

Ultrason E, S, P - BASF Plastics Portal
Ultrason E, S, P - BASF Plastics Portal
Ultrason E, S, P - BASF Plastics Portal

Sie wollen auch ein ePaper? Erhöhen Sie die Reichweite Ihrer Titel.
YUMPU macht aus Druck-PDFs automatisch weboptimierte ePaper, die Google liebt.
<strong>Ultrason</strong> ® in der Verarbeitung<br />
Spritzgießen<br />
35<br />
Wiederverarbeitung, Wiederverwertung<br />
Rezyklat aus Angüssen, Ausschussteilen und dergleichen<br />
können bei <strong>Ultrason</strong> ® -Marken in begrenztem Umfang ( bis<br />
ca. 20 %) wiederverwendet werden, sofern sie nicht verschmutzt<br />
sind und das Material bei der vorangegangenen<br />
Verarbeitung nicht thermisch geschädigt wurde. <strong>Ultrason</strong> ®<br />
nimmt als Mahlgut besonders schnell Feuchtigkeit auf. Auch<br />
wenn das Mahlgut trocken gelagert wird, ist eine Trocknung<br />
kurz vor der Verarbeitung unbedingt notwendig. Der Zusatz<br />
von Mahlgut zum frischen Granulat kann den Einzug, das<br />
Fließ- und Entformungsverhalten sowie die mechanischen<br />
Eigenschaften, namentlich die Schlagzähigkeit, verändern.<br />
Für hochwertige technische Teile sollte deshalb nur Neuware<br />
verwendet werden.<br />
Spritzgießen<br />
<strong>Ultrason</strong> ® lässt sich auf allen handelsüblichen Spritzgießmaschinen<br />
verarbeiten; entscheidend sind aber die richtige<br />
Auslegung der Plastifiziereinheit sowie die Temperierung des<br />
Spritzaggregates und des Werkzeuges.<br />
Flach geschnittene Schnecken nehmen weniger Material<br />
auf als tief geschnittene. Somit ist auch die Verweilzeit der<br />
Schmelze im Zylinder kürzer. Daraus folgt, dass das Granulat<br />
schonender aufgeschmolzen und thermisch nicht so<br />
stark belastet wird. Das wirkt sich vorteilhaft auf die Qualität<br />
der Formteile aus.<br />
Schneckenspitze, Rückströmsperre<br />
Wichtig für einen störungsfreien Schmelzefluss in der Plastifiziereinheit<br />
sind die Ausführungen der Schneckenspitze und<br />
der Rückströmsperre.<br />
Maschinendüse<br />
Es können sowohl offene Düsen, als auch Nadelverschlussdüsen<br />
verwendet werden. Offene Düsen werden oft wegen<br />
ihrer strömungsgünstigeren Ausführung den Verschlussdüsen<br />
vorgezogen; sie ermöglichen besonders beim Umstellen<br />
von Farben einen leichteren Wechsel. Dagegen ist erstarrte<br />
Schmelze bei Verschlussdüsen leichter und sauberer aus<br />
der Düsenbohrung zu entfernen als bei offenen Düsen.<br />
Bei Unsicherheiten hinsichtlich der thermischen Belastbarkeit<br />
von Maschinenteilen ( z. B. Zylinder, Zylinderkopf, Verschraubungen,<br />
etc. ) sollte unbedingt Rücksprache mit dem<br />
Maschinenhersteller gehalten werden.<br />
Plastifiziereinheit<br />
Dreizonenschnecken<br />
Die für andere technische Thermoplaste üblichen eingängigen<br />
Dreizonenschnecken eignen sich auch für die Spritzgießverarbeitung<br />
von <strong>Ultrason</strong> ® . Eine wirksame Schneckenlänge<br />
von 18 bis 22 D mit einer Gangsteigung von 0,8 bis<br />
1,0 D hat sich für die Verarbeitung von <strong>Ultrason</strong> ® besonders<br />
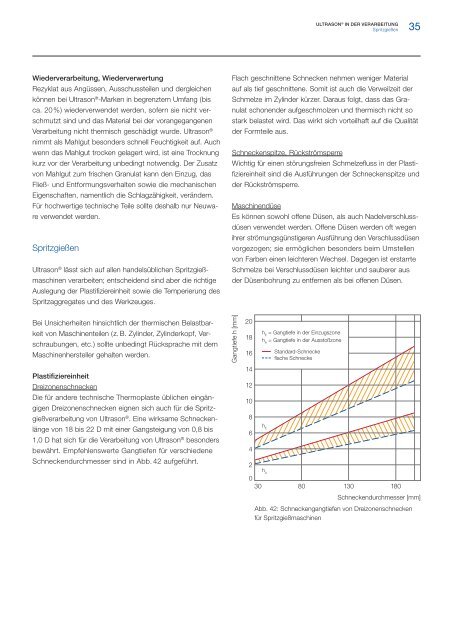
bewährt. Empfehlenswerte Gangtiefen für verschiedene<br />
Schneckendurchmesser sind in Abb. 42 aufgeführt.<br />
Gangtiefe h [mm]<br />
20<br />
18<br />
16<br />
14<br />
12<br />
10<br />
8<br />
6<br />
4<br />
2<br />
h E<br />
= Gangtiefe in der Einzugszone<br />
h A<br />
= Gangtiefe in der Ausstoßzone<br />
h E<br />
h A<br />
Standard-Schnecke<br />
flache Schnecke<br />
0<br />
30 80<br />
130 180<br />
Schneckendurchmesser [mm]<br />
Abb. 42: Schneckengang tiefen von Dreizonenschnecken<br />
für Spritzgieß maschinen














