Spiralbohrer Carbide DREAM Drills - Mla-sales.com
Spiralbohrer Carbide DREAM Drills - Mla-sales.com
Spiralbohrer Carbide DREAM Drills - Mla-sales.com

Sie wollen auch ein ePaper? Erhöhen Sie die Reichweite Ihrer Titel.
YUMPU macht aus Druck-PDFs automatisch weboptimierte ePaper, die Google liebt.
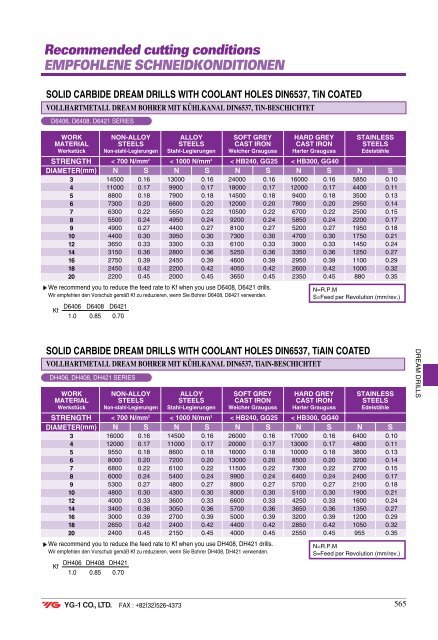
Re<strong>com</strong>mended cutting conditions<br />
EMPFOHLENE SCHNEIDKONDITIONEN<br />
SOLID CARBIDE <strong>DREAM</strong> DRILLS WITH COOLANT HOLES DIN6537, TiN COATED<br />
VOLLHARTMETALL <strong>DREAM</strong> BOHRER MIT KÜHLKANAL DIN6537, TiN-BESCHICHTET<br />
D6406, D6408, D6421 SERIES<br />
WORK<br />
MATERIAL<br />
Werkstück<br />
STRENGTH<br />
DIAMETER(mm)<br />
3<br />
4<br />
5<br />
6<br />
7<br />
8<br />
9<br />
10<br />
12<br />
14<br />
16<br />
18<br />
20<br />
NON-ALLOY<br />
STEELS<br />
Non-stahl-Legierungen<br />
ALLOY<br />
STEELS<br />
Stahl-Legierungen<br />
SOFT GREY<br />
CAST IRON<br />
Weicher Grauguss<br />
HARD GREY<br />
CAST IRON<br />
Harter Grauguss<br />
STAINLESS<br />
STEELS<br />
Edelstähle<br />
< 700 N/mm 2 < 1000 N/mm 2 < HB240, GG25 < HB300, GG40<br />
N S N S N S N S N S<br />
14500 0.16 13000 0.16 24000 0.16 16000 0.16 5850 0.10<br />
11000 0.17 9900 0.17 18000 0.17 12000 0.17 4400 0.11<br />
8800 0.18 7900 0.18 14500 0.18 9400 0.18 3500 0.13<br />
7300 0.20 6600 0.20 12000 0.20 7800 0.20 2950 0.14<br />
6300 0.22 5650 0.22 10500 0.22 6700 0.22 2500 0.15<br />
5500 0.24 4950 0.24 9200 0.24 5850 0.24 2200 0.17<br />
4900 0.27 4400 0.27 8100 0.27 5200 0.27 1950 0.18<br />
4400 0.30 3950 0.30 7300 0.30 4700 0.30 1750 0.21<br />
3650 0.33 3300 0.33 6100 0.33 3900 0.33 1450 0.24<br />
3150 0.36 2800 0.36 5250 0.36 3350 0.36 1250 0.27<br />
2750 0.39 2450 0.39 4600 0.39 2950 0.39 1100 0.29<br />
2450 0.42 2200 0.42 4050 0.42 2600 0.42 1000 0.32<br />
2200 0.45 2000 0.45 3650 0.45 2350 0.45 880 0.35<br />
We re<strong>com</strong>mend you to reduce the feed rate to Kf when you use D6408, D6421 drills.<br />
Wir empfehlen den Vorschub gemäß Kf zu reduzieren, wenn Sie Bohrer D6408, D6421 verwenden.<br />
Kf<br />
D6406 D6408 D6421<br />
1.0 0.85 0.70<br />
N=R.P.M<br />
S=Feed per Revolution (mm/rev.)<br />
SOLID CARBIDE <strong>DREAM</strong> DRILLS WITH COOLANT HOLES DIN6537, TiAlN COATED<br />
VOLLHARTMETALL <strong>DREAM</strong> BOHRER MIT KÜHLKANAL DIN6537, TiAlN-BESCHICHTET<br />
DH406, DH408, DH421 SERIES<br />
WORK<br />
MATERIAL<br />
Werkstück<br />
STRENGTH<br />
DIAMETER(mm)<br />
3<br />
4<br />
5<br />
6<br />
7<br />
8<br />
9<br />
10<br />
12<br />
14<br />
16<br />
18<br />
20<br />
NON-ALLOY<br />
STEELS<br />
Non-stahl-Legierungen<br />
ALLOY<br />
STEELS<br />
Stahl-Legierungen<br />
SOFT GREY<br />
CAST IRON<br />
Weicher Grauguss<br />
HARD GREY<br />
CAST IRON<br />
Harter Grauguss<br />
STAINLESS<br />
STEELS<br />
Edelstähle<br />
< 700 N/mm 2 < 1000 N/mm 2 < HB240, GG25 < HB300, GG40<br />
N S N S N S N S N S<br />
16000 0.16 14500 0.16 26000 0.16 17000 0.16 6400 0.10<br />
12000 0.17 11000 0.17 20000 0.17 13000 0.17 4800 0.11<br />
9550 0.18 8600 0.18 16000 0.18 10000 0.18 3800 0.13<br />
8000 0.20 7200 0.20 13000 0.20 8500 0.20 3200 0.14<br />
6800 0.22 6100 0.22 11500 0.22 7300 0.22 2700 0.15<br />
6000 0.24 5400 0.24 9900 0.24 6400 0.24 2400 0.17<br />
5300 0.27 4800 0.27 8800 0.27 5700 0.27 2100 0.18<br />
4800 0.30 4300 0.30 8000 0.30 5100 0.30 1900 0.21<br />
4000 0.33 3600 0.33 6600 0.33 4250 0.33 1600 0.24<br />
3400 0.36 3050 0.36 5700 0.36 3650 0.36 1350 0.27<br />
3000 0.39 2700 0.39 5000 0.39 3200 0.39 1200 0.29<br />
2650 0.42 2400 0.42 4400 0.42 2850 0.42 1050 0.32<br />
2400 0.45 2150 0.45 4000 0.45 2550 0.45 955 0.35<br />
We re<strong>com</strong>mend you to reduce the feed rate to Kf when you use DH408, DH421 drills.<br />
Wir empfehlen den Vorschub gemäß Kf zu reduzieren, wenn Sie Bohrer DH408, DH421 verwenden.<br />
Kf<br />
DH406 DH408 DH421<br />
1.0 0.85 0.70<br />
N=R.P.M<br />
S=Feed per Revolution (mm/rev.)<br />
<strong>DREAM</strong> DRILLS<br />
FAX : +82(32)526-4373<br />
565