Verarbeitung von VESTAMID® L, D, E und Terra
Verarbeitung von VESTAMID® L, D, E und Terra
Verarbeitung von VESTAMID® L, D, E und Terra

Erfolgreiche ePaper selbst erstellen
Machen Sie aus Ihren PDF Publikationen ein blätterbares Flipbook mit unserer einzigartigen Google optimierten e-Paper Software.
<strong>Verarbeitung</strong> <strong>von</strong> VESTAMID® L, D, E <strong>und</strong> <strong>Terra</strong><br />
VESTAMID® Formmassen werden in<br />
Granulatform verarbeitet. Dazu empfehlen<br />
wir die Einhaltung der im<br />
Folgenden aufgeführten Hinweise.<br />
E<strong>von</strong>ik entwickelt mit seinen K<strong>und</strong>en technisch<br />
anspruchsvolle Systemlösungen. Daher bieten<br />
wir eine umfassende anwendungstechnische<br />
Beratung an. Dazu zählt auch die Unterstützung<br />
durch Simulationsrechnungen bei der Entwicklung<br />
<strong>von</strong> Werkzeugen <strong>und</strong> Formteilen.<br />
Trocknung<br />
VESTAMID® Formmassen werden in Granulatform<br />
in feuchtigkeitsdichten Gebinden mit 25 kg<br />
Fassungsvermögen geliefert, nach beidseitiger<br />
Übereinkunft auch in Oktabins zu 1000 kg. Aus<br />
einem gerade geöffneten Gebinde können die<br />
Formmassen ohne weitere Vortrocknung sofort<br />
verarbeitet werden. Die Lagerungsdauer ist bei<br />
üblichen Lagerbedingungen nahezu unbegrenzt,<br />
wenn die Verpackung nicht beschädigt ist. Eine<br />
Lagertemperatur <strong>von</strong> 45 °C sollte - vor allem bei<br />
weichgemachten Formmassen - nicht überschritten<br />
werden.<br />
Vor dem Öffnen eines Gebindes sollte der Inhalt<br />
Umgebungstemperatur angenommen haben,<br />
damit sich kein Kondenswasser bilden kann. Da<br />
VESTAMID® Granulat langsam Luftfeuchtigkeit<br />
aufnimmt, müssen angebrochene, nicht entleerte<br />
Säcke wieder so dicht wie möglich verschlossen<br />
werden. Der mit einem Deckel verschlossene<br />
Vorratstrichter der <strong>Verarbeitung</strong>smaschine sollte<br />
nur mit soviel Granulat gefüllt werden, wie in<br />
etwa zwei St<strong>und</strong>en verarbeitet werden kann.<br />
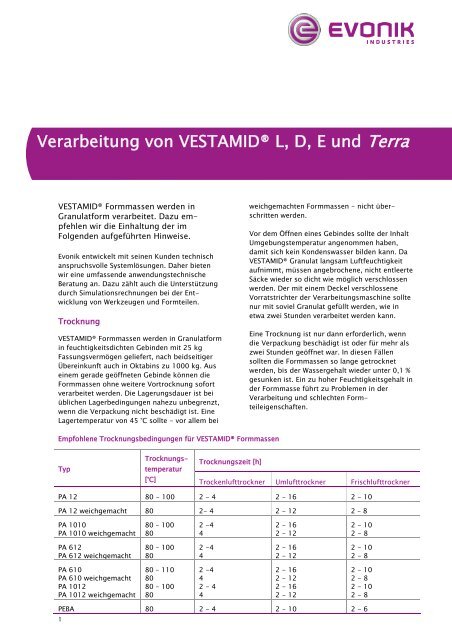
Empfohlene Trocknungsbedingungen für VESTAMID® Formmassen<br />
Typ<br />
Eine Trocknung ist nur dann erforderlich, wenn<br />
die Verpackung beschädigt ist oder für mehr als<br />
zwei St<strong>und</strong>en geöffnet war. In diesen Fällen<br />
sollten die Formmassen so lange getrocknet<br />
werden, bis der Wassergehalt wieder unter 0,1 %<br />
gesunken ist. Ein zu hoher Feuchtigkeitsgehalt in<br />
der Formmasse führt zu Problemen in der<br />
<strong>Verarbeitung</strong> <strong>und</strong> schlechten Formteileigenschaften.<br />
Trocknungstemperatur<br />
Trocknungszeit [h]<br />
[°C] Trockenlufttrockner Umlufttrockner Frischlufttrockner<br />
PA 12 80 - 100 2 - 4 2 - 16 2 - 10<br />
PA 12 weichgemacht 80 2- 4 2 - 12 2 – 8<br />
PA 1010<br />
PA 1010 weichgemacht<br />
80 – 100<br />
80<br />
2 -4<br />
4<br />
2 - 16<br />
2 - 12<br />
2 - 10<br />
2 - 8<br />
PA 612<br />
PA 612 weichgemacht<br />
80 – 100<br />
80<br />
2 -4<br />
4<br />
2 - 16<br />
2 - 12<br />
2 - 10<br />
2 - 8<br />
PA 610<br />
PA 610 weichgemacht<br />
PA 1012<br />
PA 1012 weichgemacht<br />
80 – 110<br />
80<br />
80 – 100<br />
80<br />
2 -4<br />
4<br />
2 - 4<br />
4<br />
2 - 16<br />
2 - 12<br />
2 - 16<br />
2 - 12<br />
2 - 10<br />
2 - 8<br />
2 - 10<br />
2 - 8<br />
PEBA 80 2 - 4 2 - 10 2 - 6<br />
1
Unverträglichkeit mit anderen<br />
Thermoplasten<br />
VESTAMID ist mit den meisten anderen Kunststoffen,<br />
auch mit anderen Poylamiden, nicht<br />
verträglich. Selbst die VESTAMID® Formmassen<br />
auf Basis <strong>von</strong> PA 12 <strong>und</strong> PA 612 sind nicht<br />
miteinander verträglich. Nur zwischen den PA<br />
12-Formmassen <strong>und</strong> den PA 12-Elastomeren<br />
besteht eine begrenzte Verträglichkeit. Formteile<br />
aus VESTAMID®, die Spuren eines fremden<br />
Kunststoffes enthalten, weisen im allgemeinen<br />
schlechtere Eigenschaften auf verglichen mit<br />
einem Formteil aus einem nicht verunreinigten<br />
VESTAMID®. Durch Verunreinigung mit<br />
Fremdmaterial vermindert sich besonders die<br />
Festigkeit <strong>von</strong> Zusammenflussstellen der<br />
Schmelze hinter Pinolen bei der Extrusion oder<br />
hinter Kernen beim Spritzgießen. Vor<br />
Produktionsbeginn muss die <strong>Verarbeitung</strong>smaschine<br />
daher sorgfältig gereinigt werden.<br />
Einfärben <strong>von</strong> VESTAMID®<br />
Wir liefern VESTAMID® Formmassen in einer<br />
Reihe <strong>von</strong> Standardfarben. Spezielle Farbeinstellungen<br />
sind bei einer ausreichend großen<br />
Abnahmemenge möglich.<br />
VESTAMID® Formmassen können auch während<br />
der <strong>Verarbeitung</strong> eingefärbt werden. Hier sollten<br />
bevorzugt Masterbatches auf Basis PA 12 für<br />
PA 12- oder PEBA-Formmassen <strong>und</strong> PA 612 für<br />
PA 612-Formmassen verwendet werden.<br />
Gleiches gilt für PA 610, PA 1010 <strong>und</strong> PA 1012<br />
Formmassen. Die Trockeneinfärbung mit fein<br />
gepulverten Farbmitteln ist ebenfalls möglich,<br />
aber unbequem; eine pneumatische Förderung<br />
des Granulats ist dann ausgeschlossen. Die<br />
Verwendung <strong>von</strong> Farbpasten auf „neutraler” Basis<br />
(z. B. Polyethylen) kann zu Unverträglichkeiten<br />
mit der VESTAMID® Formmasse <strong>und</strong> schließlich<br />
zu schlechten Eigenschaften des Formteils<br />
führen (geringe Bindenahtfestigkeit oder<br />
Kälteschlagzähigkeit). Daher sollte die<br />
Verträglichkeit der Farbpaste unbedingt vorab<br />
geprüft werden.<br />
<strong>Verarbeitung</strong> <strong>von</strong> VESTAMID®<br />
Formmassen<br />
Im Allgemeinen sollte bei der <strong>Verarbeitung</strong> <strong>von</strong><br />
Thermoplasten auf eine ausreichende Belüftung<br />
der Fertigungshalle geachtet werden. Es empfiehlt<br />
sich, über der Maschinendüse eine zusätzliche<br />
Absaugung anzubringen. Dies gilt in<br />
erhöhtem Maße bei der <strong>Verarbeitung</strong> <strong>von</strong> weichmacher-<br />
oder flammschutzhaltigen Formmassen.<br />
Unter ungünstigen Bedingungen, beispielsweise<br />
der <strong>Verarbeitung</strong> bei zu hohen Temperaturen<br />
oder dem Abbrennen <strong>von</strong> Polymerresten bei der<br />
Reinigung <strong>von</strong> Schnecken, können geringe Mengen<br />
ges<strong>und</strong>heitsgefährdender flüchtiger Substanzen<br />
entstehen. Deshalb sollte das Reinigen<br />
der Schnecken durch Abbrennen immer unter<br />
einem Abzug erfolgen. Weitere Angaben sind<br />
dem jeweiligen Sicherheitsdatenblatt zu entnehmen.<br />
Spritzgießen<br />
Plastifiziereinheit<br />
Schnecke <strong>und</strong> Zylinder:<br />
• Dreizonenschnecke mit einer Länge <strong>von</strong> 18<br />
bis 22 D<br />
• Gangtiefenverhältnis > 2<br />
• Minimale Gangtiefe: Meteringzone 2 mm, im<br />
Einzugsbereich 4 mm<br />
• Schnecken- <strong>und</strong> Zylinderdurchmesser sollten<br />
so gewählt werden, dass ein Einzugsbereich<br />
<strong>von</strong> 1 D bis 3 D realisiert werden kann.<br />
Weitere Informationen siehe Abbildung<br />
Dreizonenschnecke auf S. 3.<br />
Schneckenumfangsgeschwindigkeit:<br />
• Optimale Einstellung im Bereich <strong>von</strong> 3 – 12<br />
m/min<br />
• Höhere Geschwindigkeiten (z.B. > 18 m/min)<br />
sind möglich, können aber zu Problemen bei<br />
der <strong>Verarbeitung</strong> führen.<br />
Düse:<br />
• Im Allgemeinen sind offene Düsen zu<br />
bevorzugen. Bei Formmassen mit geringer<br />
Viskosität (z.B. VESTAMID® L1670,<br />
VESTAMID® L1723) werden fremdbetätigte<br />
Verschlussdüsen (z.B. Nadelverschlussdüsen)<br />
empfohlen.<br />
• Der Bohrungsdurchmesser sollte ca. 0.5 bis<br />
1 mm kleiner als der Anguss sein.<br />
Rückstromsperre:<br />
• Abstand zwischen Rückstromsperre <strong>und</strong><br />
Zylinder < 0,02 mm<br />
Reinigung:<br />
• Bei geringen Verunreinigungen (z.B. bei<br />
Produktwechsel)<br />
1) Bereitstellen <strong>von</strong> hochviskosem PP <strong>und</strong><br />
Reinigungsgranulat PLEXIFIX in einem<br />
Mischungsverhältnis <strong>von</strong> 2:1<br />
2) Erhöhen der Temperatureinstellungen<br />
der Heizzonen um 30 bis 40 K, aber<br />
nicht über 300 °C<br />
3) Die Mischung mit erhöhtem Dosierweg<br />
<strong>und</strong> Staudruck plastifizieren <strong>und</strong> dann<br />
2
mit hoher Geschwindigkeit ins Freie<br />
spritzen.<br />
4) Anschließend mit der neuen Formmasse<br />
solange spülen, bis in der Schmelze<br />
keine Verunreinigungen mehr zu erkennen<br />
sind.<br />
• Hartnäckige Verunreinigungen<br />
−<br />
−<br />
können zumeist nur durch eine mechanische<br />
Reinigung <strong>von</strong> Schnecke, Zylinder,<br />
Rückstromsperre etc. beseitigt<br />
werden.<br />
In einigen Fällen führt schon die Verwendung<br />
spezieller Reinigungsmittel wie<br />
RAPID PURGE, SUPERNOVA oder<br />
ASACLEAN zum Erfolg.<br />
Schließeinheit<br />
Zuhaltekraft:<br />
• Richtgröße für den Forminnendruck bei der<br />
<strong>Verarbeitung</strong> <strong>von</strong> VESTAMID® ist 200 - 600<br />
bar.<br />
Werkzeug<br />
Anguss:<br />
• Alle herkömmlichen Anguss-Anschnittsysteme<br />
sind möglich.<br />
• Durchmesser bzw. Dicke des Nadel-, Tunnel<strong>und</strong><br />
Filmangusses > 0,6 mm<br />
Heißkanal:<br />
• Empfohlen werden <strong>von</strong> außen beheizte<br />
Heißkanalsysteme mit offenen Angussdüsen,<br />
Durchmesser < 0,6 mm<br />
Entlüftung<br />
• Entlüftungsschlitze in der Werkzeugtrennebene<br />
0,01 - 0,03 mm tief, 4 - 5 mm breit<br />
Werkzeugstahl:<br />
• Geeignete Stahlsorten sind 1.2767<br />
(X45NiCrMo4), 1.2379 (X155CrVMo121),<br />
1.2312 (40CrMnMo58) <strong>und</strong> 1.2343<br />
(X38CrMo V 51).<br />
Druckaufnehmer:<br />
• Die Verwendung eines Forminnendruckaufnehmers<br />
zur genauen Einstellung des<br />
Umschaltpunktes ist zu empfehlen.<br />
Entformen:<br />
• Im Allgemeinen ist ein zusätzliches Entformungshilfsmittel<br />
nicht notwendig.<br />
• Das Absenken der Werkzeugtemperatur<br />
erleichtert sehr häufig das Entformen.<br />
• In der Praxis haben sich Ni-P-PTFE oder<br />
TiAlOx als Beschichtungsoberflächen bewährt.<br />
<strong>Verarbeitung</strong>sbedingungen<br />
Temperaturen:<br />
• Allgemeine Hinweise zu Temperatureinstellungen<br />
siehe nachfolgende Tabellen<br />
• Werkzeugtemperaturen für PA 12 <strong>und</strong> PA 612:<br />
30 – 100 °C, für PEBA: 15 – 40 °C, für PA610,<br />
PA 1010 <strong>und</strong> PA 1012: 60 – 100°C.<br />
• Temperatureinstellungen an der Düse <strong>und</strong> den<br />
düsennahen Heizzonen auf Schmelzetemperaturniveau,<br />
bei unverstärkten Formmassen <strong>und</strong><br />
der Verwendung <strong>von</strong> offenen Düsen können<br />
etwa 10 K tiefere Temperaturen vorteilhaft<br />
sein<br />
• Empfohlen wird ein zum Trichter hin abnehmendes<br />
Temperaturprofil, in Stufen <strong>von</strong> 10 K<br />
• Die Temperatur in der Einzugszone sollte<br />
zwischen 40 <strong>und</strong> 80 °C liegen.<br />
Produktionsunterbrechungen<br />
• Bei kürzeren Produktionsunterbrechungen (bis<br />
zu einer St<strong>und</strong>e) sollte die Plastifiziereinheit<br />
entleert, die Schnecke soweit wie möglich in<br />
eine vordere Position gefahren <strong>und</strong> die<br />
Temperaturen auf 150 °C abgesenkt werden.<br />
• Bei längeren Produktionsunterbrechungen<br />
sollte zunächst mit PP oder PMMA gespült<br />
werden, anschließend die Plastifiziereinheit<br />
entleert <strong>und</strong> die Schnecke soweit wie möglich<br />
in eine vordere Position gefahren werden.<br />
Zylinderbeheizung ausschalten <strong>und</strong> das im<br />
Trichter verbliebene Material unter Ausschluss<br />
<strong>von</strong> Feuchtigkeit aufbewahren.<br />
Design einer Dreizonenschnecke<br />
3
Empfohlene <strong>Verarbeitung</strong>stemperatur für PA 12<br />
Empfohlene <strong>Verarbeitung</strong>stemperatur für PA 612<br />
VESTAMID®<br />
Verarb. temperatur [°C]<br />
VESTAMID®<br />
Verarb. temperatur [°C]<br />
L1600 190 – 230<br />
L1670 180 – 220<br />
L1700 190 – 230<br />
L1723 190 – 230<br />
D16 230 – 270<br />
D18 230 – 270<br />
D22 250 – 290<br />
DX9300 230 – 270<br />
L1833 240 – 280<br />
DX 9323<br />
240 – 280 (GF35)<br />
L1901 200 – 240<br />
L1930 240 – 280<br />
L1940 200 – 240<br />
L1950 sw 200 - 240<br />
L2128 200 – 240<br />
L-CF15 sw 230 – 270<br />
L-GB30 230 – 270<br />
L-GF15 230 – 270<br />
L-GF30 240 – 280<br />
L-R1-MHI sw 240 – 280<br />
L-R2-GF25 sw 230 – 270<br />
L-R3-MHI sw 230 – 270<br />
L-R4-MHI sw 230 – 270<br />
L-R7-MHI sw 230 – 270<br />
L-R9-MHI sw 230 – 270<br />
LX9012 200 - 240<br />
X3500 sw 240 – 280<br />
X7000 210 – 250<br />
X7166 200 – 240<br />
X7373 200 – 240+<br />
X7380 sw 240 – 280<br />
(sw = schwarz)<br />
DX9321 240 – 280<br />
DX9322 240 – 280<br />
X7094 230 – 270<br />
X7099 230 – 270<br />
Empfohlene <strong>Verarbeitung</strong>stemperatur für PEBA<br />
VESTAMID®<br />
E40-S1 180 – 220<br />
E40-S3 180 – 220<br />
E47-S1 180 – 220<br />
E47-S3 180 – 220<br />
E55-S1 200 – 240<br />
E55-S3 200 – 240<br />
E58-S4 200 - 240<br />
E62-S1 200 - 240<br />
E62-S3 200 - 240<br />
EX9200 200 - 240<br />
Verarb. temperatur [°C]<br />
Empfohlene <strong>Verarbeitung</strong>stemperatur für PA<br />
1010, PA 610 <strong>und</strong> PA 1012<br />
VESTAMID® <strong>Terra</strong><br />
DS 16 220 - 250<br />
DS 18 220 – 250<br />
DS 22 230 – 260<br />
Verarb. temperatur [°C]<br />
DS 18-GF30 230 - 260<br />
HS 16 240 - 270<br />
HS 18 240 - 270<br />
HS 22 240 – 270<br />
HS 18-GF30<br />
DD 16<br />
240 – 270<br />
210 - 240<br />
4
Extrusion<br />
Allgemeine Hinweise<br />
Schnecken- <strong>und</strong> Extruderauslegung:<br />
• Konventionelle Dreizonenschnecken mit einer<br />
Länge <strong>von</strong> ≥ 24 D<br />
• Gangtiefenverhältnis <strong>von</strong> 2,5 bis 3,5:1<br />
• Mögliche Verhältnisse zwischen Einzugs-/<br />
Kompressions- / Meteringzone: 2:1:3, 1:1:1<br />
• Radialspiel zwischen Schnecke <strong>und</strong> Zylinder:<br />
0,1 – 0,2 mm<br />
• Misch- <strong>und</strong> Scherelemente können die<br />
Schmelzehomogenität verbessern (z.B. bei<br />
Selbsteinfärbung mit Farbpulvern oder<br />
Farbkonzentraten).<br />
Weitere Informationen siehe Abbildung Dreizonenschnecke<br />
Anmerkung: Andere Schneckenkonzepte, z.B.<br />
Barriereschnecken, können ebenfalls zu guten<br />
<strong>Verarbeitung</strong>sergebnissen führen.<br />
Design einer Dreizonenschnecke<br />
Lochplatte<br />
• Bei der <strong>Verarbeitung</strong> <strong>von</strong> Originalware nicht<br />
nötig; erforderlich bei Einsatz <strong>von</strong> Siebpaketen,<br />
z.B. der <strong>Verarbeitung</strong> <strong>von</strong> Regranulat<br />
Schmelzepumpe<br />
• Empfohlen bei der <strong>Verarbeitung</strong> <strong>von</strong> Regranulat<br />
oder für den Fall, dass absolut enge<br />
Toleranzen im Extrudat eingehalten werden<br />
müssen (z.B. bei Barriereschichten in Mehrschichtrohren)<br />
• Im Allgemeinen bei gut ausgelegten Schnecken<br />
nicht notwendig<br />
5<br />
Temperatureinstellungen<br />
• Der Einzugsbereich muss gekühlt werden.<br />
• Die genauen Temperatureinstellungen hängen<br />
sowohl stark <strong>von</strong> der Art des Extrudats (Folie,<br />
Profil, Rohr, u.a.) als auch <strong>von</strong> der verwendeten<br />
Formmasse ab. Daher ist die Angabe<br />
exakter Temperatureinstellungen nicht möglich.<br />
Die Temperaturen in den ersten Heizzonen<br />
des Extruders sollten jedoch ca. 20 K<br />
oberhalb der Schmelztemperatur der Formmasse<br />
eingestellt werden, danach sollte mit<br />
einem ansteigenden Temperaturprofil bis zur<br />
Schneckenspitze gearbeitet werden. In manchen<br />
Fällen ist es vorteilhaft, die Temperaturen<br />
in den Adapter-, Werkzeug- <strong>und</strong> Düsenheizzonen<br />
zu reduzieren, um die Steifigkeit<br />
der Schmelze zu erhöhen (z.B. bei der Herstellung<br />
<strong>von</strong> Rohren).<br />
• Optimierungen können durch die Überwachung<br />
der Temperatureinstellungen <strong>von</strong> Heizbändern<br />
<strong>und</strong> der Schmelzetemperaturen sowie<br />
anhand der Schmelzekonsistenz erfolgen:<br />
− hoher Druckaufbau <strong>und</strong> matte Oberflächen<br />
der Schmelze: Anheben des Temperaturprofils<br />
− geringe Schmelzestabilität: Absenken des<br />
Temperaturprofils<br />
Liegen größere Abweichungen zwischen den<br />
eingestellten <strong>und</strong> den gemessenen Temperaturen<br />
vor, so weist dies auf eine für die<br />
VESTAMID® <strong>Verarbeitung</strong> nicht optimal ausgelegte<br />
Schnecke hin.<br />
Die Temperatureneinstellungen sollten in allen<br />
Heizzonen stets 10 K oberhalb der Schmelztemperatur<br />
liegen.<br />
Reinigung<br />
1) Temperaturerhöhung aller Heizzonen um<br />
20 K <strong>und</strong> Spülen mit PP (MFI 230/5 ≈<br />
12 g/10 min)<br />
2) Demontieren des Werkzeugs<br />
3) Erneutes Spülen mit PP <strong>und</strong> Absenken der<br />
Temperaturen auf ca. 170 °C<br />
4) Wechsel auf Reinigungsmischung aus<br />
wärmestabilisiertem PVC / Reinigungsflüssigkeit<br />
/ Glasfaser (Mischungsverhältnis<br />
98:1:1). Sollte das PVC nicht ausreichend<br />
stabilisiert sein, so sind Abbaureaktionen<br />
sehr leicht möglich.<br />
5) Schnecke ziehen <strong>und</strong> entfernen <strong>von</strong><br />
anhaftenden Rückständen auf Schnecke <strong>und</strong><br />
Zylinder<br />
6) Entfernen <strong>von</strong> Kunststoffrückständen vom<br />
Werkzeug, anschließend Polieren des<br />
Werkzeugs<br />
Störungssuche, -abhilfe<br />
• Pulsierende Schmelze verursacht durch den<br />
Extruder<br />
− Nicht ausreichende Kühlung des Einzugsbereichs<br />
− Nicht ausreichende Schmierung des<br />
Granulats<br />
− Inhomogene Granulatform (z.B. bei Verwendung<br />
<strong>von</strong> Regranulat)<br />
− Druckaufbau im Werkzeug zu niedrig<br />
− Ungeeigneter Einzugsbereich (genutet/glatt)
− Ungeeignete Schneckenauslegung<br />
− Probleme mit Motor/Getriebe<br />
Anmerkung: Ein Pulsieren der Schmelze kann<br />
auch durch eine oder mehrere Komponenten der<br />
Nachfolgeeinheit verursacht werden (siehe auch<br />
Störungssuche /-abhilfe bei der Rohrextrusion).<br />
• Unstimmigkeiten in der Temperaturmessung<br />
− Bohrung des Temperaturfühlers verschmutzt<br />
− Kein Kontakt der Thermofühlerspitze mit<br />
dem Metall<br />
− Probleme bei der Übertragung der Messwerte<br />
(z.B. durch einen defekten Thermofühler)<br />
Rohrextrusion<br />
Typische Außendurchmesser liegen im Bereich<br />
<strong>von</strong> 6 bis 16 mm. Für größere Durchmesser<br />
sprechen Sie uns an.<br />
Werkzeug:<br />
• Zur Herstellung <strong>von</strong> Monorohren sind konventionelle<br />
Werkzeugkonzepte (z.B. Stegdornhalterwerkzeug)<br />
ausreichend.<br />
• Bügelzonenlänge zwischen 20 <strong>und</strong> 50 mm<br />
• Abzugsverhältnis (entspricht dem mittleren<br />
Werkzeugdurchmesser geteilt durch den<br />
mittleren Rohrdurchmesser): 2:1 bis 1,7:1<br />
• Wandstärkenverhältnis (entspricht dem Spalt<br />
am Werkzeugaustritt geteilt durch die Wandstärke<br />
des Rohres): in etwa gleich dem<br />
Abzugsverhältnis zu wählen.<br />
• Die Extrusionslinie sollte mit einem Abzug am<br />
Werkzeug ausgerüstet sein, um Dämpfe<br />
abzusaugen, die <strong>von</strong> der Schmelze emittiert<br />
werden.<br />
Kalibrierung<br />
• Rohr- <strong>und</strong> Scheibenkalibrierungen geeignet<br />
• Einlaufradius der Kalibrierung: 5 bis 6 mm<br />
• Der Einlauf der Kalibrierung sollte gleichmäßig<br />
mit einem Wasserfilm bedeckt sein, um die in<br />
der Kalibrierung einlaufende Schmelze vorzukühlen.<br />
Dies verhindert das Festkleben der<br />
Schmelze auf der Oberfläche der Kalibrierung.<br />
Sandstrahlen der Oberfläche im Einlauf der<br />
Kalibrierung begünstigt die gleichmäßige<br />
Verteilung des Wasserfilms.<br />
• Schwankungen im Wasserlauf müssen möglichst<br />
klein gehalten werden, Druckschwankungen<br />
in der Wasserversorgung können z.B.<br />
durch ein Wasserreservoir vermieden werden,<br />
das in einer gewissen Höhe oberhalb der Anlage<br />
einen statischen Wasserdruck erzeugt.<br />
• Der Innendurchmesser der Kalibrierung sollte<br />
ca. 3 bis 6 % größer gewählt werden als der<br />
Nenndurchmesser des Rohres.<br />
• Vakuum im Vakuumtank ca. 0,1 bis 0,3 bar;<br />
das Vakuum sollte nur für die Feineinstellung<br />
des Rohraußendurchmessers gewählt werden.<br />
Wird z.B. ein höheres Vakuum benötigt, um<br />
6<br />
den Nenndurchmesser einzustellen, sollte eine<br />
Kalibrierung mit etwas größerem Durchmesser<br />
verwendet werden.<br />
Abzug<br />
• Bandabzüge sind gegenüber Blockabzügen zu<br />
bevorzugen.<br />
Beflammung<br />
• Anzuwenden, um die Haftung der Bedruckung<br />
<strong>und</strong> auch die mechanischen Eigenschaften zu<br />
verbessern.<br />
• Die Positionierung der Brenner sollte gleichmäßig<br />
um den Umfang des Rohres <strong>und</strong> nicht<br />
nur auf einer Seite des Rohres erfolgen.<br />
• Ein zusätzliches Kühlbad hinter der Beflammung<br />
ist notwendig.<br />
Störungssuche, -abhilfe<br />
Viele Probleme bei der Herstellung <strong>von</strong> PA 12-<br />
Rohren resultieren aus einem falsch eingestellten<br />
Wasserlauf beim Einlauf der Schmelze in die<br />
Kalibrierung. D.h., die korrekte Einstellung des<br />
Wasserlaufs ist <strong>von</strong> entscheidender Bedeutung<br />
für die Qualität des extrudierten Rohres.<br />
Oberflächenqualität<br />
• Matte Oberfläche<br />
− Schmelzetemperatur zu gering<br />
− Ungleichmäßiger Wasserlauf vor der Kalibrierung<br />
− Verschmutzung der Schmelze mit Fremdmaterial<br />
• Streifen auf der Außenoberfläche<br />
− Bohrungen in den Führungsscheiben des<br />
Vakuumtanks zu klein<br />
− Ungleichmäßiger Wasserlauf vor der Kalibrierung<br />
− Werkzeug beschädigt<br />
− Kalibrierung beschädigt<br />
− Verschmutzung der Schmelze mit Fremdmaterial<br />
• Blasen auf der Außenoberfläche<br />
− Feuchtigkeitsgehalt des Granulates zu hoch<br />
− Vakuum zu hoch<br />
− Spritzwasser auf der Oberfläche der<br />
Schmelze verursacht durch einen zu großen<br />
Wasserlauf vor der Kalibrierung<br />
− Wassertropfen auf der Rohroberfläche vor<br />
dem Einlauf in eine Beflammung<br />
− Große Luftblasen auf der Rohroberfläche im<br />
Vakuumtank<br />
• Wellenartige Struktur auf der äußeren<br />
<strong>und</strong>/oder inneren Oberfläche des Rohres<br />
− Vibration <strong>von</strong> Komponenten der<br />
Extrusionslinie (z.B. Abzug, Ablängeinheit,<br />
...)<br />
− Bohrungen in den Führungsscheiben zu klein<br />
− Abzugsgeschwindigkeit bei der Verwendung<br />
<strong>von</strong> Scheibenkalibrierungen zu gering
• Ungleichmäßige Rohroberfläche<br />
− Abzugs- <strong>und</strong>/oder Wandstärkenverhältnis zu<br />
klein oder zu groß<br />
− Wasser schwappt im Vakuumtank<br />
Rohrgeometrie<br />
• Ovales Rohr<br />
− Vakuum zu gering<br />
− Abstand zwischen den Bändern des Abzuges<br />
zu gering<br />
− Rohr zu heiß beim Aufwickeln<br />
• Ungleichmäßige Wandstärke<br />
− Dezentrierung des Werkzeugs<br />
− Ungleichmäßiger Wasserlauf vor der<br />
Kalibrierung<br />
• Rohr verdreht sich bei der Fertigung<br />
− Ungleichmäßiger Wasserlauf vor der<br />
Kalibrierung<br />
− Abzug im Vergleich zu den anderen<br />
Anlagenkomponenten nicht richtig<br />
ausgerichtet<br />
• Gekrümmtes Rohr<br />
− Ungleichmäßige Wandstärkenverteilung<br />
− Ungleichmäßiger Wasserlauf vor der<br />
Kalibrierung<br />
− Beflammung nur <strong>von</strong> einer Seite<br />
− Mangelhafte Ausrichtung <strong>von</strong> Werkzeug <strong>und</strong><br />
Kalibrierung<br />
− Rohr zu heiß beim Aufwickeln<br />
Mechanische Eigenschaften des Rohres<br />
• Reißdehnung zu gering<br />
− Vakuum zu hoch<br />
− Scharfe Kanten in der Kalibrierung<br />
− Einlaufradius der Kalibrierung zu klein<br />
− Ungleichmäßiger Wasserlauf vor der<br />
Kalibrierung<br />
− Schmelzetemperatur zu gering<br />
− Beflammung nur <strong>von</strong> einer Seite oder auch<br />
keine Beflammung<br />
− Mangelhafte Ausrichtung <strong>von</strong> Werkzeug <strong>und</strong><br />
Kalibrierung<br />
− Verschmutzung der Schmelze mit<br />
Fremdmaterial, Dreck, Staub usw.<br />
− Abbau der Formmasse<br />
• Kälteschlagzähigkeit nicht ausreichend<br />
− Verschmutzung der Schmelze mit<br />
Fremdmaterial, Dreck, Staub usw.<br />
− Schmelzetemperatur zu gering<br />
• Aufspleißen des Rohres<br />
− Schmelzetemperatur zu gering<br />
− Verschmutzungen in den Bindenähten<br />
Kabelummantelungen<br />
Maximale Anlagengeschwindigkeiten bis zu<br />
2000 m/min<br />
Werkzeug<br />
• Schlauchummantelungswerkzeug<br />
• Abzugsverhältnis (entspricht dem Querschnitt<br />
des Werkzeugaustritts bezogen auf den Querschnitt<br />
der Ummantelung): 15 - 20:1<br />
• Vakuum ca.: 0,2 bar<br />
Kalibrierung<br />
• Verwendung <strong>von</strong> vorgekühltem Wasser wird<br />
empfohlen<br />
Lichtwellenleiterhüllen<br />
Werkzeug<br />
• Schlauchummantelungswerkzeug<br />
• Abzugsverhältnis (entspricht dem Querschnitt<br />
des Werkzeugaustritts bezogen auf den Querschnitt<br />
der Ummantelung): 9:1<br />
bei Abzugsgeschwindigkeiten > 200 m/min:<br />
12:1 - 15:1<br />
• Balance im Abzugsverhältnis (entspricht dem<br />
Verhältnis <strong>von</strong> Düsen- zu Dorndurchmesser<br />
geteilt durch das Verhältnis <strong>von</strong> Außen- zu<br />
Innendurchmesser der Lichtwellenleiterhülle):<br />
1:1<br />
• bei Abzugsgeschwindigkeiten > 200 m/min:<br />
1,2 - 1,3<br />
Kalibrierung<br />
• Verwendung <strong>von</strong> vorgekühltem Wasser wird<br />
empfohlen<br />
Flachfolien <strong>und</strong> Tafeln<br />
Walzen<br />
• Temperatureinstellung im Bereich zwischen 45<br />
<strong>und</strong> 110 °C<br />
7
Bearbeitungsverfahren <strong>und</strong> Nachbehandlung<br />
<strong>von</strong> Formteilen bzw. Halbzeugen<br />
Verkleben<br />
Klebeflächen sollten sauber <strong>und</strong> fettfrei sein. Bei<br />
der Fertigung <strong>von</strong> Formteilen, die verklebt<br />
werden sollen, wird der Einsatz <strong>von</strong> Entformungshilfsmitteln<br />
nicht empfohlen. Maximale<br />
Anlagengeschwindigkeiten bis zu 2000 m/min.<br />
Kleber<br />
Herkömmliche Kleber auf Basis <strong>von</strong><br />
• Epoxid: Ein- oder Zweikomponentenkleber<br />
(fugenfüllend); geeignet für größere Klebeflächen;<br />
häufig bessere Resultate bei höheren<br />
Temperaturen<br />
• Polyurethan: Reaktive Ein- oder Zweikomponentenkleber<br />
sowie Schmelzkleber (fugenfüllende,<br />
flexible Kleber, oft mit einer längeren<br />
Topf- <strong>und</strong> Aushärtezeit); geeignet für<br />
größere Klebeflächen.<br />
• Cyanacrylat: Einkomponentenkleber (sehr<br />
kurze Aushärtezeiten); geeignet für dünne<br />
Klebefugen <strong>und</strong> kleinere Klebeflächen<br />
Vorbehandlung<br />
Eine Verbesserung der Klebekraft kann durch<br />
Vorbehandlung der Oberflächen wie Aufrauen,<br />
Primern, Coronabehandlung oder Beflammen<br />
erreicht werden. Die einschlägigen Sicherheitsvorschriften<br />
sind zu beachten.<br />
Mechanische Bearbeitung<br />
Formteile aus VESTAMID® können durch Sägen,<br />
Drehen, Bohren <strong>und</strong> Fräsen bearbeitet werden.<br />
Um Aneinanderkleben oder Aufheizen des Formteils<br />
zu verhindern, wird eine zusätzliche Kühlung<br />
bei der mechanischen Bearbeitung<br />
empfohlen.<br />
Bedrucken <strong>und</strong> Lackieren<br />
Laserbeschriftung<br />
• Laserbeschriftbare VESTAMID® Formmassen<br />
sind verfügbar.<br />
Lacke <strong>und</strong> Druckfarben<br />
• Für den Sublimationsdruck sind die meisten<br />
Druckfarben zulässig.<br />
• Siebdruckfarben müssen an den Einsatz <strong>von</strong><br />
VESTAMID® Formmassen angepasst werden.<br />
Vor- <strong>und</strong> Nachbehandlung<br />
• Die Oberflächenvorbehandlung durch<br />
Beflammen, Aufrauen oder Coronabehandlung<br />
führt normalerweise zu einer verbesserten<br />
Haftung der Druckfarben.<br />
• Nach der Bedruckung kann die Haftung in der<br />
Regel durch Beflammen oder Tempern verbessert<br />
werden.<br />
Thermoformen <strong>von</strong> PA 12-Rohren<br />
Die folgenden Angaben beziehen sich weitgehend<br />
auf Monorohre, für Mehrschichtrohre<br />
können die Thermoformbedingungen unterschiedlich<br />
sein.<br />
• Polyethylenglykol: Thermoformtemperatur:<br />
150 - 155 °C, Thermoformdauer: < 5 min<br />
• Heißluft: Thermoformtemperatur: 150 -<br />
170°C, Thermoformdauer: 15 - 30 min<br />
• Dampf: Thermoformtemperatur: 130 - 145 °C<br />
(3 - 5 bar Druck), Thermoformdauer: < 1 min<br />
• Andere Thermoformverfahren, z.B. über<br />
Infrarotstrahlung oder in einem Hochfrequenzfeld,<br />
sind möglich.<br />
Schweißen<br />
Alle herkömmlichen Verfahren zum Schweißen<br />
können angewendet werden; typischerweise sind<br />
dies:<br />
• Heizelement-Stumpfschweißen: Die Verwendung<br />
<strong>von</strong> Heizelementen, die mit PTFE beschichtet<br />
sind, verhindert ein Ankleben der<br />
Formmasse an das Heizelement (Heizelementtemperaturen<br />
bis zu 270 °C).<br />
• Ultraschallschweißen: Eine Schweißnahtkontur,<br />
z.B. ein Energierichtungsgeber oder eine<br />
Quetschnaht, sollte verwendet werden. Die<br />
Verschweißung <strong>von</strong> Formmassen mit niedrigem<br />
E-Modul im Fernfeld ist kaum möglich.<br />
• Reibschweißen: möglich durch Rotation oder<br />
Vibration<br />
• Hochfrequenzschweißen<br />
Kontakte<br />
Dr. Karl Kuhmann; karl.kuhmann@e<strong>von</strong>ik.com<br />
Guenter Schulz (Injection molding)<br />
guenter.schulz@e<strong>von</strong>ik.com<br />
Rainer Göring (Extrusion)<br />
rainer.goering@e<strong>von</strong>ik.com<br />
® = eingetragene Marke August 2011<br />
Unsere Informationen entsprechen unseren heutigen Kenntnissen <strong>und</strong> Erfahrungen nach unserem besten Wissen. Wir geben sie jedoch<br />
ohne Verbindlichkeit weiter. Änderungen im Rahmen des technischen Fortschritts <strong>und</strong> der betrieblichen Weiterentwicklung bleiben<br />
vorbehalten. Unsere Informationen beschreiben lediglich die Beschaffenheit unserer Produkte <strong>und</strong> Leistungen <strong>und</strong> stellen keine<br />
Garantien dar. Der Abnehmer ist <strong>von</strong> einer sorgfältigen Prüfung der Funktionen bzw. Anwendungsmöglichkeiten der Produkte durch<br />
dafür qualifiziertes Personal nicht befreit. Dies gilt auch hinsichtlich der Wahrung <strong>von</strong> Schutzrechten Dritter. Die Erwähnung <strong>von</strong><br />
Handelsnamen anderer Unternehmen ist keine Empfehlung <strong>und</strong> schließt die Verwendung anderer gleichartiger Produkte nicht aus.<br />
E<strong>von</strong>ik Industries AG High Performance Polymers 45764 Marl<br />
8<br />
TEL +49 2365 49-9878 E-MAIL e<strong>von</strong>ik-hp@e<strong>von</strong>ik.com www.vestamid.de