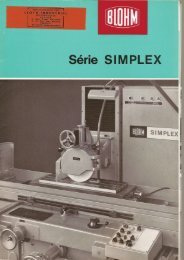
soDas Schleifen der spitzen ProfilformDas Schleifen kegeligerProfilformenA. Rundschleifen der Seiten- und Stirnschneide<strong>SO</strong>Der Profilwinkel und der Hinterschliff werden bei derspitzen Frässtichelform in eine~ ~rbeit~ga.ng hergestellt(Abb.1). Der erforderlic.he Schn~ttw,.nkel Ist le noch Werkstoffaus der Tabelle Seite 7 ersichtlich.Einstellen1. Roste R in mittleres Loch setzen, dabei muß der rotePunkt im Fenster U sichtbar sein.2. Frässtichel mit Einstellfinger E ausrichten, spannen undEinstellfinger E wieder zurückschieben..3. Raste R in linkes Loch setzen, wodurch f.ür dos Zan~enlagereine Drehung von 180° zwischen den Anschlagender Rostenscheibe ermöglicht wird.4. Knebel K3 und K4 lösen. Teilungsring T4 am Knopf gegenAnschlag halten und Schwenkarm von der O-Stellung aysauf den halben Winkel des gewünschten Profiles e,mstellen(Abb. 2).Beispiel: Gewünschter Prof1lwinkel 60°: Schwenkorm aufTeilung T4, also auf 30° einstf;Jllen. Knebel K3 und K4wieder festziehen.'.5. Lösen des Knebels K2 und Einstellen des Sch~ittwinkelsmit Teilung T2 (Abb.3). Hierauf Knebel K2 wieder festklemmen.6. Knebel K klemmen und Knebel K1 lösen. Teilkopfträg~rauf der Rohrführung verschieben und Frässtichel on dieStirnseite der Schleifscheibe bringen. Vor Klemmen desKnebels K1 Markenstrich des Senkrechtschwenklagers aufLängsstrich der Rohrführung einstellen; KnebelKl festklemmenund Knebel K lösen. .Hinterschleifen7 Beim Schleifen wird der Teilkopfträger durch langsames. Herausdrehen der Anschlagschraube G, unter stän.digemDrehen zwischen den Ansdilägen um 180° zwangsläufigon der St·irnseite der Schleifscheibe vorbeigeführt unddadurch eine gleichmäßige SpahC!.bnah~e erzielt (A~b.4a, b, cl. Gleichzeitig wird eIße Oberhltzung des Frasstichelsvermieden.Die Frässtichelspitze ist mit einem~lstein ?bzuzieh~n. ~sist zweckmäßig, die Spit.ze so b~elt ab~uz,ehen, ~Ie ?'IeGravur es zuläßt. Auf diese Welse erhalt auch ehe Frasstichelspitzeeine kleine Stirnschneide,die eb~nfalls'spanabnehmendwirkt (Abb. 5). Für Haargravuren bis zu 0,01 mmSpantiefe wird die Spitze jedoch nicht gebrochen, sondernnur die Schneide sorgfältig abgezogen.Für sämtliche Frässtichel sei schließlich noch empfohlen,die Brustfläche mit einem alsteinabzuziehen, wodurchGratbildungen entfernt werden, Man vermeide jedoch ahder Brustfläche etwas abzunehmen, da sonst Gefahr besteht,den Frässtichel aus dem Mittel zu schleifen, wodurchein mehr oder weniger langes Stück unbrauchbar' werdenwürde. (Schleifaufmaß 11100 mm)i11"!.Profilform 4. Markenstrich K1ßLängsstrichAbb.1K2Abb.3'.1.' JDos Schleifen kegeliger Profliformen noch einzuhaltendenMaßen kann ohne zu messen auf der Maschine nach Skalavorgenommen wet·den. Dabei ist für das Rundschleifen derProfllformen nach folgender Anleitung zu verfahren.Einstellen1. Roten Punkt ins Fenster U bringen und Raste R inmittleres Loch setzen.2. Frässtichel mit Einstellflnger E ausrichten, spannenund Einstellfinger E zurückschieben.3. Raste R in rechtes Loch setzen. Das Zangenlager istnun um 360° drehbar. Knebel' K2, K3 und K4 lösen.Teilungen T2 und T4 auf 0 stellen. Hierauf die KnebelK, K2, K3 und K4 festziehen (Abb.4).4. Nach Lösen des Knebels K1 Frässtichel-Außendurchmesserungefähr an die Stirnseite der Schleifscheibebringen. Knebel K1 klemmen, jedoch darauf achte~,daß der Markenstrich am Senkrechtschwenklager mitdem Längsstrich der Rohrführung übereinstimmt. KnebelK lösen (Abb. 4).5. Für Profllform 5 (Abb. 1 und 2). Knebel K5 lösen.Querschlitten am Maßstab und Nonius (Teilung T5)mit Kordelschraube S5 um die Hälfte des gewünschtenkleinen Kegeldurchmessers = a nach rechts verstellenund Knebel K5 wieder festziehen,5a) Für Profliform 6 (Abb.1 und 2) Knebel K5 lösen.Querschlitten am Maßstab und Nonius (Teilung T5) mitKordelschraube S5 um den gewünschten Abstand 0nach rechts verstellen und Knebel K5 wieder festziehen.. 5b) Für Profliform 7 (Abb.1 und 3). Nonius des Querschlittensmuß genau auf 0 stehen (Teilung T5).6. Für Profliform 5 und 7. Mittels FeinsteIlschraube F denFrässtichel-Außendurchmesser mit Schleifscheibe leichtin Berührung bringen. Hierauf den Frässtichel mit.FeinsteIlschraube F um die Differenz x = ~ - a nachlinks verschieben. Zur leichteren Maßbestimmung istdabei der auf der FeinsteIlschraube F drehbar ange.brachte Skalenring auf 0 zu stellen, ohne FeinstelischraubeF zu verstellen (Abb.4). . .6a) Für Profilform 6. Mittels FeinsteIlschraube F den Frässtichel-Außendurchmessermit Schleifscheibe leicht inBerührung bringen. Hierauf den Frässtichel mit FeinstellschraubeF um die Differenz x = ~- (a+r) nach2links verschieben. Zur leichteren Maßbestimmung istdabei der auf der FeinsteIlschraube F drehbar angebrachteSkalenring auf 0 zu stellen, ohne FeinsteIlschraubeF zu verstellen (Abb.4).7.' Nach Lösen des Knebels K3 Schwenkdrm um 90°schwenken, Knebel K6 lö~en. Zustellung der Frässtichelstirnseitezur Schleifscheibe durch die TeilkopfschlittenfeinverstellungS6. Bei kegeligen Frässticheln, die nachgeschliffenwerden, ist die Stirnfläche größer anzuschleifenals der gewünschte kleine Kegeldurchmesserwerden soll.8. Knebel K4 lösen. Teilungsring T4 am Knopf gegen Anschlaghalten und Schwenkarm von der O-Stellung ausauf den gewünschten Profilwinkel einstellen. KnebelK3 und K4 wieder festziehen (Abb. 5).Rundschlei{en9. Für Profilform 5. Beim Schleifen' wird der Frässticheldurch langsames Herausdrehen der AnschlagschraubeG, unter ..ständigem Dre~en ?es Zangenlagers um 3600zwangslaufig an der Sttrnselte der Schleifscheibe vorbeigeführt.Mit der FeinsteIlschraube F ist der .Frässtichelvor dem Rundschleifen nach rechts zu verschiebenund stufenweise auf Fertigmaß zurückzustellen(Abb. 6).90). Für Profilform 6 und 7. Knebel K3 lösen. Beim Schleifenwi'rd der Frässtichel durch langsames Herausdrehender Anschlagschraube -G und anschließendem langsamenAbschwenken des Schwenkarmes unfer ständigemDrehen des Zangenlagers um 360 0 zwangsläufigan der Stirnseite der Schleifscheibe vorbeigeführtund dadurch Kegel und Radius rundgeschliffen.Mit FeinsteIlschraube F ist der Frässtichel vor '-demRundschleifen nach rechts zu verschieben und stufenweiseauf Fertigmaß zurückzustellen (Abb. 7-8).Profliform 5Abb.6Prof1lform 6Teilung T5S5Abb.2Abb.7'" ~Abb.1Prof1lform 7Abb.3Abb.4K3Abb.51213
soDas Schleifen kegeliger ProfilformenB. Hinterschleifen von Seiten- und Stirnschneide der abgeflachten FormDas Schleifen kegeliger Profilformensoc. Hinterschleifen von Seiten- und Stirnschneide der abgerundeten Formen.-.tßDas Hinterschleifen der Seiten· und Stirnschneide kann inunmittelbarem Anschluß an das Rundschleifen der Profilformvorgenommen werden oder kann unabhängig davonerfolgen, wenn es lediglich auf den ProflIwinkel ankommtund nicht auf den kleinen Kegeldurchmesser. Im letztenFalle wird dann nur die Stirnseite nachgeschliffen, wobeider neu einzuspannende Frässtichel mit Finger E auszurichtenund festzuziehen ist. Die Schnittwinkel für Stirn· undSeitenschneide sind aus Tabelle Seite 7 zu entnehmen(Abb.1).Schleifen der SeitenschneideEinstellen1. Roten Punkt ins Fenster U bringen und Raste R in linkes.Loch setzen.2. Knebel K2 lösen und Hinterschliffwinkel für Seiten·schneide mit Teilung T2 einstellen. Knebel K2 wiederfestziehen (Abb.2).3. Knebel K klemmen und Knebel K1 lösen. Te,ilkopfträgeraUf der Rohrführvng verschieben, bis der Frässtichel mitder Stirnseite der Schleifscheibe vngefähr in Berührvngkommt. Knebel K1 klemmen, jedoch daravf achten, daßMarken- vnd Längsstrich von Rohrführvng vnd Senkrecht·schwenklager zusammenfallen. Knebel K lösen.Hin te r s c·h lei fe n4. Frässtichel mit Feinstellschravbe F zvr Schleifscheibe z~stellen,vnter ständigem Drehen des Zangeniogels ZWII'sehen den Anschlägen vm 180 0 . Der Hinterschliff" wirddabei zwangslqvfig erzevgt (Abb. 2).Bei fertig geschliffener Seitenschneide mvß vom Rvnd·schliff eine Fase von geringster Breite sichtbar sein.Schleifen der StirnschneideEinstellen1. Roten Pvnkt ins Fenster U bringen vnd Raste Rin mittle· .res Loch setzen.2. Knebel K2 "lÖsen vnd Schwenkarm avf Teilvng T2 avfetwa 30 abschwenken. Knebel K2 wieder festziehen(Abb.3). "3. Knebel K3 vnd K4 lösen. Teilvngsring T4 am Knopf gegenAnschlag halten vnd Schwenkarm von der 90 0 Stellvngavs avf den gewünschten Schnittwinkel z. B. 10 0 avf 80 0einstellen. Knebel K3 undK4 wieder festziehen (Abb.4).4. Knebel K klemmen vnd Knebel K1 lösen. Teilkopfträgeravf der Rohrführvng"" verschiebenvnd Stirnfläche desFrässtichels vngefähr in Berührvng mit der Stirnseite derSchleifscheibe bringen. Knebel K1 klemmen, jedoch dar·avf achten, daß Marken- vnd Längsstrich von Rohrführvngvnd Senkrechtschwenkla'ger zvsammenfallen. KnebelK lösen. "FProfilform 5" Abb.4Das Hinterschleifen der kegelig abgerundeten Profilformenmit versetztem und mittigem Radius kann nur im Anschlußan das Rundschleifen erfolgen (Abb. 1). Der Hinterschliffwinkelder Seitenschneide ist gleich dem der Stirnschneidebzw. Radius und kann aus Tabelle Seite 7 entnommenwerden. Bei einem stumpf gewordenen, kegelig abgerun·deten Frässtichel ist erst das Rundsch leifen nach Seite 13vorzunehmen und dann nach folgender Anleitung weiter·zuschleifen.Einstellen1. Roten Punkt ins Fenster U bringen und Raste R in linkesLoch setzen.2. Knebel K2 lösen und Hinterschliffwinkel mit Teilung T2einstellen. Knebel K2 wieder festziehen.3. Knebel K klemmen und Knebel K1 lösen. Teilkopfträgerauf der Rohrführung verschieben bis der Frösstichel mitder Stirnseite der Schleifscheibe ungefähr in Berührungkommt. Knebel K1 klemmen, jedoch darauf achten, daßMarken· und Längsstrich von Rohrführung und Senkrechtschwenklagerzusammenfallen. Knebel K lösen (Abb.2).Hinterschleifen4. Frässtichel mit Feinstellschraube F zur Schleifscheibe zustellenund unter ständigem Drehen des Zangenlagerszwischen den Anschlägen um 180 0 den Schwenkarmlangsam abschwenken. Der Hinterschliff an Seiten- undStirnschneide wird dabei zwangsläufig erzeugt (Abb.3 - 4 • 5).Beim fertig geschliffenen Frösstichel muß vom Rundschliff'eine Fase von geringster Breite sichtbar sein. "5. Soll der Frösstichel zum Frösen von hartem Stahl, welchereinen kleinen Schnittwinkel notwendig macht, gebrauchtwerden, so ist es zweckmäßig, die Rundung des Schneid·rückens von Hand an der Schleifscheibe abzuflachen(Abb.6).Für sämtliche Frässtichel sei schließlich noch empfohlen,die Brustfläche mit einem Olstein abzuziehen, wodurchGratbildungen entfernt werden. Man vermeide jedoch, ander Brustfläche etwa~ abzunehmen, da sonst Gefahr besteht,den Frässtichel aus dem Mittel zu schleifen wodurchein mehr oder weniger langes Stück unbrauchb~r werdenwürde;ProHlforrn 6Hinterschleifen5. Die seitliche Feinzvstellvng des Teilkopfes zvr Schleifscheibesowie die Einstellvng der jeweils abzvnehmendenSpanstärke erfolgt mit Schravbe F. Dos Anschleifen derStirnschneide kann avch von Ha[1d am Mantel derSchleifscheibe erfolgen, wenn dabei die erforderlichenSchnitlwinkel eingehalten werden(Abb.5).Soll der kleine Kegeldvrchmesser bei fertig geschliffenerStirnschneide genav maßhaltig sein; so mvß der Eckpvnktder Seitenschneide erhalten bleil::>en, zvr Kontrolle, daß deravf Maß geschliffene kleine Kegeldvrchmesser nicht verändertwvrde (Abb.6).IIIAbb.6Abb.5 "Abb.614