

take-off... - Ing. Milan KOUDELKA
take-off... - Ing. Milan KOUDELKA
take-off... - Ing. Milan KOUDELKA
- Keine Tags gefunden...

Erfolgreiche ePaper selbst erstellen
Machen Sie aus Ihren PDF Publikationen ein blätterbares Flipbook mit unserer einzigartigen Google optimierten e-Paper Software.
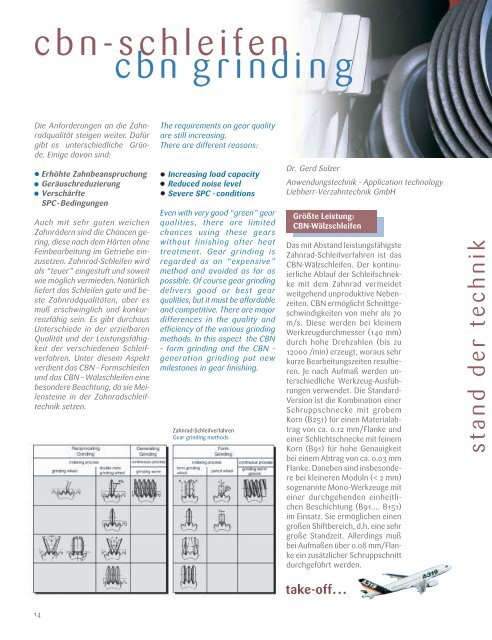
cbn-schleifencbn grindingDie Anforderungen an die Zahnradqualitätsteigen weiter. Dafürgibt es unterschiedliche Gründe.Einige davon sind:The requirements on gear qualityare still increasing.There are different reasons:Erhöhte ZahnbeanspruchungGeräuschreduzierungVerschärfteSPC- BedingungenAuch mit sehr guten weichenZahnrädern sind die Chancen gering,diese nach dem Härten ohneFeinbearbeitung im Getriebe einzusetzen.Zahnrad-Schleifen wirdals “teuer” eingestuft und soweitwie möglich vermieden. Natürlichliefert das Schleifen gute und besteZahnradqualitäten, aber esmuß erschwinglich und konkurrenzfähigsein. Es gibt durchausUnterschiede in der erzielbarenQualität und der Leistungsfähigkeitder verschiedenen Schleifverfahren.Unter diesem Aspektverdient das CBN – Formschleifenund das CBN – Wälzschleifen einebesondere Beachtung, da sie Meilensteinein der Zahnradschleiftechniksetzen.Increasing load capacityReduced noise levelSevere SPC - conditionsEven with very good “green” gearqualities, there are limitedchances using these gearswithout finishing after heattreatment. Gear grinding isregarded as an “expensive”method and avoided as far aspossible. Of course gear grindingdelivers good or best gearqualities, but it must be affordableand competitive. There are majordifferences in the quality andefficiency of the various grindingmethods. In this aspect the CBN– form grinding and the CBN –generation grinding put newmilestones in gear finishing.Zahnrad-SchleifverfahrenGear grinding methodsDr. Gerd SulzerAnwendungstechnik · Application technologyLiebherr-Verzahntechnik GmbHGrößte Leistung:CBN-WälzschleifenDas mit Abstand leistungsfähigsteZahnrad-Schleifverfahren ist dasCBN-Wälzschleifen. Der kontinuierlicheAblauf der Schleifschnekkemit dem Zahnrad vermeidetweitgehend unproduktive Nebenzeiten.CBN ermöglicht Schnittgeschwindigkeitenvon mehr als 70m/s. Diese werden bei kleinemWerkzeugdurchmesser (140 mm)durch hohe Drehzahlen (bis zu12000 /min) erzeugt, woraus sehrkurze Bearbeitungszeiten resultieren.Je nach Aufmaß werden unterschiedlicheWerkzeug-Ausführungenverwendet. Die Standard-Version ist die Kombination einerSchruppschnecke mit grobemKorn (B251) für einen Materialabtragvon ca. 0.12 mm/Flanke undeiner Schlichtschnecke mit feinemKorn (B91) für hohe Genauigkeitbei einem Abtrag von ca. 0.03 mmFlanke. Daneben sind insbesonderebei kleineren Moduln (< 2 mm)sogenannte Mono-Werkzeuge miteiner durchgehenden einheitlichenBeschichtung (B91.... B151)im Einsatz. Sie ermöglichen einengroßen Shiftbereich, d.h. eine sehrgroße Standzeit. Allerdings mußbei Aufmaßen über 0.08 mm/Flankeein zusätzlicher Schruppschnittdurchgeführt werden.stand der technik<strong>take</strong>-<strong>off</strong>. ..14
