
Sie wollen auch ein ePaper? Erhöhen Sie die Reichweite Ihrer Titel.
YUMPU macht aus Druck-PDFs automatisch weboptimierte ePaper, die Google liebt.
Technik<br />
// <strong>CNC</strong>-Bearbeitung<br />
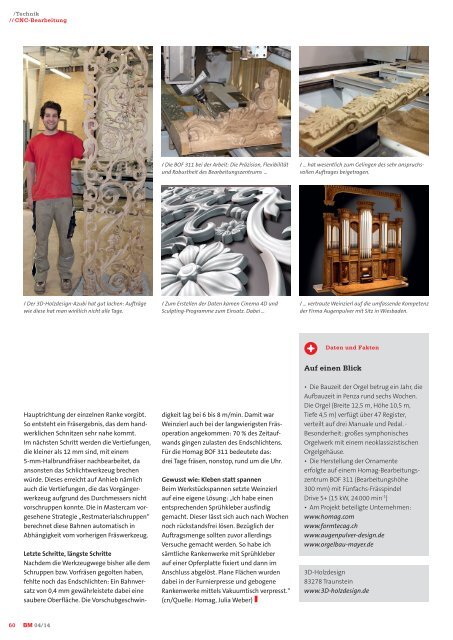
/ Die BOF 311 bei der Arbeit: Die Präzision, Flexibilität<br />
und Robustheit des Bearbeitungs zentrums …<br />
/ … hat wesentlich zum Gelingen des sehr anspruchsvollen<br />
Auftrages beigetragen.<br />
/ Der 3D-Holzdesign-Azubi hat gut lachen: Aufträge<br />
wie diese hat man wirklich nicht alle Tage.<br />
/ Zum Erstellen der Daten kamen Cinema 4D und<br />
Sculpting-Programme zum Einsatz. Dabei …<br />
/ … vertraute Weinzierl auf die umfassende Kompetenz<br />
der Firma Augenpulver mit Sitz in Wiesbaden.<br />
Daten und Fakten<br />
Hauptrichtung der einzelnen Ranke vorgibt.<br />
So entsteht ein Fräsergebnis, das dem handwerklichen<br />
Schnitzen sehr nahe kommt.<br />
Im nächsten Schritt werden die Vertiefungen,<br />
die kleiner als 12 mm sind, mit einem<br />
5-mm-Halbrundfräser nachbearbeitet, da<br />
ansonsten das Schlichtwerkzeug brechen<br />
würde. Dieses erreicht auf Anhieb nämlich<br />
auch die Vertiefungen, die das Vorgängerwerkzeug<br />
aufgrund des Durchmessers nicht<br />
vorschruppen konnte. Die in Mastercam vorgesehene<br />
Strategie „Restmaterialschruppen“<br />
berechnet diese Bahnen automatisch in<br />
Abhängigkeit vom vorherigen Fräswerkzeug.<br />
Letzte Schritte, längste Schritte<br />
Nachdem die Werkzeugwege bisher alle dem<br />
Schruppen bzw. Vorfräsen gegolten haben,<br />
fehlte noch das Endschlichten: Ein Bahnversatz<br />
von 0,4 mm gewährleistete dabei eine<br />
saubere Oberfläche. Die Vorschubgeschwindigkeit<br />
lag bei 6 bis 8 m/min. Damit war<br />
Weinzierl auch bei der langwierigsten Fräsoperation<br />
angekommen: 70 % des Zeitaufwands<br />
gingen zulasten des Endschlichtens.<br />
Für die Homag BOF 311 bedeutete das:<br />
drei Tage fräsen, nonstop, rund um die Uhr.<br />
Gewusst wie: Kleben statt spannen<br />
Beim Werkstückspannen setzte Weinzierl<br />
auf eine eigene Lösung: „Ich habe einen<br />
entsprechenden Sprühkleber ausfindig<br />
gemacht. Dieser lässt sich auch nach Wochen<br />
noch rückstandsfrei lösen. Bezüglich der<br />
Auftragsmenge sollten zuvor allerdings<br />
Versuche gemacht werden. So habe ich<br />
sämtliche Rankenwerke mit Sprühkleber<br />
auf einer Opferplatte fixiert und dann im<br />
Anschluss abgelöst. Plane Flächen wurden<br />
dabei in der Furnierpresse und gebogene<br />
Rankenwerke mittels Vakuumtisch verpresst.“<br />
(cn/Quelle: Homag, Julia Weber) I<br />
Auf einen Blick<br />
·<br />
Die Bauzeit der Orgel betrug ein Jahr, die<br />
Aufbauzeit in Penza rund sechs Wochen.<br />
Die Orgel (Breite 12,5 m, Höhe 10,5 m,<br />
Tiefe 4,5 m) verfügt über 47 Register,<br />
verteilt auf drei Manuale und Pedal. ·<br />
Besonder heit: großes symphonisches<br />
Orgelwerk mit einem neoklassizistischen<br />
Orgelgehäuse.<br />
· Die Herstellung der Ornamente<br />
erfolgte auf einem Homag-Bearbeitungszentrum<br />
BOF 311 (Bearbeitungshöhe<br />
300 mm) mit Fünfachs-Frässpindel<br />
Drive 5+ (15 kW, 24 000 min -1 )<br />
· Am Projekt beteiligte Unternehmen:<br />
www.homag.com<br />
www.formtecag.ch<br />
www.augenpulver-design.de<br />
www.orgelbau-mayer.de<br />
3D-Holzdesign<br />
83278 Traunstein<br />
www.3D-holzdesign.de<br />
60 BM 04/14