schneiden - TRUMPF Laser
schneiden - TRUMPF Laser
schneiden - TRUMPF Laser

Erfolgreiche ePaper selbst erstellen
Machen Sie aus Ihren PDF Publikationen ein blätterbares Flipbook mit unserer einzigartigen Google optimierten e-Paper Software.
Präzision ist <strong>TRUMPF</strong>Technologie Fein<strong>schneiden</strong>Christof SiebertBranchenmanagement Mikrobearbeitung<strong>TRUMPF</strong> <strong>Laser</strong> - und Systemtechnik GmbHDitzingen14.02.2013
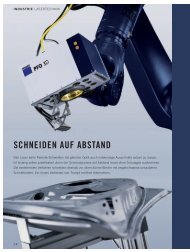
<strong>Laser</strong><strong>schneiden</strong>SchneidgasFokussierter<strong>Laser</strong>strahlSchutzglas• Fokussierter <strong>Laser</strong>strahl undSchneidgas konzentrisch aus Düse• Schutzglas vor Linse• Schneidgase: Luft, O 2 , N 2 , Ar• <strong>Laser</strong>strahl heizt auf, erzeugt Schmelzeund bestimmt Fugengeometrie• Schneidgas treibt Schmelze aus Fuge• Brenn<strong>schneiden</strong>: 0,2 bis 15 bar• Schmelz<strong>schneiden</strong>: 1 bis 30 bar• Schneidprozess:1. Startloch bohren (Anstechen)2. Schneiden der Kontur<strong>Laser</strong> in der Feinbearbeitung © <strong>TRUMPF</strong> Christof Siebert - 14.02.20132
Flexibles Schneiden mit gepulsten Nd:YAG <strong>Laser</strong>nHöchste Flexibilität beim Schneiden verschiedener Materialien und BlechdickenMaximale Bearbeitungsdicke [mm]543210Baustahl Edelstahl Titan Aluminium Kupfer Bronze MessingMax. Pulsleistung 8 kW,SPP 4 mm*mrad<strong>Laser</strong>- und Schneidgasparameterangepasst.<strong>Laser</strong> in der Feinbearbeitung © <strong>TRUMPF</strong> Christof Siebert - 14.02.20136
Herstellung von medizinischen ImplantatenSchneiden von Implantatsystemen für Knochenfrakturen• Material: Titan• Abmaße- Wandstärke 0,3 – 3,5 mm• <strong>Laser</strong> Parameter- Pulsleistung 0,6 – 5 kW- Pulslänge 0,1 – 0,2 ms- Fokusdurchmesser 100 µm• Prozessgeschwindigkeit- bis zu 800 mm/min20 mm<strong>Laser</strong> in der Feinbearbeitung © <strong>TRUMPF</strong> Christof Siebert - 14.02.20137
Feinschweißen und -<strong>schneiden</strong>• Sehr kleiner Fokusdurchmesser(typisch ~10 – 100 µm)- Hohe LeistungsdichteEdelstahlQuerschliff100 µmI: IntensitätP: Leistungr: Fokusradius Schmale Schweißverbindungenund Schnittfugen Geringer Energieeintrag Hohe Prozessgeschwindigkeit- Prädestiniert für Scanneranwendungenund Maschinen mit schnellen AchsenBronze 0,3 mm, obenSchnittfuge100 µm<strong>Laser</strong> in der Feinbearbeitung © <strong>TRUMPF</strong> Christof Siebert - 14.02.20139
Optimiertes Fein<strong>schneiden</strong> mit cw-<strong>Laser</strong>nTruControl 1000 Module Cutassist• Datenbank für verschiedeneWerkstoffe und Materialdicken• <strong>Laser</strong>steuerung passt die<strong>Laser</strong>parameter in Echtzeit an dieSchneidgeschwindigkeit an (cw-Leistung anpassen und / oder Pulsen)Ohne CutassistMit Cutassist Konstante Streckenenergie Optimale Schnittqualität auch anEcken und feinen Konturen Minimale BearbeitungszeitOptional erhältlich für TruDisk und TruFiber.<strong>Laser</strong> in der Feinbearbeitung © <strong>TRUMPF</strong> Christof Siebert - 14.02.201310
Schneiden an Ecken und KantenTruControl 1000 Module CutassistStickstoffschnitt mit TruDisk 1000 an 1 mm Edelstahl15 µm<strong>Laser</strong> in der Feinbearbeitung © <strong>TRUMPF</strong> Christof Siebert - 14.02.201311
Module Cutassist - Adaption of laser parametersVelocity signal0443Cutassist3v m21 Fixed CW power2 Readjusted CW power3 Readjusted pulsed mode4 Fixed pulsed modev 0v u1<strong>Laser</strong> power1 2 3 4 v uv mv 0v process2v process1v process v 0 v m v u0<strong>Laser</strong> in der Feinbearbeitung © <strong>TRUMPF</strong> Christof Siebert - 14.02.201312
Schneiden von medizinischen PinzettenTruControl 1000 Module CutassistStickstoffschnitt mit TruDisk 1000 an 0,5 mm Edelstahl• Schneiden ohne Cutassist: 11,0 s- Ganzes Bauteil gepulst geschnitten• Schneiden mit Cutassist: 7,4 s- Bauteil in Kombination gepulst und cw geschnitten 33 % Zeitersparnis110 mm<strong>Laser</strong> in der Feinbearbeitung © <strong>TRUMPF</strong> Christof Siebert - 14.02.201313
Fazit• Die Wahl des <strong>Laser</strong>s hängt ab von- der Dicke des Materials- der Schnittgeometrie- der geforderten GeschwindigkeitFür jede Anwendung den passenden <strong>Laser</strong>.<strong>Laser</strong> in der Feinbearbeitung © <strong>TRUMPF</strong> Christof Siebert - 14.02.201314