
Erfolgreiche ePaper selbst erstellen
Machen Sie aus Ihren PDF Publikationen ein blätterbares Flipbook mit unserer einzigartigen Google optimierten e-Paper Software.
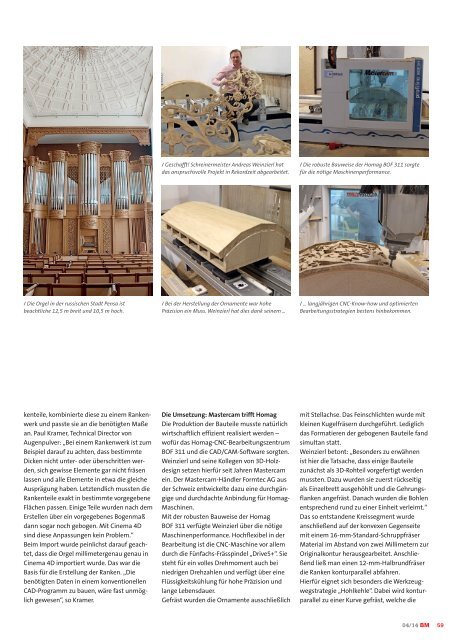
Geschafft! Schreinermeister Andreas Weinzierl hat<br />
das anspruchsvolle Projekt in Rekordzeit abgearbeitet.<br />
/ Die robuste Bauweise der Homag BOF 311 sorgte<br />
für die nötige Maschinenperformance.<br />
/ Die Orgel in der russischen Stadt Pensa ist<br />
beachtliche 12,5 m breit und 10,5 m hoch.<br />
/ Bei der Herstellung der Ornamente war hohe<br />
Präzi sion ein Muss. Weinzierl hat dies dank seinem …<br />
/ … langjährigen <strong>CNC</strong>-Know-how und optimierten<br />
Bearbeitungsstrategien bestens hinbekommen.<br />
kenteile, kombinierte diese zu einem Rankenwerk<br />
und passte sie an die benötigten Maße<br />
an. Paul Kramer, Technical Director von<br />
Augenpulver: „Bei einem Rankenwerk ist zum<br />
Beispiel darauf zu achten, dass bestimmte<br />
Dicken nicht unter- oder überschritten werden,<br />
sich gewisse Elemente gar nicht fräsen<br />
lassen und alle Elemente in etwa die gleiche<br />
Ausprägung haben. Letztendlich mussten die<br />
Rankenteile exakt in bestimmte vorgegebene<br />
Flächen passen. Einige Teile wurden nach dem<br />
Erstellen über ein vorgegebenes Bogenmaß<br />
dann sogar noch gebogen. Mit Cinema 4D<br />
sind diese Anpassungen kein Problem.“<br />
Beim Import wurde peinlichst darauf geachtet,<br />
dass die Orgel millimetergenau genau in<br />
Cinema 4D importiert wurde. Das war die<br />
Basis für die Erstellung der Ranken. „Die<br />
benötigten Daten in einem konventionellen<br />
CAD-Programm zu bauen, wäre fast unmöglich<br />
gewesen“, so Kramer.<br />
Die Umsetzung: Mastercam trifft Homag<br />
Die Produktion der Bauteile musste natürlich<br />
wirtschaftlich effizient realisiert werden –<br />
wofür das Homag-<strong>CNC</strong>-Bearbeitungszentrum<br />
BOF 311 und die CAD/CAM-Software sorgten.<br />
Weinzierl und seine Kollegen von 3D-Holzdesign<br />
setzen hierfür seit Jahren Mastercam<br />
ein. Der Mastercam-Händler Formtec AG aus<br />
der Schweiz entwickelte dazu eine durchgängige<br />
und durchdachte Anbindung für Homag-<br />
Maschinen.<br />
Mit der robusten Bauweise der Homag<br />
BOF 311 verfügte Weinzierl über die nötige<br />
Maschinenperformance. Hochflexibel in der<br />
Bearbeitung ist die <strong>CNC</strong>-Maschine vor allem<br />
durch die Fünfachs-Frässpindel „Drive5+“. Sie<br />
steht für ein volles Drehmoment auch bei<br />
niedrigen Drehzahlen und verfügt über eine<br />
Flüssigkeitskühlung für hohe Präzision und<br />
lange Lebensdauer.<br />
Gefräst wurden die Ornamente ausschließlich<br />
mit Stellachse. Das Feinschlichten wurde mit<br />
kleinen Kugelfräsern durchgeführt. Lediglich<br />
das Formatieren der gebogenen Bauteile fand<br />
simultan statt.<br />
Weinzierl betont: „Besonders zu erwähnen<br />
ist hier die Tatsache, dass einige Bauteile<br />
zunächst als 3D-Rohteil vorgefertigt werden<br />
mussten. Dazu wurden sie zuerst rückseitig<br />
als Einzelbrett ausgehöhlt und die Gehrungsflanken<br />
angefräst. Danach wurden die Bohlen<br />
entsprechend rund zu einer Einheit verleimt.“<br />
Das so entstandene Kreissegment wurde<br />
anschließend auf der konvexen Gegenseite<br />
mit einem 16-mm-Standard-Schruppfräser<br />
Material im Abstand von zwei Millimetern zur<br />
Originalkontur herausgearbeitet. An schlie -<br />
ßend ließ man einen 12-mm-Halbrundfräser<br />
die Ranken konturparallel abfahren.<br />
Hierfür eignet sich besonders die Werkzeugwegstrategie<br />
„Hohlkehle“. Dabei wird konturparallel<br />
zu einer Kurve gefräst, welche die<br />
04/14 BM 59