Darex V-391 - Otto Bitzer GmbH
Darex V-391 - Otto Bitzer GmbH
Darex V-391 - Otto Bitzer GmbH

Erfolgreiche ePaper selbst erstellen
Machen Sie aus Ihren PDF Publikationen ein blätterbares Flipbook mit unserer einzigartigen Google optimierten e-Paper Software.
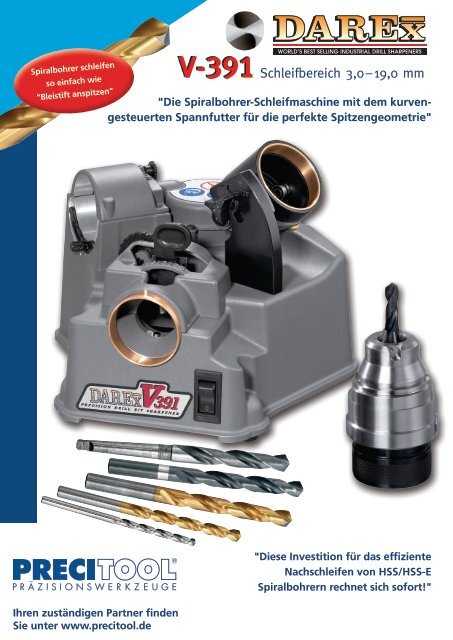
Spiralbohrer schleifen<br />
so einfach wie<br />
"Bleistift anspitzen"<br />
Schleifbereich 3,0 – 19,0 mm<br />
"Die Spiralbohrer-Schleifmaschine mit dem kurvengesteuerten<br />
Spannfutter für die perfekte Spitzengeometrie"<br />
Ihren zuständigen Partner finden<br />
Sie unter www.precitool.de<br />
"Diese Investition für das effiziente<br />
Nachschleifen von HSS/HSS-E<br />
Spiralbohrern rechnet sich sofort!"
Schleifbereich 3,0 – 19,0 mm<br />
Bedienungshinweise:<br />
Positionieren des Spiralbohrers -<br />
einschließlich Hinterschliffeinstellung<br />
"Die DAREX-Spiralbohrer-Schleifmaschine V-<strong>391</strong><br />
hat durch ihr einmaliges Handling eine hohe<br />
Akzeptanz im Handwerk und in der Industrie!"<br />
1. Positionieren<br />
Positionierklauen<br />
Technische Daten:<br />
Motor:<br />
230 Volt | 3.0 A | 50 HZ | 2850 U/min.<br />
Gewicht: 8,2 kg.<br />
Abmessung:<br />
300 (B) x 280 (H) x 230 (T) mm<br />
Maschine entspricht<br />
den EG-Richtlinien<br />
(89/EWG) i.d.F.91/368/EWG (EEC)<br />
2. Schleifvorgang Vorher<br />
Axiallager<br />
Spitzenwinkel 118°-140° einstellen<br />
Schleifvorgang über axiales<br />
und radiales Kugellager<br />
Spitzenwinkel<br />
118°-140°<br />
Radiallager<br />
Nachschliff<br />
ohne<br />
Ausspitzung<br />
3. Ausspitzvorgang<br />
Anschlagschraube<br />
für Ausspitztiefe<br />
Ausspitzungsvorgang mit Voreinstellung,<br />
Ausspitztiefe und Stegbreite<br />
Einstellen<br />
der Stegbreite<br />
Nachschliff<br />
mit<br />
Ausspitzung<br />
Zusatzoptionen:<br />
CBN-Schleifscheibe Art.-Nr.: 35166<br />
DIA-Schleifscheibe Art.-Nr.: 35167<br />
Anwendungsvideo<br />
„Die auf der DAREX V-<strong>391</strong> nachgeschliffenen Spiralbohrer, überzeugen<br />
durch sehr gute Zerspanungsleistung und enge Bohrungstoleranzen!“<br />
Stand: 11.212 · Irrtümer und Änderungen vorbehalten!
Handwerk<br />
+ Industrie<br />
<strong>Darex</strong> Schleifmaschine V-<strong>391</strong><br />
Professionelle Spiralbohrer-Schleifmaschine <strong>Darex</strong> V-<strong>391</strong><br />
Scharf gemacht<br />
Der Einsatz hochwertiger Bohrer ist in der Metallverarbeitung eine<br />
Selbstverständlichkeit. Da diese Bohrer im Vergleich zu einfachen<br />
Heimwerkerausführungen relativ teuer sind, müssen sie gepflegt<br />
und regelmäßig nachgeschliffen werden. Das Schleifen wird für kleine und<br />
mittlere Betriebe im Regelfall von externen Schleifereien durchgeführt, die beispielsweise<br />
für das Schärfen eines 19-mm-Spiralbohrers etwa 20 Euro aufrufen.<br />
Sonderdruck<br />
Das geht ins Geld und kostet Zeit. Die <strong>Darex</strong><br />
V-<strong>391</strong> bietet die Möglichkeit, in beiden<br />
Fällen deutlich zu sparen, da mit ihr fast alle<br />
Spiralbohrer von 3 bis 19 mm Durchmesser<br />
schnell und einfach geschliffen werden<br />
können.<br />
Kommen außer HSS, Kobalt und Titanbeschichtungen<br />
auch Vollhartmetallbohrer<br />
(VHM) zum Einsatz, wird die serienmäßige<br />
Schleifscheibe gegen eine optionale<br />
Diamantschleifscheibe (315 Euro) ausgetauscht.<br />
Die Standzeit der Scheiben liegt bei<br />
etwa 1000 Schärfvorgängen.<br />
Ausstattung<br />
Das Schleifgerät erinnert im ersten Moment<br />
an eine optische oder nautische Einrichtung.<br />
Die drei Öffnungen dienen der<br />
schrittweisen Bearbeitung der Bohrer. Die<br />
vordere dient der korrekten Justierung<br />
des Bohrers im Schleiffutter, die für den<br />
Schleifvorgang unverzichtbar ist. Die obere,<br />
schwenkbare Halterung führt zum eigentlichen<br />
Schleifvorgang, der für den Standardschliff<br />
ausreichend ist. In der dritten<br />
Führung kann der Schliff durch eine besondere<br />
Anschlifftechnik, das sogenannte Ausspitzen,<br />
aufgewertet werden. Damit kann<br />
die Querschneide verkleinert werden, um<br />
Vorschubkraft und damit das Bohrmoment<br />
zu reduzieren. Alle Vorrichtungen verfügen<br />
über separate Voreinstellungen, die eine<br />
Anpassung des Schliffs an spezielle Anwendungen<br />
ermöglicht.<br />
Im Einsatz<br />
Zugegeben, ein wenig sollte der Anwender<br />
über die Eigenarten von Bohrern (siehe<br />
Kasten) schon wissen, um mit diesem Gerät<br />
schnell zum Erfolg zu kommen. Nach<br />
knapp einer Stunde Übung war ich mit<br />
dem Schleifgerät so weit vertraut, dass die<br />
ersten Bohrer sauber geschärft beziehungsweise<br />
geschliffen werden konnten. Tipp:<br />
Verwenden Sie zum Üben einfache, preis-<br />
Bohrerausführungen<br />
von oben<br />
nach unten: Vollhartmetall<br />
(VHM),Vollhartmetall<br />
(Titannitrid-beschichtet) und<br />
Flachnutbohrer (Vollhartmetall)<br />
Die Justierung des Bohrers im Futter ist denkbar einfach.<br />
Nach dem Einstecken wird der Bohrer gedreht, bis die<br />
Sperrklinken an der schmalsten Stelle eingreifen<br />
Zum Schleifen von Vollhartmetallboh-rern<br />
ist der Wechsel<br />
zur Diamantscheibe (315 Euro)<br />
erforderlich<br />
Sonderdruck<br />
3/10
So ein ausgenudelter Bohrer<br />
hat die Arbeit inzwischen<br />
aufgegeben …<br />
werte Bohrer mit einer Stärke um 10 mm.<br />
Bei dieser Stärke können Sie das Ergebnis<br />
sofort optisch überprüfen. Wenn es dann<br />
so richtig klappt, dauert ein kompletter<br />
Schärfvorgang je nach Durchmesser im<br />
Mittel eine halbe Minute. Um lange Freude<br />
am Bohrerschleifen zu haben, sollten die<br />
Führungseinrichtungen regelmäßig von<br />
Schleifspänen gereinigt werden. Die Schleifscheiben<br />
selbst sind wartungsfrei, bedürfen<br />
jedoch auch hin und wieder der Reinigung<br />
mit einem ölfreien Lösungsmittel, was den<br />
Ausbau der Scheibe verlangt.<br />
… wenn er nicht ausgeglüht<br />
ist, kann er nach dem<br />
Grundschliff wieder vollwertig<br />
eingesetzt werden<br />
Um die Leistung des Bohrers<br />
zu erhöhen, kann er mit<br />
einem Kreuzanschliff versehen<br />
werden<br />
Info: Kleine Bohrerkunde<br />
118° STANDARDSPITZE (HSS):<br />
Der Spitzenwinkel 118 Grad des Spiralbohrers wird<br />
standardmäßig für allgemeine Bohrzwecke verwendet.<br />
Damit lassen sich Löcher in weiche oder kohlenstoffarme<br />
Werkstoffe wie kalt gewalztem Stahl, Aluminium<br />
und Holz bohren. In der Regel wird der Standardbohrer<br />
aus Schnellarbeitsstahl (HSS) gefertigt. Die Bohrerspitze<br />
kann problemlos ausgespitzt werden, wodurch aus<br />
dem Bohrer ein Hochleistungsbohrer wird.<br />
135° KREUZANSCHLIFF FÜR<br />
HOCHLEISTUNGSBOHRER:<br />
Der fl achere Spitzenwinkel dieses Bohrers eignet<br />
sich für härtere, zähere Werkstoffe wie gehärteter<br />
Stahl, harte Legierungen und harte Gussmetalle. Da<br />
dieser Bohrer einen dickeren Kern und einen fl achen<br />
Spitzenwinkel aufweist, werden mit dieser Bohrspitze<br />
die besten Ergebnisse erreicht, wenn der Kreuzanschliff<br />
beibehalten wird.<br />
AUSGESPITZTE BOHRER<br />
(KREUZANSCHLIFF):<br />
Ausgespitzte Spiralbohrer zentrieren sich beim Anbohren<br />
sehr gut. Diese Eigenschaft wird als Selbstzentrierung<br />
bezeichnet, wodurch oft das Ankörnen<br />
oder Zentrierbohren wegfällt. Die Querschneide eines<br />
Standardbohrers muss erst einen Bereich in der Mitte<br />
des Bohrlochs abtragen, ehe die Schneiden die Materialspäne<br />
abtransportieren können. Ein ausgespitzter<br />
Bohrer beginnt dagegen aufgrund der zusätzlichen<br />
Schneiden an der Querschneide sofort mit dem Zerspanen.<br />
Eine Bohrerspitze mit Kreuzanschliff erfordert<br />
im Vergleich mit nicht ausgespitzten oder Standardbohrern<br />
weitaus weniger Vorschubkraft.<br />
Beim Nachschleifen sollte der ursprünglich vorhandene<br />
Spitzenwinkel des Bohrers übernommen werden. Er kann<br />
zwischen 118° und 140° eingestellt werden<br />
<strong>Darex</strong> Schleifmaschine V-<strong>391</strong><br />
Vertrieb:<br />
Brinkmann + Wecker, Paderborn<br />
Preis:<br />
um 2.320 Euro<br />
Hotline: 05254 9200-0<br />
Internet:<br />
www.brinkmann-wecker.com<br />
Technische Daten:<br />
Motor:<br />
230 V / um 0,7 kW<br />
Drehzahl: 2850 min -1<br />
Bohrerdurchmesser:<br />
3,0 – 19,0 mm<br />
Spitzenwinkel: 118 – 140°<br />
Abmessungen (B/H/T):<br />
300 x 280 x 230 mm<br />
Gewicht:<br />
8,2 kg<br />
Soll ein bereits geschliffener Bohrer noch einen Kreuzanschliff<br />
(Ausspitzen) erhalten, wird er hier erst auf der<br />
einen Seite dann um 180° gedreht angeschliffen, damit<br />
die Flächen symmetrisch ausgebildet werden<br />
Fazit<br />
Die Schleifmaschine <strong>Darex</strong> V-<strong>391</strong> ist für regelmäßige<br />
Benutzer höherwertiger Bohrer<br />
ein echter Gewinn, da das Nachschleifen<br />
und Schärfen dieser Werkzeuge jetzt preiswert<br />
und schnell selbst durchgeführt werden<br />
kann. Für kleine und mittlere Betriebe<br />
ist sie eine Investition, die sich schnell armortisiert.<br />
Dipl.-Ing. Gerd Seibring<br />
Note:<br />
Positionieren: 25% 1,2 llllll<br />
Schleifen: 30% 1,2 llllll<br />
Ausspitzen: 20% 1,4 llllll<br />
Bedienung: 15% 1,5 llllll<br />
Ausstattung: 10% 1,2 llllll<br />
Bewertung:<br />
gute Schleifergebnisse / ruhiger Lauf<br />
Scheibenreinigung<br />
Handwerk + Industrie<br />
1,3<br />
3/2010<br />
Spitzenklasse Preis/Leistung: gut<br />
VOLLHARTMETALL-BOHRER (VHM):<br />
Der Spitzenwinkel dieser Bohrer liegt in der Regel<br />
zwischen 130° und 135°. Vollhartmetall ist härter und<br />
spröder als Schnellstahl und Kobalt. Diese Art Bohrer<br />
wird zum Bohren von gehärtetem Stahl, Legierungen,<br />
Glas usw. verwendet.<br />
FLACHNUT- UND KOBALTBOHRER:<br />
Diese Bohrer haben einen dickeren Kern als reguläre<br />
Spiralbohrer. Flachnut-Bohrer werden zum Bohren tiefer<br />
Löcher und Kobaltbohrer zum Bohren von Löchern<br />
in zäheren Metallen verwendet. Sie sind in der Mitte<br />
(Kern) besonders dick und weisen einen Kreuzanschliff<br />
auf. Diese Bohrer sind oft mit Titannitrid (TiN) beschichtet,<br />
das aufgetragen wird, um die Zerspanungsleistung<br />
von Spiralbohrern zu erhöhen.<br />
FREIWlNKEL:<br />
Der Freiwinkel eines Spiralbohrers ist der nach unten<br />
verlaufende Winkel zwischen den Schneiden (Vorderkante)<br />
und dem Hinterschliff (Rückenkante) an der<br />
Bohrerspitze. (Wenn die Bohrerschneiden über die Rückenkante<br />
hinausgehen ( negativer Hinterschliff ) kann<br />
der Spiralbohrer nicht in das Werkzeug eindringen.<br />
QUERSCHNEIDENWINKEL:<br />
Die Querschneide ist die Linie, die quer über die<br />
Bohrerspitze verläuft. Der Winkel der Querschneide liegt<br />
zwischen 120° und 135°. Man kann sich die Bohrerspitze<br />
auch als Zeigerblatt einer Uhr vorstellen: Wenn die<br />
Schneiden horizontal sind, sollte die Querschneide auf<br />
die 1-Uhr- und die 7-Uhr-Position zeigen. Dieser Winkel<br />
ist der typischste Querschneidenwinkel. (55 Grad)<br />
KERN:<br />
Der Kern beschreibt die zentrale Dicke einer Bohrerspitze.<br />
Die Dicke eines neuen Bohrers entspricht<br />
gewöhnlich 18 % des Bohrerdurchmessers. Wenn die<br />
Bohrerspitze angeschliffen und dadurch kürzer wird,<br />
erhöht sich die Kerndicke. Durch ausspitzen oder ausdünnen<br />
des Bohrerkerns bleibt die Zerspanungsleistung<br />
der Bohrspitze erhalten.<br />
3/10<br />
Sonderdruck