Platten <strong>Inserts</strong> Empfohlene Schnittdaten Materialien Weicher Stahl (200 HB) Kohlenstoffstahl Legierter Stahl (30 HRC) Kohlenstoffstahl Legierter Stahl (30-40 HRC) Kohlenstoffstahl Legierter Stahl (40-45 HRC) Kohlenstoffstahl Legierter Stahl (45-50 HRC) Legierter Stahl (50-60 HRC) Rostreier Stahl Guß Schnittgeschwindigkeit M/Min 150-250 120-230 100-200 60-150 60-100 50-100 150-240 100-220 ø12 - ø20 ø24 - ø25 Profilfräsen Profile milling ø32 - ø35 Vorschubwert Mm/Zahn min -1 mm/min cm 3 /min min -1 mm/min cm 3 /min min -1 mm/min cm 3 /min 0,3-0,8 0,3-0,8 0,2-0,6 0,15-0,3 0,15-0,3 0,05-0,2 0,2-0,8 0,3-1,0 3980 3980 3180 3180 2390 2390 1590 1590 1270 1270 1110 1110 3180 2860 2860 2860 3180 28,6 3180 2540 28,6 2490 Vc=250m/min fz=0,4mm/Zahn ap=1,5mm ae=0,3D 3180 47,7 3180 2540 47,6 2490 Vc=250m/min fz=0,4mm/Zahn ap=1,5mm ae=0,5D 2540 22,9 2550 2040 23 1990 Vc=200m/min fz=0,4mm/Zahn ap=1,5mm ae=0,3D 2540 38,1 2550 2040 38,3 1990 Vc=200m/min fz=0,4mm/Zahn ap=1,5mm ae=0,5D 960 8,6 1910 760 8,6 1490 Vc=150m/min fz=0,2mm/Zahn ap=1,5mm ae=0,3D 1430 21,5 1910 1150 21,6 1490 Vc=150m/min fz=0,3mm/Zahn ap=1,5mm ae=0,5D 480 2,9 1270 380 2,9 990 Vc=100m/min fz=0,15mm/Zahn ap=1mm ae=0,3D 640 6,4 1270 510 6,4 990 Vc=100m/min fz=0,2mm/Zahn ap=1mm ae=0,5D 380 2,3 1020 310 2,3 800 Vc=80m/min fz=0,15mm/Zahn ap=1mm ae=0,3D 380 3,8 1020 310 3,9 800 Vc=80m/min fz=0,15mm/Zahn ap=1mm ae=0,5D 220 1,3 890 170 1,2 690 Vc=70m/min fz=0,1mm/Zahn ap=1mm ae=0,3D 220 2,2 890 170 2,1 690 Vc=70m/min fz=0,1mm/Zahn ap=1mm ae=0,5D 1590 14,3 2550 1280 14,4 1990 Vc=200m/min fz=0,25mm/ Zahn ap=1,5mm ae=0,3D 1716 25,7 2290 1370 25,7 1790 Vc=180m/min fz=0,3mm/Zahn ap=1,5mm ae=0,5D 2290 20,6 2290 1830 20,6 1790 Vc=180m/min fz=0,4mm/Zahn ap=1,5mm ae=0,3D 2860 42,9 2290 2290 42,9 1790 Vc=180m/min fz=0,5mm/Zahn ap=1,5mm ae=0,5D 2990 2990 2390 2390 890 1340 450 590 360 360 200 200 1490 1610 2150 2690 43,1 71,8 34,4 57,4 12,8 32,2 4,3 9,4 3,5 5,8 1,9 3,2 21,5 38,6 31 64,6 Klemmhalter Toolholders Bohrstangen Boring bars Drehautomaten Automatic lathes Keramische Ceramic Stechen Parting Gewindedrehen Threading Materialien Weicher Stahl (200 HB) Kohlenstoffstahl Legierter Stahl (30 HRC) Kohlenstoffstahl Legierter Stahl (30-40 HRC) Kohlenstoffstahl Legierter Stahl (40-45 HRC) Kohlenstoffstahl Legierter Stahl (45-50 HRC) Legierter Stahl (50-60 HRC) Rostreier Stahl Guß ø40 - ø42 (R6) ø50 - ø52 (R6) ø40 - ø42 (R8) ø50 - ø52 (R8) min -1 mm/min cm 3 /min min -1 mm/min cm 3 /min min -1 mm/min cm 3 /min min -1 mm/min cm 3 /min 1990 2990 71,8 1590 3180 95,4 1990 1990 47,8 1590 2390 71,7 Vc=250m/min fz=0,5mm/Zahn ap=2mm ae=0,3D Vc=250m/min fz=0,5mm/Zahn ap=2mm ae=0,3D 1990 4780 191,2 1590 5090 254,5 1990 3180 159 1590 3820 238,8 Vc=250m/min fz=0,8mm/Zahn ap=2mm ae=0,5D Vc=250m/min fz=0,8mm/Zahn ap=2,5mm ae=0,5D 1590 1910 45,8 1270 2030 60,9 1590 1270 30,5 1270 1520 45,6 Vc=200m/min fz=0,4mm/Zahn ap=2mm ae=0,3D Vc=200m/min fz=0,4mm/Zahn ap=2mm ae=0,3D 1590 2860 114,4 1270 3050 152,5 1590 1910 95,5 1270 2290 143,1 Vc=200m/min fz=0,6mm/Zahn ap=2mm ae=0,5D Vc=200m/min fz=0,6mm/Zahn ap=2,5mm ae=0,5D 1190 710 17 960 770 23,1 1190 480 11,5 960 580 17,4 Vc=150m/min fz=0,2mm/Zahn ap=2mm ae=0,3D Vc=150m/min fz=0,2mm/Zahn ap=2mm ae=0,3D 1190 1070 42,8 960 1150 57,5 1190 950 47,5 960 1150 71,9 Vc=150m/min fz=0,3mm/Zahn ap=2mm ae=0,5D Vc=150m/min fz=0,4mm/Zahn ap=2,5mm ae=0,5D 800 360 6,5 640 380 8,6 800 240 4,3 640 290 6,5 Vc=100m/min fz=0,15mm/Zahn ap=1,5mm ae=0,3D Vc=100m/min fz=0,15mm/Zahn ap=1,5mm ae=0,3D 800 480 14,4 640 510 19,1 800 320 12,8 640 380 19 Vc=100m/min fz=0,2mm/Zahn ap=1,5mm ae=0,5D Vc=100m/min fz=0,2mm/Zahn ap=2mm ae=0,5D 640 290 3,5 510 310 4,7 640 220 4 510 260 5,9 Vc=80m/min fz=0,15mm/Zahn ap=1mm ae=0,3D Vc=80m/min fz=0,17mm/Zahn ap=1,5mm ae=0,3D 640 330 6,6 510 350 8,8 640 260 7,8 510 310 11,6 Vc=80m/min fz=0,17mm/Zahn ap=1mm ae=0,5D Vc=80m/min fz=0,2mm/Zahn ap=1,5mm ae=0,5D 550 160 1,9 440 170 2,5 550 110 1,3 440 130 1,9 Vc=70m/min fz=0,1mm/Zahn ap=1mm ae=0,3D Vc=70m/min fz=0,1mm/Zahn ap=1mm ae=0,3D 550 160 3,2 440 170 4,2 550 110 2,2 440 130 3,2 Vc=70m/min fz=0,1mm/Zahn ap=1mm ae=0,5D Vc=70m/min fz=0,1mm/Zahn ap=1mm ae=0,5D 1590 1430 34,3 1270 1520 45,6 1590 950 22,8 1270 1140 34,2 Vc=200m/min fz=0,3mm/Zahn ap=2mm ae=0,3D Vc=200m/min fz=0,3mm/Zahn ap=2mm ae=0,3D 1430 2150 86 1150 2300 115 1430 1720 86 1150 2070 129,4 Vc=180m/min fz=0,5mm/Zahn ap=2mm ae=0,5D Vc=180m/min fz=0,6mm/Zahn ap=2,5mm ae=0,5D 1430 2150 51,6 1150 2300 69 1430 1430 34,3 1150 1730 51,9 Vc=180m/min fz=0,5mm/Zahn ap=2mm ae=0,3D Vc=180m/min fz=0,5mm/Zahn ap=2mm ae=0,3D 1430 3430 137,2 1150 3680 184 1430 2290 114,5 1150 2760 172,5 Vc=180m/min fz=0,8mm/Zahn ap=2mm ae=0,5D Vc=180m/min fz=0,8mm/Zahn ap=2,5mm ae=0,5D Gelötete Brazed tools Kurzklemmhalter Cartridges Fräser Milling cutters Profilfräsen Profile milling Bohrer Drills K19 Ersatzteile Spare parts
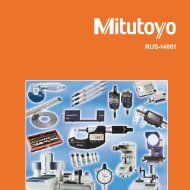
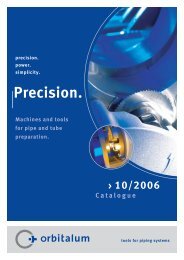
Platten <strong>Inserts</strong> Klemmhalter Toolholders Bohrstangen Boring bars Drehautomaten Automatic lathes Keramische Ceramic Stechen Parting Gewindedrehen Threading Gelötete Brazed tools Kurzklemmhalter Cartridges Fräser Milling cutters Profilfräsen Profile milling Empfohlene Schnittdaten Materialien Weicher Stahl (200 HB) Kohlenstoffstahl Legierter Stahl (30 HRC) Kohlenstoffstahl Legierter Stahl (30-40 HRC) Kohlenstoffstahl Legierter Stahl (40-45 HRC) Kohlenstoffstahl Legierter Stahl (45-50 HRC) Legierter Stahl (50-60 HRC) Rostreier Stahl Guß Felddaten Schnittgeschwindigkeit M/Min 150-250 120-230 100-200 60-150 60-100 50-100 150-240 100-220 Vorschubwert Mm/Zahn 0,3-0,8 0,3-0,8 0,2-0,6 0,15-0,3 0,15-0,3 0,05-0,2 0,2-0,8 0,3-1,0 min -1 1260 1260 1010 1010 760 760 510 510 400 400 350 350 1010 Einwärtskopieren, Zirkularfräsen, Vorschub zur Z-Achse 910 910 910 ø63 (R6) mm/min ø80 (R6) ø100 (R6) min -1 mm/min cm 3 /min min -1 mm/min cm 3 /min 3780 142,9 - - - - - - Vc=250m/min fz=0,5mm/Zahn ap=2mm ae=0,3D 6050 381,2 1000 4800 384 800 3200 320 Vc=250m/min fz=0,8mm/Zahn ap=2mm ae=0,5D 2420 91,5 - - - - - - Vc=200m/min fz=0,4mm/Zahn ap=2mm ae=0,3D 3640 229,3 800 2880 230,4 640 1920 192 Vc=200m/min fz=0,6mm/Zahn ap=2mm ae=0,5D 910 34,4 - - - - - - Vc=150m/min fz=0,2mm/Zahn ap=2mm ae=0,3D 1370 86,3 600 1080 86,4 480 720 72 Vc=150m/min fz=0,3mm/Zahn ap=2mm ae=0,5D 460 13 - - - - - - Vc=100m/min fz=0,15mm/Zahn ap=1,5mm ae=0,3D 610 28,8 400 480 28,8 320 320 24 Vc=100m/min fz=0,2mm/Zahn ap=1,5mm ae=0,5D 360 6,8 - - - - - - Vc=80m/min fz=0,15mm/Zahn ap=1mm ae=0,3D 410 12,9 320 330 13,2 250 210 10,5 Vc=80m/min fz=0,17mm/Zahn ap=1mm ae=0,5D 210 3,9 270 160 3,8 220 110 3,3 Vc=70m/min fz=0,1mm/Zahn ap=1mm ae=0,3D 210 6,6 270 160 6,4 220 110 5,5 Vc=70m/min fz=0,1mm/Zahn ap=1mm ae=0,5D 1820 68,8 - - - - - - Vc=200m/min fz=0,3mm/Zahn ap=2mm ae=0,3D 2730 172 720 2160 172,8 570 1430 143 Vc=180m/min fz=0,5mm/Zahn ap=2mm ae=0,5D 2730 103,2 - - - - - - Vc=180m/min fz=0,5mm/Zahn ap=2mm ae=0,3D 4370 275,3 720 3460 276,8 570 2280 228 Vc=180m/min fz=0,8mm/Zahn ap=2mm ae=0,5D Es gibt Beschränkungen zum Rampen-Winkel ( ) und Schnittiefe (g) zur Z-Achse wegen des Designs der Schneide. Zirkularfräsen Einwärtskopieren Lochdurchmesser Rampen-Fräswinkel cm 3 /min Bemerkung: - Auf dieser Tabelle zeigen sich die Schnittbedingungen, die regelmäßige Fräs-Bedingungen für das Flankenverschleiß um 0,3 Mm in 30 Minuten sind. - Folgende Formel zeigt das Spanabfuhrvolumen (Q) pro Einheitszeit. Q (Cm 3 /Min) = ap (mm) x ae (mm) x Vf (Mm/Min) / 1000 - Beim Nuteneinstechen sollte die Vorschub-Geschwindigkeit bis zu 70 % des Ganzen niedriger sein. - Diese Tabelle zeigt die Startpunkte von allgemeinen Schnittbedingungen. Diese sollen entsprechend der Stabilität der Werkzeugmaschinen, der Bearbeitung, den Bedingungen von Werkstücken usw. angepaßt werden. - In Stahl, der härter als 60 HRC ist (wie Würfel-Stahl zwischen der Kälte), setzen Sie bitte das Schneidenwert (fz) auf ½ für eine Kante. g h ØD Profilfräsen Profile milling Bohrer Drills ØD Empfohlenes h g Spiral-Lochdurchmesser ø40 ø50 - ø52 ø63 - ø66 ø80 ø100 ø125 - ø160 2,5 3,7 3,3 60-78 77-100 Unter 3 Grad 2,5 2,5 Bemerkung: - Späne können zerschmettert werden. Das Tragen der Sicherheitsbrille und die Sicherheitsabdeckung sind erforderlich in der Nähe des Bearbeitungsplatzes. 5,5 5,5 101-124 135-158 2,5 2,5 5,5 Unter 2 Grad 2,5 5,5 175-198 248-255 Ersatzteile Spare parts K20
- Seite 2 und 3:
Die Tradition der Remscheider Indus
- Seite 4 und 5:
Kurzklemmhalter Cartridges Gelötet
- Seite 6 und 7:
Wendeschneidplatten / Inserts Wende
- Seite 8 und 9:
AC40 Wendeschneidplatten Inserts P1
- Seite 10 und 11:
AT15 Wendeschneidplatten Inserts P1
- Seite 12 und 13:
AT30 Wendeschneidplatten Inserts P3
- Seite 14 und 15:
Wendeschneidplatten Inserts Klemmha
- Seite 16 und 17:
Wendeschneidplatten Inserts Klemmha
- Seite 18 und 19:
Wendeschneidplatten Inserts Geometr
- Seite 20 und 21:
Wendeschneidplatten Inserts Geometr
- Seite 22 und 23:
Hauptgeometrien (Rostfreier Stahl)
- Seite 24 und 25:
Hauptgeometrien (Nicht eiserne Mate
- Seite 26 und 27:
Wendeschneidplatten Inserts Klemmha
- Seite 28 und 29:
Wendeschneidplatten Inserts A23 Ers
- Seite 30 und 31:
Wendeschneidplatten Inserts DNMX EC
- Seite 32 und 33:
Wendeschneidplatten Inserts Klemmha
- Seite 34 und 35:
Wendeschneidplatten Inserts Keramis
- Seite 36 und 37:
60º - 55º (Teilprofil) / 60° - 5
- Seite 38 und 39:
Ersatzteile Spare parts Kurzklemmha
- Seite 40 und 41:
Wendeschneidplatten Inserts Klemmha
- Seite 42 und 43:
Wendeschneidplatten Inserts Klemmha
- Seite 44 und 45:
Wendeschneidplatten Inserts Klemmha
- Seite 46 und 47:
DNMG-AFC l mm DNMG 150404-AFC 15,50
- Seite 48 und 49:
FRC FRC 1.6 FRC 2.2 FRC 3.0 FRC 4.0
- Seite 50 und 51:
Wendeschneidplatten Inserts Klemmha
- Seite 52 und 53:
Wendeschneidplatten Inserts Klemmha
- Seite 54 und 55:
SNMA SNMA 120404 SNMA 120408 SNMA 1
- Seite 56 und 57:
Wendeschneidplatten Inserts Klemmha
- Seite 58 und 59:
TNMG-AM l mm TNMG 160408-AM 16,50 s
- Seite 60 und 61:
Wendeschneidplatten Inserts Klemmha
- Seite 62 und 63:
l WNMG-AFM s mm mm WNMG 080404-AFM
- Seite 64 und 65:
Wendeschneidplatten Inserts Klemmha
- Seite 66 und 67:
A61 Wendeschneidplatten Inserts Dmi
- Seite 68 und 69:
A63 Wendeschneidplatten Inserts Dmi
- Seite 70 und 71:
Wendeschneidplatten Inserts Klemmha
- Seite 72 und 73:
Wendeschneidplatten Inserts Klemmha
- Seite 74 und 75:
TNGN TNGN 160408 TNGN 160412 TNGN 1
- Seite 76 und 77:
TNGA TNGA 160404 TNGA 160408 TNGA 1
- Seite 78 und 79:
MTRJ MTRJ 3.0 MTRJ 3.8 s mm 3,0 3,8
- Seite 80 und 81:
Wendeschneidplatten Inserts Klemmha
- Seite 82 und 83:
Wendeschneidplatten Inserts Klemmha
- Seite 84 und 85:
Wendeschneidplatten Inserts Klemmha
- Seite 86 und 87:
Wendeschneidplatten Inserts Klemmha
- Seite 88 und 89:
Wendeschneidplatten Inserts Klemmha
- Seite 90 und 91:
Wendeschneidplatten Inserts Klemmha
- Seite 92 und 93:
PR PR 8 PR 10 PR 12 l mm 8,00 10,00
- Seite 94 und 95:
Wendeschneidplatten Inserts Klemmha
- Seite 96 und 97:
Klemmhalter / Toolholders Technisch
- Seite 98 und 99:
Klemmhalter Toolholders P C L N R 2
- Seite 100 und 101:
Klemmhalter Toolholders MWLN 95º K
- Seite 102 und 103:
Klemmhalter Toolholders h h 1 CKJN
- Seite 104 und 105:
Platten Inserts Klemmhalter Toolhol
- Seite 106 und 107:
Klemmhalter Toolholders h h 1 CTCPN
- Seite 108 und 109:
Platten Inserts Klemmhalter Toolhol
- Seite 110 und 111:
Klemmhalter Toolholders h h 1 DDJN
- Seite 112 und 113:
Klemmhalter Toolholders h h 1 MCLN
- Seite 114 und 115:
Platten Inserts Klemmhalter Toolhol
- Seite 116 und 117:
Klemmhalter Toolholders Klemmhalter
- Seite 118 und 119:
Platten Inserts Klemmhalter Toolhol
- Seite 120 und 121:
Platten Inserts Klemmhalter Toolhol
- Seite 122 und 123:
Platten Inserts Klemmhalter Toolhol
- Seite 124 und 125:
Klemmhalter Toolholders h h 1 PRSC
- Seite 126 und 127:
Platten Inserts Klemmhalter Toolhol
- Seite 128 und 129:
Platten Inserts Klemmhalter Toolhol
- Seite 130 und 131:
Klemmhalter Toolholders h h 1 SCAC
- Seite 132 und 133:
Klemmhalter Toolholders h h 1 SRDC
- Seite 134 und 135:
Platten Inserts Klemmhalter Toolhol
- Seite 136 und 137:
Klemmhalter Toolholders h h 1 STGC
- Seite 138 und 139:
Klemmhalter Toolholders h h 1 SVJB
- Seite 140 und 141:
Klemmhalter Toolholders h h 1 SVVC
- Seite 142 und 143:
Platten Inserts Klemmhalter Toolhol
- Seite 144 und 145:
Platten Inserts Bohrstangen Boring
- Seite 146 und 147:
Platten Inserts Bohrstangen Boring
- Seite 148 und 149:
Platten Inserts Bohrstangen Boring
- Seite 150 und 151:
Platten Inserts Bohrstangen Boring
- Seite 152 und 153:
Platten Inserts Bohrstangen Boring
- Seite 154 und 155:
Platten Inserts Bohrstangen Boring
- Seite 156 und 157:
Bohrstangen Boring bars D Klemmhalt
- Seite 158 und 159:
Bohrstangen Boring bars D Klemmhalt
- Seite 160 und 161:
Platten Inserts Bohrstangen Boring
- Seite 162 und 163:
Bohrstangen Boring bars D Klemmhalt
- Seite 164 und 165:
Bohrstangen Boring bars D Klemmhalt
- Seite 166 und 167:
Platten Inserts Bohrstangen Boring
- Seite 168 und 169:
Platten Inserts Bohrstangen Boring
- Seite 170 und 171:
Bohrstangen Boring bars D Klemmhalt
- Seite 172 und 173:
Bohrstangen Boring bars D Klemmhalt
- Seite 174 und 175:
Platten Inserts Bohrstangen Boring
- Seite 176 und 177:
Platten Inserts Bohrstangen Boring
- Seite 178 und 179:
Bohrstangen Boring bars D Klemmhalt
- Seite 180 und 181:
Platten Inserts Bohrstangen Boring
- Seite 182 und 183:
Platten Inserts Bohrstangen Boring
- Seite 184 und 185:
Platten Inserts Bohrstangen Boring
- Seite 186 und 187:
Platten Inserts Bohrstangen Boring
- Seite 188 und 189:
Drehautomaten Automatic lathes Dreh
- Seite 190 und 191:
Drehautomaten Automatic lathes Micr
- Seite 192 und 193:
Drehautomaten Automatic lathes 00.3
- Seite 194 und 195:
Drehautomaten Automatic lathes d1 D
- Seite 196 und 197:
Drehautomaten Automatic lathes h h1
- Seite 198 und 199:
Drehautomaten Automatic lathes h h1
- Seite 200 und 201:
Drehautomaten Automatic lathes h h1
- Seite 202 und 203:
Platten Inserts Drehautomaten Autom
- Seite 204 und 205:
Keramische-Werkzeuge Ceramic tools
- Seite 206 und 207:
Platten Inserts Keramische-Werkzeug
- Seite 208 und 209:
Keramische-Werkzeuge Ceramic tools
- Seite 210 und 211:
Platten Inserts Klemmhalter Toolhol
- Seite 212 und 213:
Keramische-Werkzeuge Ceramic tools
- Seite 214 und 215:
Keramische-Werkzeuge Ceramic tools
- Seite 216 und 217:
Keramische-Werkzeuge Ceramic tools
- Seite 218 und 219:
Keramische-Werkzeuge Ceramic tools
- Seite 220 und 221:
Platten Inserts Keramische-Werkzeug
- Seite 222 und 223:
Keramische-Werkzeuge Ceramic tools
- Seite 224 und 225:
Stechen und Nuteneinstechen Parting
- Seite 226 und 227:
Kg Fräser Milling cutters EJ05 AC9
- Seite 228 und 229:
Stechen Parting & grooving a h h1 C
- Seite 230 und 231:
Stechen Parting & grooving h h1 XLC
- Seite 232 und 233:
Stechen Parting & grooving CPTS L h
- Seite 234 und 235:
Platten Inserts Stechen Parting & g
- Seite 236 und 237:
Platten Inserts Stechen Parting & g
- Seite 238 und 239:
Platten Inserts Stechen Parting & g
- Seite 240 und 241:
Platten Inserts Stechen Parting & g
- Seite 242 und 243:
Werkzeuge zum Gewindedrehen Threadi
- Seite 244 und 245:
Gewindedrehen Threading Klemmhalter
- Seite 246 und 247:
Gewindedrehen Threading Klemmhalter
- Seite 248 und 249:
Gewindedrehen Threading h h1 CXAP 9
- Seite 250 und 251:
Platten Inserts Gewindedrehen Threa
- Seite 252 und 253:
Platten Inserts Gewindedrehen Threa
- Seite 254 und 255:
Platten Inserts Gewindedrehen Threa
- Seite 256 und 257:
Gewindedrehen Threading G15 Ersatzt
- Seite 258 und 259:
Gelötete Werkzeuge Brazed tools Ge
- Seite 260 und 261:
Ersatzteile Spare parts Kurzklemmha
- Seite 262 und 263:
0,200 ABC 12 24 12 110 16 16 ISO5 1
- Seite 264 und 265:
Gelötete Werkzeuge Brazed tools h
- Seite 266 und 267:
Gelötete Werkzeuge Brazed tools IS
- Seite 268 und 269:
0,010 C 7 1,9 7,0 30 7,0 8 D6-08 Fr
- Seite 270 und 271:
Kurzklemmhalter / Cartridges Codifi
- Seite 272 und 273:
Platten Inserts Kurzklemmhalter Car
- Seite 274 und 275:
Kurzklemmhalter Cartridges CTFP 90
- Seite 276 und 277:
Kurzklemmhalter Cartridges CTWP 30
- Seite 278 und 279:
Kurzklemmhalter Cartridges PSKN 75
- Seite 280 und 281:
Kurzklemmhalter Cartridges PTGN 90
- Seite 282 und 283:
Kurzklemmhalter Cartridges SCFC 90
- Seite 284 und 285:
Kurzklemmhalter Cartridges STFC 90
- Seite 286 und 287:
Kurzklemmhalter Cartridges STWC 30
- Seite 288 und 289:
Fräser / Milling cutters Planfräs
- Seite 290 und 291:
Planfräser Face milling cutters C-
- Seite 292 und 293:
Platten Inserts Planfräser Face mi
- Seite 294 und 295:
Platten Inserts Planfräser Face mi
- Seite 296 und 297:
Platten Inserts Klemmhalter Toolhol
- Seite 298 und 299:
Platten Inserts Planfräser Face mi
- Seite 300 und 301:
Platten Inserts Planfräser Face mi
- Seite 302 und 303:
Platten Inserts Planfräser Face mi
- Seite 304 und 305:
Platten Inserts Planfräser Face mi
- Seite 306 und 307:
Eckfräser Square shoulder cutters
- Seite 308 und 309:
Platten Inserts Eckfräser Square s
- Seite 310 und 311:
Platten Inserts Eckfräser Square s
- Seite 312 und 313:
Platten Inserts Eckfräser Square s
- Seite 314 und 315:
Platten Inserts Eckfräser Square s
- Seite 316 und 317:
Platten Inserts Eckfräser Square s
- Seite 318 und 319:
Platten Inserts Eckfräser Square s
- Seite 320 und 321:
Platten Inserts Eckfräser Square s
- Seite 322 und 323:
Platten Inserts Eckfräser Square s
- Seite 324 und 325:
Platten Inserts Eckfräser Square s
- Seite 326 und 327:
Platten Inserts Klemmhalter Toolhol
- Seite 328 und 329:
Platten Inserts Eckfräser Square s
- Seite 330 und 331:
Platten Inserts Klemmhalter Toolhol
- Seite 332 und 333:
Platten Inserts Eckfräser Square s
- Seite 334 und 335:
Scheibenfräser Slot cutters Klemmh
- Seite 336 und 337: Platten Inserts Scheibenfräser Slo
- Seite 338 und 339: Platten Inserts Scheibenfräser Slo
- Seite 340 und 341: Platten Inserts Scheibenfräser Slo
- Seite 342 und 343: Platten Inserts Scheibenfräser Slo
- Seite 344 und 345: Platten Inserts Schnittdaten für N
- Seite 346 und 347: Platten Inserts Igelfräser Porcupi
- Seite 348 und 349: Platten Inserts Igelfräser Porcupi
- Seite 350 und 351: l Fräser Milling cutters Bohrer Dr
- Seite 352 und 353: Platten Inserts Stechen Parting Pro
- Seite 354 und 355: Platten Inserts Sätze Sets WK624 D
- Seite 356 und 357: Fräser Milling cutters APHT-AL APK
- Seite 358 und 359: Platten Inserts Klemmhalter Toolhol
- Seite 360 und 361: Platten Inserts Klemmhalter Toolhol
- Seite 362 und 363: 70 70 80 80 90 90 90 Fräser Millin
- Seite 364 und 365: 60 70 80 10 20 30 40 50 60 70 80 D
- Seite 366 und 367: Platten Inserts Sätze Sets NO961 d
- Seite 368 und 369: Profilfräsen / Profile milling Tec
- Seite 370 und 371: Platten Inserts Profilfräsen Profi
- Seite 372 und 373: Profilfräsen Profile milling Klemm
- Seite 374 und 375: Platten Inserts Gewindedrehen Threa
- Seite 376 und 377: Profilfräsen Profile milling M3 88
- Seite 378 und 379: Platten Inserts Profilfräsen Profi
- Seite 380 und 381: Platten Inserts Klemmhalter Toolhol
- Seite 382 und 383: Platten Inserts Profilfräsen Profi
- Seite 384 und 385: Platten Inserts Profilfräsen Profi
- Seite 388 und 389: Profilfräsen Profile milling D1 MO
- Seite 390 und 391: Profilfräsen Profile milling K23 E
- Seite 392 und 393: Bohrer und Bohrköpfe Drills and Bo
- Seite 394 und 395: Bohrer Drills D d d1 40.. a L2 L L1
- Seite 396 und 397: Bohrer Drills 42.. D a L2 L L1 d d1
- Seite 398 und 399: Bohrer Drills D d 48.. a L2 L L1 Bo
- Seite 400 und 401: Bohrer Drills 4744.4 D a L2 d1 L L1
- Seite 402 und 403: Bohrköpfe Boring heads Klemmhalter
- Seite 404 und 405: Bohrköpfe Boring heads d Klemmhalt
- Seite 406 und 407: Platten Inserts Bohrköpfe Boring h
- Seite 408 und 409: Bohrköpfe Boring heads 64 1 4. 4 7
- Seite 410 und 411: d1 mm L1 mm D mm 60.43.70.100 60.43
- Seite 412 und 413: M11 Bohrköpfe Boring heads d1 mm L
- Seite 414 und 415: Fräser Milling cutters 38 20 S1616
- Seite 416 und 417: Bohrköpfe Boring heads Schnittdate
- Seite 418 und 419: Platten Inserts Ersatzteile / Spare
- Seite 420 und 421: Fräser Milling cutters 8 8 AD94 Al
- Seite 422 und 423: Fräser Milling cutters AF26 AF38 A
- Seite 424 und 425: Fräser Milling cutters 15,3 38,25
- Seite 426 und 427: Fräser Milling cutters 22,4 M8x1L
- Seite 428 und 429: Fräser Milling cutters 25,66 23,45
- Seite 430 und 431: Andere / Others Fräser Milling cut
- Seite 432 und 433: 3,5 Allen Schlüssel / Allen Wrench
- Seite 434 und 435: Ersatzteile Spare parts N17 Ersatzt
- Seite 436 und 437:
Technische Auskunft Technical infor
- Seite 438 und 439:
Technische Auskunft Technical infor
- Seite 440 und 441:
Technische Auskunft Technical infor
- Seite 442 und 443:
Technische Auskunft Technical infor
- Seite 444 und 445:
Technische Auskunft Technical infor
- Seite 446 und 447:
Technische Auskunft Technical infor
- Seite 448:
Platten Inserts Technische Auskunft