

Konstruktion und Gießtechnik des Aluminium-Kurbelgehäuses der ...
Konstruktion und Gießtechnik des Aluminium-Kurbelgehäuses der ...
Konstruktion und Gießtechnik des Aluminium-Kurbelgehäuses der ...

Sie wollen auch ein ePaper? Erhöhen Sie die Reichweite Ihrer Titel.
YUMPU macht aus Druck-PDFs automatisch weboptimierte ePaper, die Google liebt.
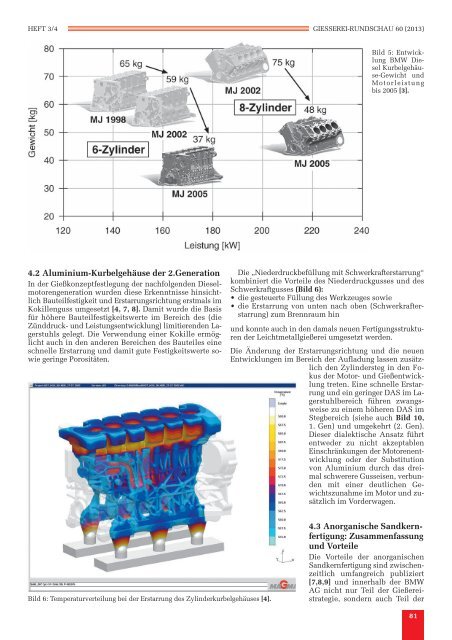
HEFT 3/4 GIESSEREI-RUNDSCHAU 60 (2013)Bild 5: EntwicklungBMW DieselKurbelgehäuse-Gewicht<strong>und</strong>Motorleistungbis 2005 [3].4.2 <strong>Aluminium</strong>-Kurbelgehäuse <strong>der</strong> 2.GenerationIn <strong>der</strong> Gießkonzeptfestlegung <strong>der</strong> nachfolgenden Dieselmotorengenerationwurden diese Erkenntnisse hinsichtlichBauteilfestigkeit <strong>und</strong> Erstarrungsrichtung erstmals imKokillenguss umgesetzt [4, 7, 8]. Damit wurde die Basisfür höhere Bauteilfestigkeitswerte im Bereich <strong>des</strong> (dieZünddruck- <strong>und</strong> Leistungsentwicklung) limitierenden Lagerstuhlsgelegt. Die Verwendung einer Kokille ermöglichtauch in den an<strong>der</strong>en Bereichen <strong>des</strong> Bauteiles eineschnelle Erstarrung <strong>und</strong> damit gute Festigkeitswerte sowiegeringe Porositäten.Die „Nie<strong>der</strong>druckbefüllung mit Schwerkrafterstarrung“kombiniert die Vorteile <strong>des</strong> Nie<strong>der</strong>druckgusses <strong>und</strong> <strong>des</strong>Schwerkraftgusses (Bild 6):• die gesteuerte Füllung <strong>des</strong> Werkzeuges sowie• die Erstarrung von unten nach oben (Schwerkrafterstarrung)zum Brennraum hin<strong>und</strong> konnte auch in den damals neuen Fertigungsstrukturen<strong>der</strong> Leichtmetallgießerei umgesetzt werden.Die Än<strong>der</strong>ung <strong>der</strong> Erstarrungsrichtung <strong>und</strong> die neuenEntwicklungen im Bereich <strong>der</strong> Aufladung lassen zusätzlichden Zylin<strong>der</strong>steg in den Fokus<strong>der</strong> Motor- <strong>und</strong> Gießentwicklungtreten. Eine schnelle Erstarrung<strong>und</strong> ein geringer DAS im Lagerstuhlbereichführen zwangsweisezu einem höheren DAS imStegbereich (siehe auch Bild 10,1. Gen) <strong>und</strong> umgekehrt (2. Gen).Dieser dialektische Ansatz führtentwe<strong>der</strong> zu nicht akzeptablenEinschränkungen <strong>der</strong> Motorenentwicklungo<strong>der</strong> <strong>der</strong> Substitutionvon <strong>Aluminium</strong> durch das dreimalschwerere Gusseisen, verb<strong>und</strong>enmit einer deutlichen Gewichtszunahmeim Motor <strong>und</strong> zusätzlichim Vor<strong>der</strong>wagen.Bild 6: Temperaturverteilung bei <strong>der</strong> Erstarrung <strong>des</strong> Zylin<strong>der</strong>kurbelgehäuses [4].4.3 Anorganische Sandkernfertigung:Zusammenfassung<strong>und</strong> VorteileDie Vorteile <strong>der</strong> anorganischenSandkernfertigung sind zwischenzeitlichumfangreich publiziert[7,8,9] <strong>und</strong> innerhalb <strong>der</strong> BMWAG nicht nur Teil <strong>der</strong> Gießereistrategie,son<strong>der</strong>n auch Teil <strong>der</strong>81













