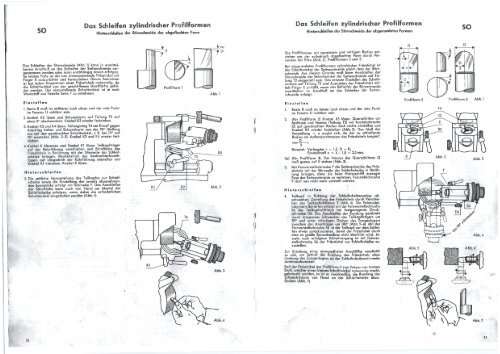
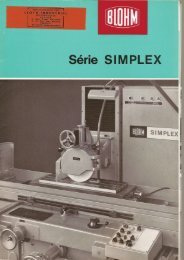
so Mittigschleifen der Brustfläche Das Schleifen zylindrischer ProfilformenRund- und Hinterschleifen der Seitenschneide zylindrischer FormensoB~i den v~m Hersteller gelieferten Frässticheln (Abb. 1)mit ~yllndnschem Schaft ist die Brustfläche nur vorgefrästund Ist deshalb erst genau mittig zu schleifen. Das Vorschleifender Brustfläche erfolgt von Hand am Mantelder Schleifscheibe (Abb.2), das Fertigschleifen in derMaschine. Die zulässige Mittenabweichung beträgt dabei±O,OJ mm, was zweckmäßig mit einem Mikrometer nachzuprüfenist (Abb.3). Beim Schleifen der Brustfläche istnach folgender Anleitung zu verfahren.Einstellen1. Teilungsring T4 mit Schwenkarm auf °stellen' KnebelK3 festziehen; ebenso Teilung T2 auf °stellen' und mitKnebel K2 festspannen (Abb. 4).2. Raten Punkt ins Fenster U bringen und Raste R inmittleres Loch setzen (Abb. 5).3. Fräser mit Finger E ausrichteQ, spannen und Finger E .zurückschieben (Abb. 6). .4. Raste' R zurückziehen, Zangenlager um 180 0 drehenund Raste. R wieder in mittleres Loch einsetzen.5. Klemmen des Knebels K; Lösen des Knebels Kl·; Brust-. fl~.che des Frässt,ichels durch Verschieben des Teilkopftr?gersa~f de.r Rohrführung in ungefähre Berührungmit der Stirnseite der Schleifscheibe· bringen. VOr dem'Klemmen des Knebels KJ Markenstrich des Senkrecht-.schwenklagers auf Längsstrich der Rohrführung einstellen.Klemmen des Knebels KJ und Lösen des KnebelsK. .Abb.lAbb.2Abb.3Nach dem Schleifen der Brustfläche ist die seitliche Schneidkantesowie die Stirnschneidkante anzuschleifen. Die. anbeiden Schneidkanten zu berücksichtigenden Schnittwinkelsollen dein zu bearbeitenden Werkstoff entsprechen. Siesind aus der Tabelle Seite 7 ersichtlich.Für das Schleifen der Seitenschneide zylindrischer Formen(Abb. 1) ist dabei nach folgender Anleitung zu verfahren:Einstellen1. Teilungsring T4 mit Schwenkarm auf°stellen und KnebelK3 festziehen.2. Roten Punkt ins Fenster U bringen und Raste R in mittleresLoch. setzen.3. Frösstichel mit Einstellfinger E ausrichten, spannen undEinstellfinger E wieder zurückschieben (!,bb.·2).4. Knebel K2 lösen und Schwenkarm auf gewünschten.Hinterstellwinkel auf Teilung T2 einstellen und KnebelK2 wieder festziehen (Abb. 3).5. Klemmen des Knebels K und Lösen des Knebels Kl .Teilkopfträger auf Rohrführung verschieben und Fräserin ungefähre Berührung mit der Stirnseite der Schleifscheibebringen..Vor Klemmen des Knebels Kl Markenstrich des Senkrechtschwenklagersauf Längsstrich der Rohrführungeinstellen; Knebel Kl festklemmen und Knebel K lösen.Abb.lT4K3T2Abb.2.. , iMittigschleifen der Brustfläche6. Die ~eitliche. Fei.nzu~tellung des Teilkopfes zur Schleif: .scheibe sowie die Einstellung der jeweils abzunehmen'den Spanstärke erfolgt mit Schraube F. Die Schleiflängeläßt sich durch den verstellbaren Anschlag G vorhergenau begrenzen, so daß beim Schleifen nicht mehr.d~.rauf geachtet werden muß. Man schle·ift durch fort,··'w~hrendes Vor- und Rückwärts~ewegen des Teilkopf'tragers und durch Zustellen mittels Schraube F dieBrustfläche soweit fertig, bis dieselbe innerhalb der zuläss·igenMittenabweichung ist. .~m d~n Fräss.tichel. nich! zu überhitzen, empfiehlt· esSich, die SchleIfscheibe bis auf einen schmalen Schleif-'r~nd abzuz:iehen, ~ie b~rei,!s unter ?er. Anleitung "Abrichtender Schleifscheibe beschrieben wurde.. DieLänge der Brustfläche soll un.gefähr das 1'Mache desDurchmessers betragen. . .E~ ,ist nicht anzur~ten, die Brustfläche auf eine tu großeLange anzuschlelfen; für tiefe Fräsungen wird bei abge.~et~tenFrässticheln nicht die Brustfläche, sondern dei'Frassticheldurchmesser entsprechend verlängert.UERAbb.5Rundschleifen6. Raste R in rechtes Loch setzen und gewünschten Durchmesserdurch Drehe" des .Zangenlagers um 360 0 anschleifen.Hierbei ist der Teilkopfträger durch langsamesHerausschrauben der Anschlagschraube G unter ständigemDurchdrehen des Zangenlagers zwangsläufig an derStirnseite der Schleifscheibe vorbeizuführen, wodurcheine gleichmäßige Spanabnahme erzielt wird. Die Feinzustellungbeim Rundschleifen erfolgt mit der FeinstelischraubeF. Die Länge des zyl,indrischen Anschliffes, dieimmer länger sein soll als die Brustfläche, ist mit AnschlagschraubeG zu bestimmen.Einstellen7. Roten Punkt wieder ins Fenster bringen und Raste R inlinkes Loch einsetzen, wodurch für das Zangenlager eineDrehung von 180 0 zwischen den Anschlägen der Rastenscheibeermöglicht wird.Hinterschleifen8. Hinterschleifen des Frässtichels mit Hilfe der FeinstelischraubeF über den gC!nzen Drehbereich des Zangenlagers(Abb.30). Der HInterschliff wird dabei zwangsläüfigerzeugt. Dieser soll sich nur auf die Länge derBrustfläche erstrecken.LängsstrichAbb.3aT2 für ixAbb.3ET4K3KDurch Abschwenken des Teilkopfträgers im SenkrechtSchwenklager lassen sich Hinterschleifw,inkel bis zu 40 0erzielen.Hinterschleifwinkel über 40 0 sind durch zusätzlichesDrehen des Zangenlagers im Teilkopfschlitten möglich.(Gilt nur für zylindrische oder kegelige Fräser mit flacherStirnschneide oder für Spitzfräser.)FaseSchneidkantelj.i!IAbb.6Bei fertig geschliffener Seitenschneide muß vom Rundschliffeine Fase von g.eringster Breite sichtbar sein. (Abb. 4)Abb.48. "9 ..j-,
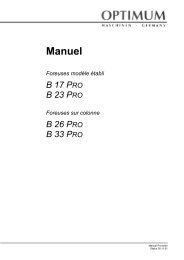
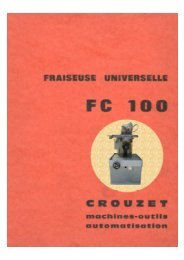
soDas Schleifen zylindrischer ProfilformenHinterschleifen der Stirnschneide der abgeflachten FormDas Schleifen zylindrischer ProfilformenHinterschleifen der Stirnschneide der abgerundeten FormensoDas Schleifen der Stirnschneide (Abb. 1) kann in unmittelbaremAnschluß an das Schleifen der Seitenschneide vorgenommenwerden oder kann unabhängig davon erfolgen.Im letzten Falle ist der neu einzuspannende Frässtichel mitFinger E auszurichten und festzuz·iehen. Dieses Ausrichtenist bei jedem Einspannen eines Frässtichels notwendig, dadie Schn,ittwinkel von der geschliffenen Brustfläche gebildetwerden. Der einzustellende Schnittwinkel ist je nachWerkstoff aus Tabelle Seite 7 zu entehmen.Einstellen1. Raste R muß im mittleren Loch sitzen und der rote Punktim Fenster U sichtbor sein.2. Knebel K2 lösen und Schwenkarm auf Teilung T2 aufetwa 30 abschwenken. Knebel K2 wieder festziehen.3. Knebel K3 und K4 lösen. Teilungsring T4 am Knopf gegenAnschlag halten und Schwenkarm von der 90 0 Stellung. aus auf den gewünschten Schnittwinkel, z. B. bei 15 0 auf75 0 einstellen (Abb. 2-3). Knebel K3 und K4 wieder fes.tziehen.4. Knebel K .klemmen und Knebel K1 lösen. Teilkopfträgerauf der Rohrführung verschieben und Stirnfläche desFrässtichels in Berührung mit der Stirnseite der Schleif. scheibe bringen. Markenstrich des Senkrechtschwenklagersauf Längsstrich der· Rohrführung einstellen undKnebel K1 klemmen. Knebel K lösen.Hinterschleifen5. Die seitliche Feinzustellung des Teilkopfes zur Schleifscheibesowie die Einstellung· der jeweils alJZunehmendenSpanstärke erfolgt mit Schraube F. Das Anschleifender Stirnfläche kann auch von Hand am Mantel derSchleifscheibe erfolgen; wenn dabei die erforder~ichenSchnittwinkel eingehalten WerdEln (Abb. 4). .K1Profllform 1K2Abb.1Abb.2Die Profliformen mit versetztem und mittigem Radius entstehenaus der zylindrisch abgeflachten Form durch Verrundender Ecke (Abb. 1). Profliformen 2 und 3.Bei abgerundeten Profliformen zylindrischer Frässtichel istder Schnittwinkel der Seitenschneide gleich dem der Stirnschneide.Aus diesem Grunde muß beim Anschleifen derStirnschneide der Schnittwinkel der Seitenschneide auf TeilungT2 eingestellt sein. Das erneute Einstellen des Schnittwinkelsauf Teilung T2 und Ausrichten des Frässtichels mittelsFinger E entfällt, wenn das Schleifen der Stirnschneideunmittelbar im Anschluß an das Schleifen der Seitenschneideerfolgt.Einstellen1. Raste R muß im linken Loch sitzen und der rote Punktim Fenster U sichtbar sein.2. (Für Profliform 2) Knebel K5 lösen. Querschlitten amMaßstab und Nonius (Teilung T5) mit KordelschraubeS5 auf gewünschten Radius nach rechts einstellen undKnebel K5 wieder festziehen (Abb. 2). Das Maß derVerstellung = a ergibt sich, da der zu schleifendeRadius am Außendurchmesser des Frässtichels tangiert,aus...!2-- r.2Beispiel: Verlangter I' = 1,5, 0 = 8iEinstellmaß a = 4 - 1,5 = 2,5 mm .2a) (Für Profliform 3). Der Nonius des Querschlittens Q. muß genau auf 0 stehen (Abb.3).3. Mit Feinverstellschraube F die Seitenschneide des Frässtichelsmit der Stirnseite der Schleifscheibe in Berührungbringen, ohne die beim Hinterschl'ifferzeugteFase der Seitenschneide zu verletzen. FeinsteIlschraubeF darf nun nicht mehr verstellt werden.Hinterschleifen4. Teilkopf in· Richtung ·der Schleifscheibenachse abschwenken.Zustellung des Frässtichels durch Verschiebendes Teilkopfschlittens T (Abb.4). Die Feinzustel·lung beim Schleifen erfolgt mit der FeinverstellschraubeS6 des Teilkopfschlittens bei festgezogener Druck.schraube 06. Das Anschleifen der Rundung geschiehtdurch langsames Schwenken des Teilkopfträgers um90 0 und unter ständigem Drehen des Zangenlagerszv.:ischen den Anschlägen um 180 0 (Abb. 5-6). Mit derFeJnverstelischraube S6 ist der Teilkopf vor dem Schleifenetwas zurückzuziehen, damit der Frässtichel durcheine zu große Spanabnahme nicht überhitzt wird. Jeweilsnach erfolgtem Schleifvorgang ist mit FeinverstellschraubeS6 der Frässtichel zur Schleifscheibe zuzustellen.IrcVProfliform 2 Profliform 3T5QES5Abb.2TAbb.1Abb.3Zur .Erzielung eines e!nwandfreien Anschliffes empflehltes sich, am Schluß die Rundung des Frässt,ichels ohneDrehung des Zangenlagers an der Schleifscheibenstirnseitedurchzuschwenken.Abb.3Soll der Frässtichel der ProflHorm 3 zum Fräsen von hartemStahl, welcher einen kl~inen Schnittwinkel notwendig macht,gebra~c~~ werden, so Ist es zweckmäßig, die Rundung desSchnerdruckens von Hand an der Schleifscheibe abzuflachen(Abb. 7)..Abb.4Abb.710:.'.. 11