Datentyp - Promess Gesellschaft für Montage
Datentyp - Promess Gesellschaft für Montage
Datentyp - Promess Gesellschaft für Montage

Sie wollen auch ein ePaper? Erhöhen Sie die Reichweite Ihrer Titel.
YUMPU macht aus Druck-PDFs automatisch weboptimierte ePaper, die Google liebt.
Service<br />
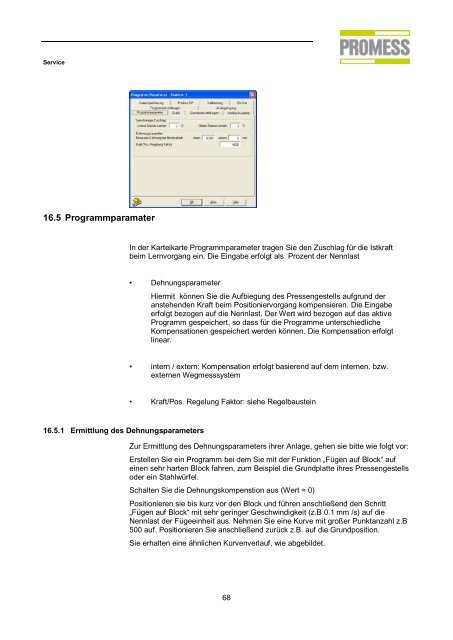
16.5 Programmparamater<br />
In der Karteikarte Programmparameter tragen Sie den Zuschlag <strong>für</strong> die Istkraft<br />
beim Lernvorgang ein. Die Eingabe erfolgt als Prozent der Nennlast<br />
Dehnungsparameter<br />
16.5.1 Ermittlung des Dehnungsparameters<br />
Hiermit können Sie die Aufbiegung des Pressengestells aufgrund der<br />
anstehenden Kraft beim Positioniervorgang kompensieren. Die Eingabe<br />
erfolgt bezogen auf die Nennlast. Der Wert wird bezogen auf das aktive<br />
Programm gespeichert, so dass <strong>für</strong> die Programme unterschiedliche<br />
Kompensationen gespeichert werden können. Die Kompensation erfolgt<br />
linear.<br />
intern / extern: Kompensation erfolgt basierend auf dem internen, bzw.<br />
externen Wegmesssystem<br />
Kraft/Pos. Regelung Faktor: siehe Regelbaustein<br />
Zur Ermittlung des Dehnungsparameters ihrer Anlage, gehen sie bitte wie folgt vor:<br />
Erstellen Sie ein Programm bei dem Sie mit der Funktion „Fügen auf Block“ auf<br />
einen sehr harten Block fahren, zum Beispiel die Grundplatte ihres Pressengestells<br />
oder ein Stahlwürfel.<br />
Schalten Sie die Dehnungskompenstion aus (Wert = 0)<br />
Positionieren sie bis kurz vor den Block und führen anschließend den Schritt<br />
„Fügen auf Block“ mit sehr geringer Geschwindigkeit (z.B 0.1 mm /s) auf die<br />
Nennlast der Fügeeinheit aus. Nehmen Sie eine Kurve mit großer Punktanzahl z.B<br />
500 auf. Positionieren Sie anschließend zurück z.B. auf die Grundposition.<br />
Sie erhalten eine ähnlichen Kurvenverlauf, wie abgebildet.<br />
68