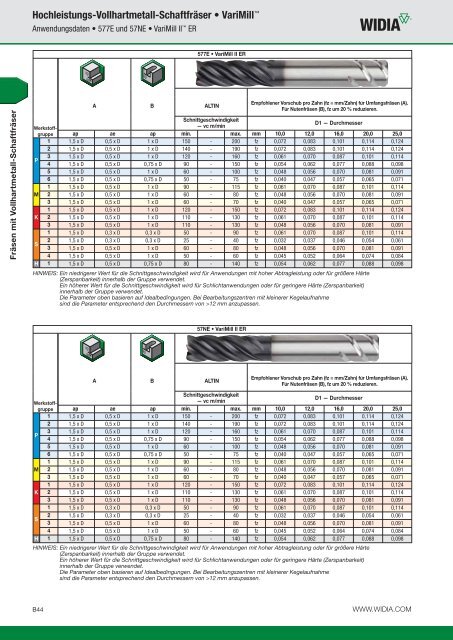
Hochleistungs-Vollhartmetall-Schaftfräser • VariMill Anwendungsdaten • 577E und 57NE • VariMill II ER577E • VariMill II ERFräsen mit Vollhartmetall-SchaftfräserA B ALTINEmpfohlener Vorschub pro Zahn (fz = mm/Zahn) für Umfangsfräsen (A).Für Nutenfräsen (B), fz um 20 % reduzieren.SchnittgeschwindigkeitWerkstoffgruppe<strong>—</strong> vc m/minD1 <strong>—</strong> Durchmesserap ae ap min. max. mm 10,0 12,0 16,0 20,0 25,01 1,5 x D 0,5 x D 1 x D 150 - 200 fz 0,072 0,083 0,101 0,114 0,1242 1,5 x D 0,5 x D 1 x D 140 - 190 fz 0,072 0,083 0,101 0,114 0,124P3 1,5 x D 0,5 x D 1 x D 120 - 160 fz 0,061 0,070 0,087 0,101 0,1144 1,5 x D 0,5 x D 0,75 x D 90 - 150 fz 0,054 0,062 0,077 0,088 0,0985 1,5 x D 0,5 x D 1 x D 60 - 100 fz 0,048 0,056 0,070 0,081 0,0916 1,5 x D 0,5 x D 0,75 x D 50 - 75 fz 0,040 0,047 0,057 0,065 0,0711 1,5 x D 0,5 x D 1 x D 90 - 115 fz 0,061 0,070 0,087 0,101 0,114M 2 1,5 x D 0,5 x D 1 x D 60 - 80 fz 0,048 0,056 0,070 0,081 0,09<strong>13</strong> 1,5 x D 0,5 x D 1 x D 60 - 70 fz 0,040 0,047 0,057 0,065 0,0711 1,5 x D 0,5 x D 1 x D 120 - 150 fz 0,072 0,083 0,101 0,114 0,124K 2 1,5 x D 0,5 x D 1 x D 110 - <strong>13</strong>0 fz 0,061 0,070 0,087 0,101 0,1143 1,5 x D 0,5 x D 1 x D 110 - <strong>13</strong>0 fz 0,048 0,056 0,070 0,081 0,0911 1,5 x D 0,3 x D 0,3 x D 50 - 90 fz 0,061 0,070 0,087 0,101 0,114S2 1,5 x D 0,3 x D 0,3 x D 25 - 40 fz 0,032 0,037 0,046 0,054 0,06<strong>13</strong> 1,5 x D 0,5 x D 1 x D 60 - 80 fz 0,048 0,056 0,070 0,081 0,0914 1,5 x D 0,5 x D 1 x D 50 - 60 fz 0,045 0,052 0,064 0,074 0,084H 1 1,5 x D 0,5 x D 0,75 x D 80 - 140 fz 0,054 0,062 0,077 0,088 0,098HINWEIS: Ein niedrigerer Wert für die Schnittgeschwindigkeit wird für Anwendungen mit hoher Abtragleistung oder für größere Härte(Zerspanbarkeit) innerhalb der Gruppe verwendet.Ein höherer Wert für die Schnittgeschwindigkeit wird für Schlichtanwendungen oder für geringere Härte (Zerspanbarkeit)innerhalb der Gruppe verwendet.Die Parameter oben basieren auf Idealbedingungen. Bei Bearbeitungszentren mit kleinerer Kegelaufnahmesind die Parameter entsprechend den Durchmessern von >12 mm anzupassen.57NE • VariMill II ERA B ALTINEmpfohlener Vorschub pro Zahn (fz = mm/Zahn) für Umfangsfräsen (A).Für Nutenfräsen (B), fz um 20 % reduzieren.SchnittgeschwindigkeitWerkstoffgruppe<strong>—</strong> vc m/minD1 <strong>—</strong> Durchmesserap ae ap min. max. mm 10,0 12,0 16,0 20,0 25,01 1,5 x D 0,5 x D 1 x D 150 - 200 fz 0,072 0,083 0,101 0,114 0,1242 1,5 x D 0,5 x D 1 x D 140 - 190 fz 0,072 0,083 0,101 0,114 0,124P3 1,5 x D 0,5 x D 1 x D 120 - 160 fz 0,061 0,070 0,087 0,101 0,1144 1,5 x D 0,5 x D 0,75 x D 90 - 150 fz 0,054 0,062 0,077 0,088 0,0985 1,5 x D 0,5 x D 1 x D 60 - 100 fz 0,048 0,056 0,070 0,081 0,0916 1,5 x D 0,5 x D 0,75 x D 50 - 75 fz 0,040 0,047 0,057 0,065 0,0711 1,5 x D 0,5 x D 1 x D 90 - 115 fz 0,061 0,070 0,087 0,101 0,114M 2 1,5 x D 0,5 x D 1 x D 60 - 80 fz 0,048 0,056 0,070 0,081 0,09<strong>13</strong> 1,5 x D 0,5 x D 1 x D 60 - 70 fz 0,040 0,047 0,057 0,065 0,0711 1,5 x D 0,5 x D 1 x D 120 - 150 fz 0,072 0,083 0,101 0,114 0,124K 2 1,5 x D 0,5 x D 1 x D 110 - <strong>13</strong>0 fz 0,061 0,070 0,087 0,101 0,1143 1,5 x D 0,5 x D 1 x D 110 - <strong>13</strong>0 fz 0,048 0,056 0,070 0,081 0,0911 1,5 x D 0,3 x D 0,3 x D 50 - 90 fz 0,061 0,070 0,087 0,101 0,114S2 1,5 x D 0,3 x D 0,3 x D 25 - 40 fz 0,032 0,037 0,046 0,054 0,06<strong>13</strong> 1,5 x D 0,5 x D 1 x D 60 - 80 fz 0,048 0,056 0,070 0,081 0,0914 1,5 x D 0,5 x D 1 x D 50 - 60 fz 0,045 0,052 0,064 0,074 0,084H 1 1,5 x D 0,5 x D 0,75 x D 80 - 140 fz 0,054 0,062 0,077 0,088 0,098HINWEIS: Ein niedrigerer Wert für die Schnittgeschwindigkeit wird für Anwendungen mit hoher Abtragleistung oder für größere Härte(Zerspanbarkeit) innerhalb der Gruppe verwendet.Ein höherer Wert für die Schnittgeschwindigkeit wird für Schlichtanwendungen oder für geringere Härte (Zerspanbarkeit)innerhalb der Gruppe verwendet.Die Parameter oben basieren auf Idealbedingungen. Bei Bearbeitungszentren mit kleinerer Kegelaufnahmesind die Parameter entsprechend den Durchmessern von >12 mm anzupassen.B44WWW.WIDIA.COM
AluSurf -Hartmetall-Schaftfräser für höhere Zeitspanungsvolumenund ausgezeichnete OberflächengüteEntwickelt für deutlich reduzierte Bearbeitungszeiten in Aluminium!• Nur ein Werkzeug für die Schlicht- und Schruppbearbeitung.• Effektives Nutenfräsen bis zur gesamten Axialtiefe von 1 x D, effektives SchulteroderProfilfräsen mit radialer Schnitttiefe bis 0,5 x D bei axialer Schnitttiefe von 1,5 x D.• Die 3-schneidigen Werkzeuge haben eine ungleiche Schneidreihenteilung für einevibrationsfreie Bearbeitung.• Sehr effektiv in einem großen Schnittgeschwindigkeitsbereich• Konfigurationen mit verschiedenen Schneideckenradien und verlängertemSchaft sind als Standard erhältlich.Weitere Informationen zu unseren Innovationen erhalten Sie von unserem autorisiertenVertragspartner vor Ort oder unter www.<strong>widia</strong>.com.
- Seite 1 und 2:
ADVANCES 2014DREHEN | FRÄSEN MIT V
- Seite 3:
WIDIA AdvancesEinführung . . . . .
- Seite 7:
Fräsen mitWendeschneidplatten• M
- Seite 11 und 12:
Warum recyceln?Es ist notwendig und
- Seite 17 und 18:
Weltweit komfortabel online bestell
- Seite 19:
WIDIA QR CodesScannen Sie mit Ihre
- Seite 22 und 23:
Einstechdreh- und Abstechdreh-Progr
- Seite 24 und 25:
Nur ein System zum Drehen, Einstech
- Seite 26 und 27:
WMT Drehen, Einstechdrehen, Abstec
- Seite 28 und 29:
WMT Drehen, Einstechdrehen, Abstec
- Seite 30 und 31:
WMT Drehen, Einstechdrehen und Abs
- Seite 32 und 33:
WMT Drehen, Einstechdrehen und Abs
- Seite 34 und 35:
WMT Drehen, Einstechdrehen und Abs
- Seite 36 und 37:
WMT Drehen, Einstechdrehen und Abs
- Seite 38 und 39:
WMT Drehen, Einstechdrehen und Abs
- Seite 40 und 41:
WMT Drehen, Einstechdrehen und Abs
- Seite 42 und 43:
WMT Drehen, Einstechdrehen und Abs
- Seite 44 und 45:
WMT Drehen, Einstechdrehen und Abs
- Seite 46 und 47:
WMT Drehen, Einstechdrehen und Abs
- Seite 48 und 49:
WMT Drehen, Einstechdrehen und Abs
- Seite 50 und 51:
WIDIA TopGroove WIDIA hat mit dem
- Seite 52 und 53:
TopGroove Auswahl des korrekten Top
- Seite 54 und 55:
TopGroove Auswahl des korrekten Top
- Seite 56 und 57:
TopGroove Katalog-Kennzeichnungssys
- Seite 58 und 59:
TopGroove KlemmhalterHCDDrehenFB43
- Seite 60 und 61:
TopGroove KlemmhalterHDrehenFB43°L
- Seite 62 und 63:
TopGroove BohrstangenDrehenAbgesetz
- Seite 64 und 65:
TopGroove Wendeschneidplatten-Anwen
- Seite 66 und 67:
TopGroove Sorten und Sortenbeschrei
- Seite 68 und 69:
TopGroove Empfohlene Startbedingung
- Seite 70 und 71:
TopGroove Wendeschneidplatten zum E
- Seite 72 und 73:
TopGroove Wendeschneidplatten zum E
- Seite 74 und 75:
TopGroove Wendeschneidplatten zum E
- Seite 76 und 77:
TopGroove Wendeschneidplatten zum E
- Seite 78 und 79:
TopGroove Wendeschneidplatten zum E
- Seite 80 und 81:
TopGroove Bestellung kundenspezifis
- Seite 82 und 83:
TopGroove Kundenspezifische TopGroo
- Seite 84 und 85:
TopGroove ZubehörTopGroove Klemmha
- Seite 86 und 87:
TopGroove BearbeitungsempfehlungenA
- Seite 88 und 89:
TopGroove BearbeitungsempfehlungenB
- Seite 90 und 91:
TopGroove BearbeitungsempfehlungenD
- Seite 92 und 93:
ProGroove ProGroove Einstechdrehen
- Seite 94 und 95:
ProGroove Integral-KlemmhalterDrehe
- Seite 96 und 97:
LGIntegral-KlemmhalterDrehenRechtss
- Seite 98 und 99:
ProGroove Schneidkörperbefestigung
- Seite 100 und 101:
ProGroove Vorschubwerte für Schnei
- Seite 102 und 103:
ProGroove Schneidkörper zum Einste
- Seite 104 und 105:
LGSchneidkörper zum Einstechdrehen
- Seite 106 und 107:
Separator Dieser Klemmhalter wurde
- Seite 108 und 109:
Separator KlemmhalterDrehenLinkssch
- Seite 110 und 111:
Separator KlemmhalterDrehenLinkssch
- Seite 112 und 113:
Separator Schneidkörper-Auswahlsys
- Seite 114 und 115:
Separator Sorten und Sortenbeschrei
- Seite 116 und 117:
Separator Empfohlene Startbedingung
- Seite 118 und 119:
Separator X² - und X² Ultra Schne
- Seite 120 und 121:
Separator BearbeitungsrichtlinienDr
- Seite 122 und 123:
Separator Anwendungsempfehlungen
- Seite 124 und 125:
Ranger Einstellbares Axial-Einstech
- Seite 126 und 127:
Ranger SchneidenträgerDrehenWerkze
- Seite 128 und 129:
Ranger Sorten und Sortenbeschreibun
- Seite 130 und 131:
Ranger Schneidkörper zum Axial-Ein
- Seite 132 und 133:
S-LOC Innen-Einstechdrehen, Einstec
- Seite 134 und 135:
S-LOC Sorten und Sortenbeschreibung
- Seite 136 und 137:
S-LOC Schneidkörper zum Einstechdr
- Seite 138 und 139:
WIDIA GewindedrehsystemeDas WIDIA
- Seite 140 und 141:
Anwendungshinweise zum Gewindedrehe
- Seite 142 und 143:
WIDIA TopThread GewindedrehenGewi
- Seite 144 und 145:
TopThread Anleitung zum Gewindedreh
- Seite 146 und 147:
TopThread Wendeschneidplatten - Üb
- Seite 148 und 149:
TopThread Katalog-Kennzeichnungssys
- Seite 150 und 151:
TopThread KlemmhalterDrehenFür Wen
- Seite 152 und 153:
TopThread KlemmhalterDrehenFür Wen
- Seite 154 und 155:
TopThread Katalog-Kennzeichnungssys
- Seite 156 und 157:
TopThread BohrstangenDrehenAbgesetz
- Seite 158 und 159:
TopThread Katalog-Kennzeichnungssys
- Seite 160 und 161:
TopThread Wendeschneidplatten zum G
- Seite 162 und 163:
TopThread Wendeschneidplatten zum G
- Seite 164 und 165:
TopThread Wendeschneidplatten zum G
- Seite 166 und 167:
TopThread Wendeschneidplatten zum G
- Seite 168 und 169:
TopThread Wendeschneidplatten zum G
- Seite 170 und 171:
TopThread Kundenspezifische Lösung
- Seite 172 und 173:
WIDIA LT-GewindedrehenWenn Sie an
- Seite 174 und 175:
LT-GewindedrehenAuswahlhilfe für W
- Seite 176 und 177:
LT-GewindedrehenWendeschneidplatten
- Seite 178 und 179:
LT-GewindedrehenKatalog-Kennzeichnu
- Seite 180 und 181:
LT-GewindedrehenKatalog-Kennzeichnu
- Seite 182 und 183:
LT-GewindedrehenKatalog-Kennzeichnu
- Seite 184 und 185:
LT-GewindedrehenWendeschneidplatten
- Seite 186 und 187:
LT-GewindedrehenWendeschneidplatten
- Seite 188 und 189:
LT-GewindedrehenWendeschneidplatten
- Seite 190 und 191:
LT-GewindedrehenWendeschneidplatten
- Seite 192 und 193:
LT-GewindedrehenWendeschneidplatten
- Seite 194 und 195:
LT-GewindedrehenWendeschneidplatten
- Seite 196 und 197:
LT-GewindedrehenWendeschneidplatten
- Seite 198 und 199:
LT-Gewindedrehen-WerkzeugaufnahmenZ
- Seite 200 und 201:
Technische InformationenGängige Ge
- Seite 202 und 203:
Technische InformationenAllgemeine
- Seite 204 und 205:
Technische InformationenAllgemeine
- Seite 206 und 207:
Technische InformationenGewindedreh
- Seite 208 und 209:
Technische InformationenZustellungs
- Seite 210 und 211:
Technische InformationenZustellungs
- Seite 212 und 213:
Technische InformationenTopThread D
- Seite 214 und 215:
Technische InformationenTopThread A
- Seite 216 und 217:
Technische InformationenTopThread A
- Seite 218 und 219: Technische InformationenLaydown-Au
- Seite 220 und 221: Technische InformationenLT-Gewinded
- Seite 222 und 223: Technische InformationenLT-Gewinded
- Seite 225 und 226: Fräsen mit Vollhartmetall-Schaftfr
- Seite 227 und 228: Fräsen mit Vollhartmetall-Schaftfr
- Seite 229 und 230: Fräsen mit Vollhartmetall-Schaftfr
- Seite 231 und 232: Fräsen mit Vollhartmetall-Schaftfr
- Seite 233 und 234: Fräsen mit Vollhartmetall-Schaftfr
- Seite 235 und 236: Fräsen mit Vollhartmetall-Schaftfr
- Seite 237 und 238: Fräsen mit Vollhartmetall-Schaftfr
- Seite 239 und 240: VariMill I -Programm• Leistungss
- Seite 241 und 242: Hochleistungs-Vollhartmetall-Schaft
- Seite 243 und 244: Hochleistungs-Vollhartmetall-Schaft
- Seite 245 und 246: Hochleistungs-Vollhartmetall-Schaft
- Seite 247 und 248: Hochleistungs-Vollhartmetall-Schaft
- Seite 249 und 250: Hochleistungs-Vollhartmetall-Schaft
- Seite 251 und 252: Hochleistungs-Vollhartmetall-Schaft
- Seite 253 und 254: VariMill II Programm• Fünf Schn
- Seite 255 und 256: Hochleistungs-Vollhartmetall-Schaft
- Seite 257 und 258: Hochleistungs-Vollhartmetall-Schaft
- Seite 259 und 260: Hochleistungs-Vollhartmetallschaftf
- Seite 261 und 262: VariMill II Long• Ausgezeichnete
- Seite 263 und 264: Hochleistungs-Vollhartmetall-Schaft
- Seite 265 und 266: VariMill II ER• Einzigartige Tit
- Seite 267: Hochleistungs-Vollhartmetall-Schaft
- Seite 271 und 272: Hochleistungs-Schruppfräser• Hö
- Seite 273 und 274: Hochleistungs-Vollhartmetall-Schaft
- Seite 275: X-Feed -Schaftfräser zum Fräsen
- Seite 278 und 279: Bearbeitungen mit hohen Vorschüben
- Seite 280 und 281: M370 • KopierfräseriC 8 mm •
- Seite 282 und 283: M370 • KopierfräseriC 8 mm •
- Seite 284 und 285: M370 • KopierfräseriC 8 mm •
- Seite 286 und 287: M370 iC 12 mm • Aufschraubbarer S
- Seite 288 und 289: M370 iC 12 mm • Wendeschneidplatt
- Seite 290 und 291: M370 • KopierfräserErgänzende
- Seite 292 und 293: Doppelseitige, runde Wendeschneidpl
- Seite 294 und 295: M200 M200, iC 10 mm • Aufschraub-
- Seite 296 und 297: M200 M200, iC 10 mm • Schaftfräs
- Seite 298 und 299: M200 M200, iC 10 mm • Wendeschnei
- Seite 300 und 301: M200 • KopierfräserM200, iC 12
- Seite 302 und 303: M200 • KopierfräserM200, iC 12
- Seite 304 und 305: M200 • KopierfräserM200, iC 12
- Seite 306 und 307: M200 M200, iC 16 mm • Aufsteckfr
- Seite 308 und 309: M200 M200, iC 16 mm • Schnittdate
- Seite 310 und 311: Vielseitiges Programm für alle Wer
- Seite 312 und 313: M100 • KopierfräserM100, iC 12
- Seite 314 und 315: M100 • KopierfräserM100, iC 12
- Seite 317 und 318: WerkzeugsystemeKM32TS . . . . . . .
- Seite 319 und 320:
• KM ist ein ISO-Standard (ISO 2
- Seite 321 und 322:
KM32TS -SchneidköpfeM-Klemmung MD
- Seite 323 und 324:
KM32TS -SchneidköpfeM-Klemmung MT
- Seite 325 und 326:
KM32TS -SchneidköpfeM-Klemmung MV
- Seite 327 und 328:
KM32TS -SchneidköpfeP-Klemmung PD
- Seite 329 und 330:
KM32TS -SchneidköpfeS-Klemmung SD
- Seite 331 und 332:
KM32TS -SchneidköpfeC-MX-Klemmung
- Seite 333 und 334:
KM32TS -SchneidköpfeTopThread un
- Seite 335 und 336:
KM32TS -SchneidköpfeTopThread un
- Seite 337 und 338:
KM32TS -SchneidköpfeLT-Gewindedre
- Seite 339 und 340:
Die neueste Innovation bei derSpind
- Seite 341 und 342:
Automatische Spanneinheit KM4X 100
- Seite 343 und 344:
KM4X 100-SchneidköpfeD-Klemmung D
- Seite 345 und 346:
KM4X 100-SchneidköpfeM-Klemmung M
- Seite 347 und 348:
KM4X 100-SchneidköpfeM-Klemmung M
- Seite 349 und 350:
KM4X 100-SchneidköpfeM-Klemmung
- Seite 351 und 352:
WERKZEUGSYSTEMEERICKSON -Werkzeuga
- Seite 353 und 354:
KM4X 100-SchneidköpfeEinzel-Vierk
- Seite 355 und 356:
KM4X 100-WerkzeugaufnahmenSchrumpf
- Seite 357 und 358:
KM4X 100-WerkzeugaufnahmenSchrumpf
- Seite 359 und 360:
KM4X 100-WerkzeugaufnahmenER-Spann
- Seite 361 und 362:
KM4X 100-WerkzeugaufnahmenHTS-Bohr
- Seite 363 und 364:
KM4X 100-WerkzeugaufnahmenEinstell
- Seite 365 und 366:
KM4X 100-WerkzeugaufnahmenAufsteck
- Seite 367 und 368:
KM4X 100-WerkzeugaufnahmenRohling
- Seite 369 und 370:
Technische InformationenKM4X -Spin
- Seite 371 und 372:
Technische InformationenKM4X -Spin
- Seite 373 und 374:
BestellinformationDie WIDIA -Hochl
- Seite 375 und 376:
HSK100A-WerkzeugaufnahmenSAFE-LOCK
- Seite 377 und 378:
BT40-WerkzeugaufnahmenSAFE-LOCK -S
- Seite 379 und 380:
CAT40 WerkzeugaufnahmenSAFE-LOCK -
- Seite 381 und 382:
CAT50-WerkzeugaufnahmenSAFE-LOCK -
- Seite 383 und 384:
DV50 Shank ToolsSAFE-LOCK -Schrump
- Seite 385 und 386:
Herausragender Service und SupportM
- Seite 387 und 388:
• DIN-Norm 69090 1-3.• Open Sou
- Seite 389 und 390:
HSK63A-WerkzeugaufnahmenSchrumpfspa
- Seite 391 und 392:
WIDIA im InternetSCHNELLE, KOSTENLO
- Seite 393 und 394:
Inhaltsverzeichnis nach Bestellnumm
- Seite 395 und 396:
Inhaltsverzeichnis nach Bestellnumm
- Seite 397 und 398:
Inhaltsverzeichnis nach Bestellnumm
- Seite 399 und 400:
Inhaltsverzeichnis nach Bestellnumm
- Seite 401 und 402:
Inhaltsverzeichnis nach Bestellnumm
- Seite 403 und 404:
Inhaltsverzeichnis nach Bestellnumm
- Seite 405 und 406:
Inhaltsverzeichnis nach Katalognumm
- Seite 407 und 408:
Inhaltsverzeichnis nach Katalognumm
- Seite 409 und 410:
Inhaltsverzeichnis nach Katalognumm
- Seite 411 und 412:
Inhaltsverzeichnis nach Katalognumm
- Seite 413 und 414:
Inhaltsverzeichnis nach Katalognumm
- Seite 415 und 416:
Weltweite KontaktadressenAsiatisch-
- Seite 417 und 418:
SymbolerklärungSymbole für Werkze
- Seite 419 und 420:
Wie viel würden Sie für ein perfe
- Seite 421 und 422:
Sicherheit bei derMetallzerspanungW