

Halbzeug nach Ma
Halbzeug nach Ma
Halbzeug nach Ma

Erfolgreiche ePaper selbst erstellen
Machen Sie aus Ihren PDF Publikationen ein blätterbares Flipbook mit unserer einzigartigen Google optimierten e-Paper Software.
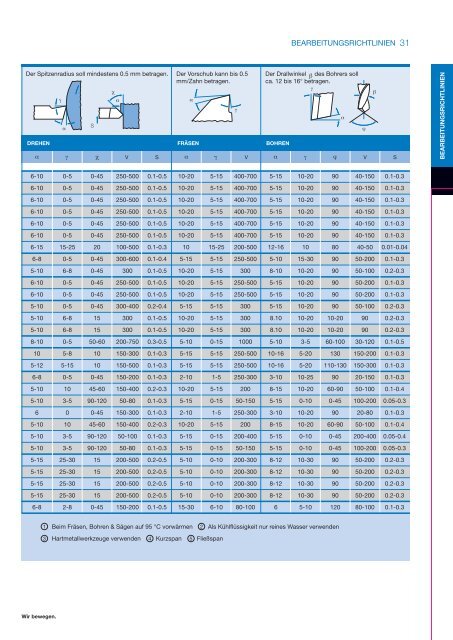
Der Spitzenradius soll mindestens 0.5 mm betragen. Der Vorschub kann bis 0.5<br />
mm/Zahn betragen.<br />
DREHEN FRÄSEN BOHREN<br />
Wir bewegen.<br />
S<br />
BEARBEITUNGSRICHTLINIEN 31<br />
Der Drallwinkel des Bohrers soll<br />
ca. 12 bis 16° betragen.<br />
V S V V S<br />
6-10 0-5 0-45 250-500 0.1-0.5 10-20 5-15 400-700 5-15 10-20 90 40-150 0.1-0.3<br />
6-10 0-5 0-45 250-500 0.1-0.5 10-20 5-15 400-700 5-15 10-20 90 40-150 0.1-0.3<br />
6-10 0-5 0-45 250-500 0.1-0.5 10-20 5-15 400-700 5-15 10-20 90 40-150 0.1-0.3<br />
6-10 0-5 0-45 250-500 0.1-0.5 10-20 5-15 400-700 5-15 10-20 90 40-150 0.1-0.3<br />
6-10 0-5 0-45 250-500 0.1-0.5 10-20 5-15 400-700 5-15 10-20 90 40-150 0.1-0.3<br />
6-10 0-5 0-45 250-500 0.1-0.5 10-20 5-15 400-700 5-15 10-20 90 40-150 0.1-0.3<br />
6-15 15-25 20 100-500 0.1-0.3 10 15-25 200-500 12-16 10 80 40-50 0.01-0.04<br />
6-8 0-5 0-45 300-600 0.1-0.4 5-15 5-15 250-500 5-10 15-30 90 50-200 0.1-0.3<br />
5-10 6-8 0-45 300 0.1-0.5 10-20 5-15 300 8-10 10-20 90 50-100 0.2-0.3<br />
6-10 0-5 0-45 250-500 0.1-0.5 10-20 5-15 250-500 5-15 10-20 90 50-200 0.1-0.3<br />
6-10 0-5 0-45 250-500 0.1-0.5 10-20 5-15 250-500 5-15 10-20 90 50-200 0.1-0.3<br />
5-10 0-5 0-45 300-400 0.2-0.4 5-15 5-15 300 5-15 10-20 90 50-100 0.2-0.3<br />
5-10 6-8 15 300 0.1-0.5 10-20 5-15 300 8.10 10-20 10-20 90 0.2-0.3<br />
5-10 6-8 15 300 0.1-0.5 10-20 5-15 300 8.10 10-20 10-20 90 0.2-0.3<br />
8-10 0-5 50-60 200-750 0.3-0.5 5-10 0-15 1000 5-10 3-5 60-100 30-120 0.1-0.5<br />
10 5-8 10 150-300 0.1-0.3 5-15 5-15 250-500 10-16 5-20 130 150-200 0.1-0.3<br />
5-12 5-15 10 150-500 0.1-0.3 5-15 5-15 250-500 10-16 5-20 110-130 150-300 0.1-0.3<br />
6-8 0-5 0-45 150-200 0.1-0.3 2-10 1-5 250-300 3-10 10-25 90 20-150 0.1-0.3<br />
5-10 10 45-60 150-400 0.2-0.3 10-20 5-15 200 8-15 10-20 60-90 50-100 0.1-0.4<br />
5-10 3-5 90-120 50-80 0.1-0.3 5-15 0-15 50-150 5-15 0-10 0-45 100-200 0.05-0.3<br />
6 0 0-45 150-300 0.1-0.3 2-10 1-5 250-300 3-10 10-20 90 20-80 0.1-0.3<br />
5-10 10 45-60 150-400 0.2-0.3 10-20 5-15 200 8-15 10-20 60-90 50-100 0.1-0.4<br />
5-10 3-5 90-120 50-100 0.1-0.3 5-15 0-15 200-400 5-15 0-10 0-45 200-400 0.05-0.4<br />
5-10 3-5 90-120 50-80 0.1-0.3 5-15 0-15 50-150 5-15 0-10 0-45 100-200 0.05-0.3<br />
5-15 25-30 15 200-500 0.2-0.5 5-10 0-10 200-300 8-12 10-30 90 50-200 0.2-0.3<br />
5-15 25-30 15 200-500 0.2-0.5 5-10 0-10 200-300 8-12 10-30 90 50-200 0.2-0.3<br />
5-15 25-30 15 200-500 0.2-0.5 5-10 0-10 200-300 8-12 10-30 90 50-200 0.2-0.3<br />
5-15 25-30 15 200-500 0.2-0.5 5-10 0-10 200-300 8-12 10-30 90 50-200 0.2-0.3<br />
6-8 2-8 0-45 150-200 0.1-0.5 15-30 6-10 80-100 6 5-10 120 80-100 0.1-0.3<br />
1 Beim Fräsen, Bohren & Sägen auf 95 °C vorwärmen 2<br />
Als Kühlfl üssigkeit nur reines Wasser verwenden<br />
3 Hartmetallwerkzeuge verwenden 4 Kurzspan 5 Fließspan<br />
BEARBEITUNGSRICHTLINIEN








