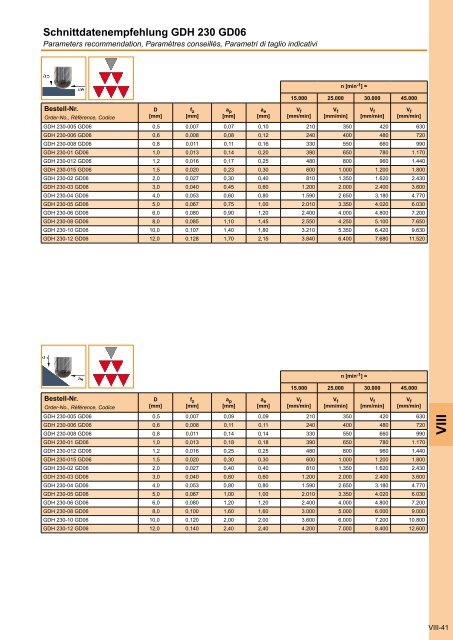
Schnittdatenempfehlung GDH 230 GD06 Parameters recommendation, Paramètres conseillés, Parametri di taglio indicativi Bestell-Nr. Order-No., Référence, Codice D [mm] f z [mm] a p [mm] a e [mm] n [min -1 ] = 15.000 25.000 30.000 45.000 V f [mm/min] V f [mm/min] V f [mm/min] V f [mm/min] GDH 230-005 GD06 0,5 0,006 0,25 0,30 180 300 360 540 GDH 230-006 GD06 0,6 0,007 0,25 0,35 210 350 420 630 GDH 230-008 GD06 0,8 0,009 0,35 0,50 270 450 540 810 GDH 230-01 GD06 1,0 0,012 0,45 0,60 360 600 720 1.080 GDH 230-012 GD06 1,2 0,015 0,55 0,75 450 750 900 1.350 GDH 230-015 GD06 1,5 0,018 0,75 0,90 540 900 1.080 1.620 GDH 230-02 GD06 2,0 0,024 1,00 1,20 720 1.200 1.440 2.160 GDH 230-03 GD06 3,0 0,035 1,50 1,80 1.050 1.750 2.100 3.150 GDH 230-04 GD06 4,0 0,047 2,00 2,40 1.410 2.350 2.820 4.230 GDH 230-05 GD06 5,0 0,059 2,50 3,00 1.770 2.950 3.540 5.310 GDH 230-06 GD06 6,0 0,071 3,00 3,60 2.130 3.550 4.260 6.390 GDH 230-08 GD06 8,0 0,075 3,20 4,80 2.250 3.750 4.500 6.750 GDH 230-10 GD06 10,0 0,094 4,00 6,00 2.820 4.700 5.640 8.460 GDH 230-12 GD06 12,0 0,113 4,80 7,20 3.390 5.650 6.780 10.170 n [min -1 ] = VIII Bestell-Nr. Order-No., Référence, Codice D [mm] f z [mm] a p [mm] a e [mm] 15.000 25.000 30.000 45.000 V f [mm/min] V f [mm/min] V f [mm/min] V f [mm/min] GDH 230-005 GD06 0,5 0,005 0,25 0,50 150 250 300 450 GDH 230-006 GD06 0,6 0,005 0,25 0,60 150 250 300 450 GDH 230-008 GD06 0,8 0,007 0,35 0,80 210 350 420 630 GDH 230-01 GD06 1,0 0,009 0,45 1,00 270 450 540 810 GDH 230-012 GD06 1,2 0,011 0,55 1,20 330 550 660 990 GDH 230-015 GD06 1,5 0,014 0,75 1,50 420 700 840 1.260 GDH 230-02 GD06 2,0 0,018 1,00 2,00 540 900 1.080 1.620 GDH 230-03 GD06 3,0 0,027 1,50 3,00 810 1.350 1.620 2.430 GDH 230-04 GD06 4,0 0,036 2,00 4,00 1.080 1.800 2.160 3.240 GDH 230-05 GD06 5,0 0,045 2,50 5,00 1.350 2.250 2.700 4.050 GDH 230-06 GD06 6,0 0,055 3,00 6,00 1.650 2.750 3.300 4.950 GDH 230-08 GD06 8,0 0,058 3,20 8,00 1.740 2.900 3.480 5.220 GDH 230-10 GD06 10,0 0,073 4,00 10,00 2.190 3.650 4.380 6.570 GDH 230-12 GD06 12,0 0,087 4,80 12,00 2.610 4.350 5.220 7.830 VIII-40
Schnittdatenempfehlung GDH 230 GD06 Parameters recommendation, Paramètres conseillés, Parametri di taglio indicativi Bestell-Nr. Order-No., Référence, Codice D [mm] f z [mm] a p [mm] a e [mm] n [min -1 ] = 15.000 25.000 30.000 45.000 V f [mm/min] V f [mm/min] V f [mm/min] V f [mm/min] GDH 230-005 GD06 0,5 0,007 0,07 0,10 210 350 420 630 GDH 230-006 GD06 0,6 0,008 0,08 0,12 240 400 480 720 GDH 230-008 GD06 0,8 0,011 0,11 0,16 330 550 660 990 GDH 230-01 GD06 1,0 0,013 0,14 0,20 390 650 780 1.170 GDH 230-012 GD06 1,2 0,016 0,17 0,25 480 800 960 1.440 GDH 230-015 GD06 1,5 0,020 0,23 0,30 600 1.000 1.200 1.800 GDH 230-02 GD06 2,0 0,027 0,30 0,40 810 1.350 1.620 2.430 GDH 230-03 GD06 3,0 0,040 0,45 0,60 1.200 2.000 2.400 3.600 GDH 230-04 GD06 4,0 0,053 0,60 0,80 1.590 2.650 3.180 4.770 GDH 230-05 GD06 5,0 0,067 0,75 1,00 2.010 3.350 4.020 6.030 GDH 230-06 GD06 6,0 0,080 0,90 1,20 2.400 4.000 4.800 7.200 GDH 230-08 GD06 8,0 0,085 1,10 1,45 2.550 4.250 5.100 7.650 GDH 230-10 GD06 10,0 0,107 1,40 1,80 3.210 5.350 6.420 9.630 GDH 230-12 GD06 12,0 0,128 1,70 2,15 3.840 6.400 7.680 11.520 n [min -1 ] = Bestell-Nr. Order-No., Référence, Codice D [mm] f z [mm] a p [mm] a e [mm] 15.000 25.000 30.000 45.000 V f [mm/min] V f [mm/min] V f [mm/min] V f [mm/min] GDH 230-005 GD06 0,5 0,007 0,09 0,09 210 350 420 630 GDH 230-006 GD06 0,6 0,008 0,11 0,11 240 400 480 720 GDH 230-008 GD06 0,8 0,011 0,14 0,14 330 550 660 990 GDH 230-01 GD06 1,0 0,013 0,18 0,18 390 650 780 1.170 GDH 230-012 GD06 1,2 0,016 0,25 0,25 480 800 960 1.440 GDH 230-015 GD06 1,5 0,020 0,30 0,30 600 1.000 1.200 1.800 GDH 230-02 GD06 2,0 0,027 0,40 0,40 810 1.350 1.620 2.430 GDH 230-03 GD06 3,0 0,040 0,60 0,60 1.200 2.000 2.400 3.600 GDH 230-04 GD06 4,0 0,053 0,80 0,80 1.590 2.650 3.180 4.770 GDH 230-05 GD06 5,0 0,067 1,00 1,00 2.010 3.350 4.020 6.030 GDH 230-06 GD06 6,0 0,080 1,20 1,20 2.400 4.000 4.800 7.200 GDH 230-08 GD06 8,0 0,100 1,60 1,60 3.000 5.000 6.000 9.000 GDH 230-10 GD06 10,0 0,120 2,00 2,00 3.600 6.000 7.200 10.800 GDH 230-12 GD06 12,0 0,140 2,40 2,40 4.200 7.000 8.400 12.600 VIII VIII-41
- Seite 1 und 2:
MILLING TOOLS MADE BY JONGEN
- Seite 3 und 4:
Firmenporträt Company Portrait, Po
- Seite 5 und 6:
Produktmatrix - Aluminiumbearbeitun
- Seite 7 und 8:
Produktmatrix - Bearbeitung von Sta
- Seite 9 und 10:
VHC-Fräser für trochoidale Bearbe
- Seite 11 und 12:
Produktmatrix - Microbearbeitung Pr
- Seite 13 und 14:
Produktmatrix - Graphitwerkzeuge Pr
- Seite 15 und 16:
Nachschleifservice / Sonderwerkzeug
- Seite 17 und 18:
VHM-Fräser für die Aluminium-, Ku
- Seite 19 und 20:
Schnittdatenempfehlung VHM 107 MK10
- Seite 21 und 22:
Schnittdatenempfehlung VHM 207 MK10
- Seite 23 und 24:
Schnittdatenempfehlung VHM 209 MK10
- Seite 25 und 26:
Schnittdatenempfehlung VHM 309 AL05
- Seite 27 und 28:
Schnittdatenempfehlung VHM 389 AL05
- Seite 29 und 30:
Schnittdatenempfehlung VHM 308W AL0
- Seite 31 und 32:
Schnittdatenempfehlung VHM 309 R AL
- Seite 33 und 34:
Schnittdatenempfehlung VHM 229 MK10
- Seite 35 und 36:
VHM-Fräser für die Stahl-, Edelst
- Seite 37 und 38:
Vollhartmetallfräser 281(W) TN12 S
- Seite 39 und 40:
Schnittdatenempfehlung VHM 281(W) T
- Seite 41 und 42:
Vollhartmetallfräser 282(W) TN12 S
- Seite 43 und 44:
Schnittdatenempfehlung VHM 282(W) T
- Seite 45 und 46:
Vollhartmetallfräser 381(W) TN12 S
- Seite 47 und 48:
Schnittdatenempfehlung VHM 381(W) T
- Seite 49 und 50:
Vollhartmetallfräser 382(W) TN12 S
- Seite 51 und 52:
Schnittdatenempfehlung VHM 382(W) T
- Seite 53 und 54:
Vollhartmetallfräser 481(W) TN12 S
- Seite 55 und 56:
Schnittdatenempfehlung VHM 481(W) T
- Seite 57 und 58:
Vollhartmetallfräser 482(W) TN12 S
- Seite 59 und 60:
Schnittdatenempfehlung VHM 482(W) T
- Seite 61 und 62:
Schnittdatenempfehlung VHM 487W TN1
- Seite 63 und 64:
Schnittdatenempfehlung VHM 471W Ti1
- Seite 65 und 66:
Schnittdatenempfehlung VHM 472W TS3
- Seite 67 und 68:
Schnittdatenempfehlung VHM 473W TS3
- Seite 69 und 70:
Vollhartmetallfräser 474W Ti10 Sol
- Seite 71 und 72:
Schnittdatenempfehlung VHM 474W Ti1
- Seite 73 und 74:
Schnittdatenempfehlung VHM 474W TS3
- Seite 75 und 76:
Schnittdatenempfehlung VHM 475W TS3
- Seite 77 und 78:
Schnittdatenempfehlung VHM 476W TS3
- Seite 79 und 80:
Schnittdatenempfehlung VHM 441W Ti0
- Seite 81 und 82:
Schnittdatenempfehlung VHM 477W TS3
- Seite 83 und 84:
Schnittdatenempfehlung VHM .46W TS3
- Seite 85 und 86:
Schnittdatenempfehlung VHM .47W TS3
- Seite 87 und 88:
Vollhartmetallfräser .48W TS35 Sol
- Seite 89 und 90:
Schnittdatenempfehlung VHM .48W TS3
- Seite 91 und 92:
Vollhartmetallfräser .49W TS35 Sol
- Seite 93 und 94:
Schnittdatenempfehlung VHM .49W TS3
- Seite 95 und 96:
Schnittdatenempfehlung VHM 451 HX63
- Seite 97 und 98:
Schnittdatenempfehlung VHM 451 HX70
- Seite 99 und 100:
Schnittdatenempfehlung VHM 643 Ti02
- Seite 101 und 102:
Schnittdatenempfehlung VHM .54 HX63
- Seite 103 und 104:
Schnittdatenempfehlung VHM .54 HX70
- Seite 105 und 106:
Schnittdatenempfehlung VHM .55 HX63
- Seite 107 und 108:
Schnittdatenempfehlung VHM .55 HX70
- Seite 109 und 110:
VHM-Fräser für die 3D-Bearbeitung
- Seite 111 und 112:
Schnittdatenempfehlung VHM 419 HX56
- Seite 113 und 114:
Schnittdatenempfehlung VHM 420 HX56
- Seite 115 und 116:
Vollhartmetallfräser 212 HX63 Soli
- Seite 117 und 118:
Schnittdatenempfehlung VHM 212 HX63
- Seite 119 und 120:
Vollhartmetallfräser 213 HX63 Soli
- Seite 121 und 122:
Schnittdatenempfehlung VHM 213 HX63
- Seite 123 und 124:
Vollhartmetallfräser 217 HX63 Soli
- Seite 125 und 126:
Schnittdatenempfehlung VHM 217 HX63
- Seite 127 und 128:
III Vollhartmetallfräser 218 HX63
- Seite 129 und 130:
Schnittdatenempfehlung VHM 218 HX63
- Seite 131 und 132:
Vollhartmetallfräser 412 HX63 Soli
- Seite 133 und 134:
Schnittdatenempfehlung VHM 412 HX63
- Seite 135 und 136:
Vollhartmetallfräser 413 HX63 Soli
- Seite 137 und 138:
Schnittdatenempfehlung VHM 413 HX63
- Seite 139 und 140:
Vollhartmetallfräser 412 HX70 Soli
- Seite 141 und 142:
Schnittdatenempfehlung VHM 412 HX70
- Seite 143 und 144:
Vollhartmetallfräser 413 HX70 Soli
- Seite 145 und 146:
Schnittdatenempfehlung VHM 413 HX70
- Seite 147 und 148:
Vollhartmetallfräser 417 HX63 Soli
- Seite 149 und 150:
Schnittdatenempfehlung VHM 417 HX63
- Seite 151 und 152:
Vollhartmetallfräser 418 HX63 Soli
- Seite 153 und 154:
Schnittdatenempfehlung VHM 418 HX63
- Seite 155 und 156:
Vollhartmetallfräser 417 HX70 Soli
- Seite 157 und 158:
Schnittdatenempfehlung VHM 417 HX70
- Seite 159 und 160:
Vollhartmetallfräser 418 HX70 Soli
- Seite 161 und 162:
Schnittdatenempfehlung VHM 418 HX70
- Seite 163 und 164:
Schnittdatenempfehlung VHM 476W R T
- Seite 165 und 166:
Schnittdatenempfehlung VHM 441W R T
- Seite 167 und 168:
Schnittdatenempfehlung VHM 284(W) T
- Seite 169 und 170:
Schnittdatenempfehlung VHM 285(W) T
- Seite 171 und 172:
Schnittdatenempfehlung VHM 484(W) T
- Seite 173 und 174:
Schnittdatenempfehlung VHM 485(W) T
- Seite 175 und 176:
Schnittdatenempfehlung VHM 236 HX63
- Seite 177 und 178:
Schnittdatenempfehlung VHM 237 HX63
- Seite 179 und 180:
Schnittdatenempfehlung VHM 236 HX70
- Seite 181 und 182:
Schnittdatenempfehlung VHM 237 HX70
- Seite 183 und 184:
Schnittdatenempfehlung VHM 238 HX63
- Seite 185 und 186:
Schnittdatenempfehlung VHM 239 HX63
- Seite 187 und 188:
Schnittdatenempfehlung VHM 238 HX70
- Seite 189 und 190:
Schnittdatenempfehlung VHM 239 HX70
- Seite 191 und 192:
VHC-Fräser für trochoidale Bearbe
- Seite 193 und 194:
Schnittdatenempfehlung VHC 516W Ti1
- Seite 195 und 196:
Schnittdatenempfehlung VHC 526W Ti0
- Seite 197 und 198:
Schnittdatenempfehlung VHC 555W Ti0
- Seite 199 und 200:
Schnittdatenempfehlung VHC 567W HX7
- Seite 201 und 202:
VHM-Fräser zum Fasen und Entgraten
- Seite 203 und 204:
Schnittdatenempfehlung VHM 460 Ti10
- Seite 205 und 206:
Schnittdatenempfehlung VHM 461 Ti10
- Seite 207 und 208:
Schnittdatenempfehlung VHM 461 Ti10
- Seite 209 und 210:
Schnittdatenempfehlung VHM 462 Ti10
- Seite 211 und 212:
VHM-Microfräser für die Stahl-, K
- Seite 213 und 214:
Microfräser Type MNF Micro solid c
- Seite 215 und 216:
Schnittdatenempfehlung Microfräser
- Seite 217 und 218:
Microfräser Type MNF Micro solid c
- Seite 219 und 220:
Schnittdatenempfehlung Microfräser
- Seite 221 und 222:
Schnittdatenempfehlung Microfräser
- Seite 223 und 224:
Schnittdatenempfehlung Microfräser
- Seite 225 und 226:
Microfräser Type MNT Micro solid c
- Seite 227 und 228:
Schnittdatenempfehlung Microfräser
- Seite 229 und 230:
Schnittdatenempfehlung Microfräser
- Seite 231 und 232:
Microfräser Type MKT Micro solid c
- Seite 233 und 234:
Schnittdatenempfehlung Microfräser
- Seite 235 und 236:
Schnittdatenempfehlung Microfräser
- Seite 237 und 238: Microfräser Type MNK Micro solid c
- Seite 239 und 240: Schnittdatenempfehlung Microfräser
- Seite 241 und 242: Schnittdatenempfehlung Microfräser
- Seite 243 und 244: Schnittdatenempfehlung Microfräser
- Seite 245 und 246: Spezialfräser Solid carbide cutter
- Seite 247 und 248: Schnittdatenempfehlung VHM 650W TS3
- Seite 249 und 250: Produktmatrix - Graphitwerkzeuge Pr
- Seite 251 und 252: Vollhartmetallfräser GDH 212 GD06
- Seite 253 und 254: Schnittdatenempfehlung GDH 212 GD06
- Seite 255 und 256: Vollhartmetallfräser GDH 213 GD06
- Seite 257 und 258: Schnittdatenempfehlung GDH 213 GD06
- Seite 259 und 260: Vollhartmetallfräser GDH 214 GD06
- Seite 261 und 262: Schnittdatenempfehlung GDH 214 GD06
- Seite 263 und 264: Vollhartmetallfräser GDH .74 GD06
- Seite 265 und 266: Schnittdatenempfehlung GDH .74 GD06
- Seite 267 und 268: Vollhartmetallfräser GDH .76 GD06
- Seite 269 und 270: Schnittdatenempfehlung GDH .76 GD06
- Seite 271 und 272: Vollhartmetallfräser GDH 222 GD06
- Seite 273 und 274: Schnittdatenempfehlung GDH 222 GD06
- Seite 275 und 276: Vollhartmetallfräser GDH 223 GD06
- Seite 277 und 278: Schnittdatenempfehlung GDH 223 GD06
- Seite 279 und 280: Vollhartmetallfräser GDH 227 GD06
- Seite 281 und 282: Schnittdatenempfehlung GDH 227 GD06
- Seite 283 und 284: Vollhartmetallfräser GDH 228 GD06
- Seite 285 und 286: Schnittdatenempfehlung GDH 228 GD06
- Seite 287: Vollhartmetallfräser GDH 230 GD06
- Seite 291 und 292: Vollhartmetallfräser GDH 231 GD06
- Seite 293 und 294: Schnittdatenempfehlung GDH 231 GD06
- Seite 295 und 296: Vollhartmetallfräser GDH .24 GD06
- Seite 297 und 298: Schnittdatenempfehlung GDH .24 GD06
- Seite 299 und 300: Produktmatrix - Vollhartmetall-Bohr
- Seite 301 und 302: Vollhartmetall-Bohrwerkzeuge Solid
- Seite 303 und 304: Schnittdatenempfehlung Vollhartmeta
- Seite 305 und 306: Abwicklung Jongen Nachschleifservic
- Seite 307 und 308: Bestellformular Jongen Nachschleifs
- Seite 309 und 310: Handling of the regrinding service
- Seite 311 und 312: Regrinding order Please copy this s
- Seite 313 und 314: Service de réaffûtage des fraises
- Seite 315 und 316: Bon de commande pour une demande de
- Seite 317 und 318: Servizio di riaffilatura per freset
- Seite 319 und 320: Ordine di riaffilatura secondo lo s
- Seite 321 und 322: Anfrage Sonderwerkzeug „Vollhartm
- Seite 323 und 324: Inquiry-form JONGEN RAPID LINE - So
- Seite 325 und 326: Formulaire pour demande d‘outils
- Seite 327 und 328: Modulo per richiesta frese in metal
- Seite 329 und 330: Technische Informationen Inhaltsver
- Seite 331 und 332: Hartmetallqualitäten / Beschichtun
- Seite 333 und 334: Symbolerklärung Kühlung Innenküh
- Seite 335 und 336: Berechnungsformeln für die Zerspan
- Seite 337 und 338: Oberflächenvergleichstabelle Oberf
- Seite 339 und 340:
Anwendungshinweise VHB-Bohrer Anboh
- Seite 341 und 342:
Werkstoffvergleichstabelle Deutschl
- Seite 343 und 344:
Werkstoffvergleichstabelle Deutschl
- Seite 345 und 346:
Werkstoffvergleichstabelle Deutschl
- Seite 347 und 348:
Technical appendix Index: Carbide t
- Seite 349 und 350:
Carbide Qualities / Coatings - Soli
- Seite 351 und 352:
Key to symbols Coolant Internal coo
- Seite 353 und 354:
Formulae RPM of spindle: 1000 ⋅ v
- Seite 355 und 356:
Surface comparison symbols Surface
- Seite 357 und 358:
Application instructions Solid Carb
- Seite 359 und 360:
Material comparison table Germany G
- Seite 361 und 362:
Material comparison table Germany G
- Seite 363 und 364:
Material comparison table Germany G
- Seite 365 und 366:
Support technique Sommaire: Nuances
- Seite 367 und 368:
Nuances de carbure Acier Fonte GG(G
- Seite 369 und 370:
Définition des symboles Lubrificat
- Seite 371 und 372:
Formule de calcul Vitesse de rotati
- Seite 373 und 374:
Tableau comparatif- État de surfac
- Seite 375 und 376:
Conseil d´utilisation des forets V
- Seite 377 und 378:
Tableau comparatif des matières Al
- Seite 379 und 380:
Tableau comparatif des matières Al
- Seite 381 und 382:
Tableau comparatif des matières Al
- Seite 383 und 384:
Guida tecnica Contenuto: Qualitá d
- Seite 385 und 386:
Qualitá di metallo duro / rivestim
- Seite 387 und 388:
Definizione simboli Refrigerazione
- Seite 389 und 390:
Formule tecniche per I calcoli dell
- Seite 391 und 392:
Tabella di conversione delle superf
- Seite 393 und 394:
Indicazioni per la programmazione -
- Seite 395 und 396:
Tabella di conversione dei material
- Seite 397 und 398:
Tabella di conversione dei material
- Seite 399 und 400:
Tabella di conversione dei material
- Seite 401 und 402:
General conditions of sale and deli
- Seite 403 und 404:
Condizioni Generali Di Vendita Le s