige, weit auseinanderstehende Keime und demnach Teilchen.<br />
Hier ist der kritische Teilchendurchmesser d TC schnell erreicht. Bis dahin<br />
ist die Verfestigung deutlich, weil unmittelbar die spannungstragenden<br />
Querschnitte durch die ausgeschiedene Masse vergrössert werden. Danach<br />
ist die Verfestigung moderater, weil die Wirkung auf die lichte Weite zwischen<br />
den Teilchen durch ausgeschiedene Masse nicht sehr gross ist und in<br />
diesem Bereich der Umgehungsmechanismus aktiv ist.<br />
Im Bereich der Ostwaldreifung (t>t e ) werden die Teilchenabstände grösser<br />
und da der Umgehungsmechanismus aktiv ist, sinkt die Festigkeit. Die<br />
Kurven 2, 3 und 4 zeigen den gleichen Vorgang, aber für dichter stehende<br />
Teilchen. Kurve 4 kennzeichnet den Idealfall, wenn kurz vor <strong>Ausscheidung</strong>sende<br />
oder Beginn der Ostwaldreifungder Umgehungsmechanismus<br />
erreicht wird. Somit wird jedes Atom gebraucht, um den Versetzungsdurchbruch<br />
zu verhindern.<br />
Fig. 14.11 zeigt die Situation für noch dichter stehende Teilchen. dann<br />
wird der Umgehungsmechanismus erst durch Ostwaldreifung ermöglicht.<br />
Seite 388
Kap. 14: <strong>Ausscheidung</strong>, Aushärtung<br />
Werkstoffe und Fertigung I – Metalle<br />
Beispiel:<br />
Eine teilchenhärtbare Legierung kann je nach Zweitkomponenten<br />
Teilchen mit unterschiedlicher Härte ausscheiden. Zeichnen Sie den<br />
Verlauf der Streckgrenze für die Teilchen in Abhängigkeit der Auslagerungszeit<br />
für die Legierungen 1 - 7.<br />
Fig. 14.10 Abhängigkeit des Teilchendurchmessers d T , des Volumenanteils<br />
der Teilchen f T und des Streckgrenzenverlaufs σ S in Funktion<br />
der Auslagerungszeit für die Legierungen 1-4 (d Tc wird bereits im Bereich<br />
des t -Wachstums erreicht) .<br />
Seite 389
Kap. 14: <strong>Ausscheidung</strong>, Aushärtung<br />
Werkstoffe und Fertigung I – Metalle<br />
Fig. 14.11 Abhängigkeit des Teilchendurchmessers d T , des Volumenanteils<br />
der Teilchen f T und des Streckgrenzenverlaufs σ S in Funktion der<br />
Auslagerungszeit für die Legierungen 5-7. (d Tc wird erst im Bereich der<br />
Ostwaldreifung erreicht)<br />
Seite 390
Kap. 14: <strong>Ausscheidung</strong>, Aushärtung<br />
Werkstoffe und Fertigung I – Metalle<br />
Feingleiten<br />
Grobgleiten<br />
Gleitverteilung und Duktilität<br />
Zu betrachten ist noch die Kaltverfestigung von Werkstoffen mit Teilchen.<br />
Die Gleitstufen, die eine plastische Verformung in den Kristallen<br />
herbeiführen, können “grob“ oder “fein“ verteilt sein (Fig. 14.12).<br />
feine Gleitverteilung: Feingleiten<br />
h<br />
grobe Gleitverteilung: Grobgleiten<br />
h<br />
s<br />
= h s<br />
s<br />
Fig. 14.12 Möglichkeiten der Gleitverteilung und der Wechselwirkung<br />
von Versetzungen und Korngrenze: l) feine Gleitung; r) grobe Gleitung<br />
Eine grobe Gleitverteilung kann durch Abscheren von kleinen kohärenten<br />
Teilchen entstehen. In einer Ebene, in der sich eine Versetzung bewegt hat,<br />
ist der Querschnitt aller Teilchen verringert und folglich auch die kritische<br />
Schubspannung. Das führt zu einer Konzentration von Gleitungen auf diesen<br />
Ebenen. Alle parallelen Ebenen bleiben unverformt. Geht man von einer<br />
Modellvorstellung aus, dass jede Gleitebene nur eine bestimmte<br />
Gleitung bis zur Trennung ertragen kann, würde hier die Probe mit sehr<br />
kleinen makroskopischen Verformungen, d.h. praktisch spröde brechen,<br />
wenn auch lokalisiert erhebliche Gleitungen stattfinden. Findet der Umgehungsmechanismus<br />
statt, hinterlässt jede der durchgelaufenen Versetzungen<br />
einen Versetzungsring um das Teilchen, sodass es für nachfolgende<br />
Versetzungen grösser erscheint und eine gegebene Teilchenanordnung<br />
schwerer umgehbar wird. Weitere Gleitungen finden daher bevorzugt auf<br />
anderen Gleitebenen statt, die Verformung wird auf viele Gleitsysteme<br />
verteilt und der Bruch wird duktil. Fig. 14.13 zeigt die Veränderung der<br />
Duktilität und der Streckgrenze mit zunehmender Auslagerungszeit.<br />
Streckgrenze<br />
s<br />
Dehnung<br />
A r<br />
«Schneiden» «Umgehen»<br />
s<br />
f T<br />
=f Tmax<br />
d=d<br />
«grob»<br />
c<br />
«fein»<br />
Auslagerungszeit<br />
Fig. 14.13 Streckgrenze σ S , und Bruchdehnung A r in Abhängigkeit vom<br />
Gleitmodus<br />
Die Gleitverteilung ändert sich mit dem <strong>Ausscheidung</strong>szustand einer Legierung.<br />
Im homogenen Mischkristall wird sie durch die Stapelfehlerenergie<br />
bestimmt. Wenn sich kohärente Teilchen bilden, wird die Verteilung<br />
A r<br />
Seite 391
Kap. 14: <strong>Ausscheidung</strong>, Aushärtung<br />
Werkstoffe und Fertigung I – Metalle<br />
schnell gröber. Oberhalb einer bestimmten Teilchengrösse müssen die<br />
Teilchen von Versetzungen umgangen werden. Das führt zur Verfestigung<br />
der Gleitebenen und wieder zu feinerer Gleitverteilung (Fig. 14.13).<br />
Kerbempfindlichkeit<br />
Werkstoffe mit feiner Verteilung der Gleitstufe sind kerbunempfindlich<br />
wie Fig. 14.14 zeigt.<br />
Fig. 14.14 Beeinflussung der Form eines Kerbgrundes durch verschiedene<br />
Gleitverteilungen: Feine Gleitverteilung führt zu einer Vergrösserung<br />
des Kerbradius und damit zu einem Spannungsabbau. Weil dynamisch beanspruchte<br />
Werkstoffe kerbempfindlich sind, müssen sie Feingleiter sein.<br />
14.5 Sonderformen der Teilchenhärtung<br />
Alterung<br />
Unter Altern versteht man jede im Laufe der Zeit ohne gleichzeitige<br />
äussere Einwirkung eintretende Eigenschaftsänderung<br />
Abschreckalterung<br />
Abschreckalterung<br />
Unter Abschreckalterung versteht man Erscheinungen, dass weicher Stahl,<br />
dessen C und N-Atome teilweise in Zwangslösung sind, durch feinste <strong>Ausscheidung</strong><br />
dieser Stoffe versprödet. Der Härteverlauf entspricht dem der<br />
Warmaushärtung (Fig. 14.15)<br />
Reckalterung<br />
Reck- oder Verformungsalterung<br />
Als Verformungsalterung oder Reckalterung bezeichnet man das Verspröden<br />
des Stahles nach einer Kaltverformung, wobei der Ausgangszustand<br />
nicht übersättigt sein muss. Die Ursache ist ein Einwandern von Fremdatomen<br />
in die durch die Kaltverformung vermehrten Versetzungen. Der<br />
Härteverlauf entspricht dem der Kaltaushärtung.<br />
Seite 392
Kap. 14: <strong>Ausscheidung</strong>, Aushärtung<br />
Werkstoffe und Fertigung I – Metalle<br />
a) b)<br />
Fig. 14.15 Charakteristischer Härteverlauf: a) bei Kaltaushärtung;<br />
b) bei Warmaushärtung<br />
Blausprödigkeit<br />
Blausprödigkeit ist ein Sonderfall der Reckalterung. Schon während der<br />
Verformung wandern die Fremdatome in die Versetzungen ein (250–<br />
300°C). Dadurch treten ein Abfall der Dehnungswerte und ein Anstieg von<br />
σ B auf.<br />
Seite 393
Kap. 14: <strong>Ausscheidung</strong>, Aushärtung<br />
Werkstoffe und Fertigung I – Metalle<br />
Seite 394