Wendeschneidplatten / Inserts
Wendeschneidplatten / Inserts
Wendeschneidplatten / Inserts

Erfolgreiche ePaper selbst erstellen
Machen Sie aus Ihren PDF Publikationen ein blätterbares Flipbook mit unserer einzigartigen Google optimierten e-Paper Software.
Klemmhalter<br />
Toolholders<br />
Platten<br />
<strong>Inserts</strong><br />
Profilfräsen<br />
Profile milling<br />
Bohrstangen<br />
Boring bars<br />
Drehautomaten<br />
Automatic lathes<br />
Keramische<br />
Ceramic<br />
Stechen<br />
Parting<br />
Gewindedrehen<br />
Threading<br />
Gelötete<br />
Brazed tools<br />
Kurzklemmhalter<br />
Cartridges<br />
Fräser<br />
Milling cutters<br />
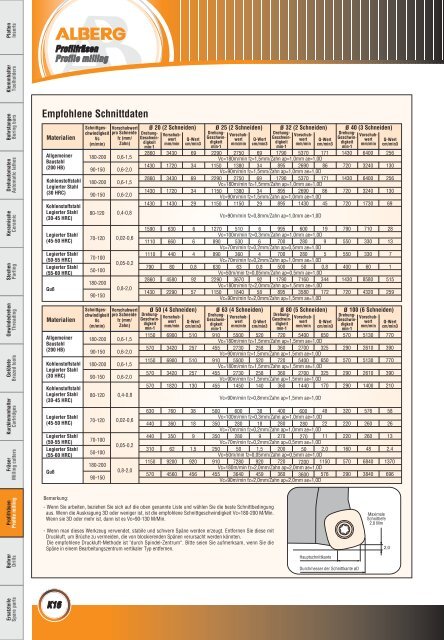
Empfohlene Schnittdaten<br />
Materialien<br />
Allgemeiner<br />
Baustahl<br />
(200 HB)<br />
Kohlenstoffstahl<br />
Legierter Stahl<br />
(30 HRC)<br />
Kohlenstoffstahl<br />
Legierter Stahl<br />
(30-45 HRC)<br />
Legierter Stahl<br />
(45-50 HRC)<br />
Legierter Stahl<br />
(50-55 HRC)<br />
Legierter Stahl<br />
(55-60 HRC)<br />
Guß<br />
Materialien<br />
Allgemeiner<br />
Baustahl<br />
(200 HB)<br />
Kohlenstoffstahl<br />
Legierter Stahl<br />
(30 HRC)<br />
Kohlenstoffstahl<br />
Legierter Stahl<br />
(30-45 HRC)<br />
Legierter Stahl<br />
(45-50 HRC)<br />
Legierter Stahl<br />
(50-55 HRC)<br />
Legierter Stahl<br />
(55-60 HRC)<br />
Guß<br />
Schnittgeschwindigkeit<br />
Vc<br />
(m/min)<br />
180-200<br />
90-150<br />
180-200<br />
90-150<br />
80-120<br />
70-100<br />
50-100<br />
180-200<br />
90-150<br />
Schnittgeschwindigkeit<br />
Vc<br />
(m/min)<br />
180-200<br />
90-150<br />
180-200<br />
90-150<br />
80-120<br />
70-120<br />
70-100<br />
50-100<br />
180-200<br />
90-150<br />
Vorschubwert<br />
pro Schneide<br />
fz (mm/<br />
Zahn)<br />
0,6-1,5<br />
0,6-2,0<br />
0,6-1,5<br />
0,6-2,0<br />
0,4-0,8<br />
70-120 0,02-0,6<br />
0,05-0,2<br />
0,8-2,0<br />
Vorschubwert<br />
pro Schneide<br />
fz (mm/<br />
Zahn)<br />
0,6-1,5<br />
0,6-2,0<br />
0,6-1,5<br />
0,6-2,0<br />
0,4-0,8<br />
0,02-0,6<br />
0,05-0,2<br />
0,8-2,0<br />
ø 20 (2 Schneiden)<br />
Drehung-<br />
Geschwindigkeit<br />
min-1<br />
2860<br />
1430<br />
2860<br />
1430<br />
1430<br />
1590<br />
1110<br />
1110<br />
790<br />
2860<br />
1430<br />
ø 50 (4 Schneiden)<br />
Drehung-<br />
Geschwindigkeit<br />
min-1<br />
1150<br />
570<br />
1150<br />
570<br />
570<br />
630<br />
440<br />
440<br />
310<br />
1150<br />
570<br />
Vorschubwert<br />
mm/min<br />
3430<br />
1720<br />
3430<br />
1720<br />
1430<br />
630<br />
660<br />
440<br />
80<br />
4580<br />
2290<br />
Vorschubwert<br />
mm/min<br />
6900<br />
3420<br />
6900<br />
3420<br />
1820<br />
760<br />
360<br />
350<br />
62<br />
9200<br />
4560<br />
Q-Wert<br />
cm/min3<br />
69<br />
34<br />
69<br />
34<br />
29<br />
6<br />
6<br />
4<br />
0,8<br />
92<br />
57<br />
Q-Wert<br />
cm/min3<br />
510<br />
257<br />
510<br />
257<br />
130<br />
38<br />
18<br />
9<br />
1,5<br />
920<br />
456<br />
ø 25 (2 Schneiden)<br />
Drehung-<br />
Geschwindigkeit<br />
min-1<br />
2290<br />
ø 63 (4 Schneiden)<br />
Drehung-<br />
Geschwindigkeit<br />
min-1<br />
910<br />
Vorschubwert<br />
mm/min<br />
Q-Wert<br />
cm/min3<br />
ø 32 (2 Schneiden)<br />
Vorschubwert<br />
Q-Wert<br />
Drehung-<br />
Vorschubwert<br />
Q-Wert<br />
Geschwindigkeit<br />
mm/min cm/min3<br />
mm/min cm/min3<br />
min-1<br />
2750 69 1790 5370 171<br />
Vc=180m/min fz=1,5mm/Zahn ap=1,0mm ae=1,0D<br />
1150 1380 34 895 2690 86<br />
Vc=90m/min fz=1,5mm/Zahn ap=1,0mm ae=1,0D<br />
2290 2750 69 1790 5370 171<br />
Vc=180m/min fz=1,5mm/Zahn ap=1,0mm ae=1,0D<br />
1150 1380 34 895 2690 86<br />
Vc=90m/min fz=1,5mm/Zahn ap=1,0mm ae=1,0D<br />
1150 1150 29 895 1430 45<br />
Vc=90m/min fz=0,8mm/Zahn ap=1,0mm ae=1,0D<br />
1270 510 6 995 600 19<br />
Vc=100m/min fz=0,3mm/Zahn ap=1,0mm ae=1,0D<br />
890 530 6 700 280 9<br />
Vc=70m/min fz=0,2mm/Zahn ap=0,5mm ae=1,0D<br />
890 360 4 700 280 5<br />
Vc=70m/min fz=0,2mm/Zahn ap=1,0mm ae=1,0D<br />
630 63 0,8 500 50 0,8<br />
Vc=50m/min fz=0,05mm/Zahn ap=0,5mm ae=1,0D<br />
2290 3670 92 1790 7160 344<br />
Vc=180m/min fz=2,0mm/Zahn ap=1,5mm ae=1,0D<br />
1150 1840 58 895 3580 172<br />
Vc=90m/min fz=2,0mm/Zahn ap=1,5mm ae=1,0D<br />
ø 80 (5 Schneiden)<br />
Drehung-<br />
Geschwindigkeit<br />
min-1<br />
Vorschubwert<br />
mm/min<br />
Q-Wert<br />
cm/min3<br />
5500 520 720 5400 650<br />
Vc=180m/min fz=1,5mm/Zahn ap=1,5mm ae=1,0D<br />
455 2730 258 360 2700 325<br />
Vc=90m/min fz=1,5mm/Zahn ap=1,5mm ae=1,0D<br />
910 5500 520 720 5400 650<br />
Vc=180m/min fz=1,5mm/Zahn ap=1,5mm ae=1,0D<br />
455 2730 258 360 2700 325<br />
Vc=90m/min fz=1,5mm/Zahn ap=1,5mm ae=1,0D<br />
455 1450 140 360 1440 170<br />
Vc=90m/min fz=0,8mm/Zahn ap=1,5mm ae=1,0D<br />
500 600 38 400 600 48<br />
Vc=100m/min fz=0,3mm/Zahn ap=1,0mm ae=1,0D<br />
350 280 18 280 280 22<br />
Vc=70m/min fz=0,2mm/Zahn ap=1,0mm ae=1,0D<br />
350 280 9 270 270 11<br />
Vc=70m/min fz=0,2mm/Zahn ap=0,5mm ae=1,0D<br />
250 50 1,5 200 50 2,0<br />
Vc=50m/min fz=0,05mm/Zahn ap=0,5mm ae=1,0D<br />
910 7280 920 720 7200 1150<br />
Vc=180m/min fz=2,0mm/Zahn ap=2,0mm ae=1,0D<br />
455 3640 459 360 3600 576<br />
Vc=90m/min fz=2,0mm/Zahn ap=2,0mm ae=1,0D<br />
ø 40 (3 Schneiden)<br />
Drehung-<br />
Geschwindigkeit<br />
min-1<br />
1430<br />
720<br />
1430<br />
720<br />
720<br />
790<br />
550<br />
550<br />
400<br />
1430<br />
720<br />
ø 100 (6 Schneiden)<br />
Drehung-<br />
Geschwindigkeit<br />
min-1<br />
570<br />
290<br />
570<br />
290<br />
290<br />
320<br />
220<br />
220<br />
160<br />
570<br />
290<br />
Vorschubwert<br />
mm/min<br />
6400<br />
3240<br />
6400<br />
3240<br />
1730<br />
710<br />
330<br />
330<br />
60<br />
8580<br />
4320<br />
Vorschubwert<br />
mm/min<br />
5130<br />
2610<br />
5130<br />
2610<br />
1400<br />
576<br />
260<br />
260<br />
48<br />
6840<br />
3840<br />
Q-Wert<br />
cm/min3<br />
256<br />
130<br />
256<br />
130<br />
69<br />
28<br />
13<br />
7<br />
1<br />
515<br />
259<br />
Q-Wert<br />
cm/min3<br />
770<br />
390<br />
770<br />
390<br />
210<br />
58<br />
26<br />
13<br />
2,4<br />
1370<br />
696<br />
Profilfräsen<br />
Profile milling<br />
Bohrer<br />
Drills<br />
Bemerkung:<br />
- Wenn Sie arbeiten, beziehen Sie sich auf die oben genannte Liste und wählen Sie die beste Schnittbedingung<br />
aus. Wenn die Auskragung 3D oder weniger ist, ist die empfohlene Schnittgeschwindigkeit Vc=180-200 M/Min.<br />
Wenn sie 3D oder mehr ist, dann ist es Vc=90-130 M/Min.<br />
- Wenn man dieses Werkzeug verwendet, stabile und schwere Späne werden erzeugt. Entfernen Sie diese mit<br />
Druckluft, um Brüche zu vermeiden, die von blockierenden Spänen verursacht werden könnten.<br />
Die empfohlene Druckluft-Methode ist "durch Spindel-Zentrum“. Bitte seien Sie aufmerksam, wenn Sie die<br />
Späne in einem Bearbeitungszentrum vertikaler Typ entfernen.<br />
Hauptschnittkante<br />
Durchmesser der Schnittkante øD<br />
Maximale<br />
Schnittiefe<br />
2,0 Mm<br />
2,0<br />
Ersatzteile<br />
Spare parts<br />
K16