

3/4 - VÖG - Verein österreichischer Gießereifachleute
3/4 - VÖG - Verein österreichischer Gießereifachleute
3/4 - VÖG - Verein österreichischer Gießereifachleute

Sie wollen auch ein ePaper? Erhöhen Sie die Reichweite Ihrer Titel.
YUMPU macht aus Druck-PDFs automatisch weboptimierte ePaper, die Google liebt.
GIESSEREI-RUNDSCHAU 51 (2004) HEFT 3/4<br />
Bild 3<br />
kühlung der Schmelze auf Kokillentemperatur (ca. 410°C, also deutlich<br />
niedriger als der Schmelzpunkt) rasch.<br />
Bei der Sandform ist die Formtemperatur deutlich niedriger (RT), jedoch<br />
ist der Formsand ein schlechter Wärmeleiter, deswegen kühlt<br />
sich die Schmelze in der Sandform langsamer ab. Bei dieser langsamen<br />
Abkühlung hat die Gießspanne einen größeren Einfluss, weil im<br />
Fall einer hohen Gießtemperatur eine zusätzliche Menge an Wärme<br />
unter gegenüber der Kokille erschwerten Bedingungen aus der Form<br />
entweichen muss, so dass die Schmelze später zum Stocken und zur<br />
Erstarrung kommt. Bei der Kokille überlagert der Einfluss des Wärmeentzuges<br />
den der erhöhten Temperatur. Dem raschen Wärmeentzug<br />
ist hier nicht allein durch Erhöhung der Gießspanne entgegenzuwirken.<br />
Es wurden zusätzlich auch die „Nullpunkte“ bestimmt, also die virtuellen<br />
Punkte auf dem Diagramm, an welchen die Geraden den Wert<br />
0 cm Fließlänge annehmen. Bei der Sandform liegt dieser Punkt bei<br />
einer Gießtemperatur von 606°C, die mit guter Näherung der Liquidustemperatur<br />
(602°C) entspricht. Im Fall der Kokille liegt dieser<br />
„Nullpunkt“ bei Tgieß= 540°C. Es kann aufgrund dieser Punkte gezeigt<br />
werden, dass die Fließlänge der Sandproben in guter Näherung<br />
durch die Gerade darstellbar ist, was bei der Kokille nicht der Fall ist.<br />
Dort würde ein Polynom benötigt, um eine gute Näherung darzustellen.<br />
Für die eindeutige Bestimmung der Parameter dieses Polynoms<br />
reicht aber die Anzahl der Messwerte nicht aus, weshalb künftig<br />
noch weitere Versuche durchgeführt werden sollten.<br />
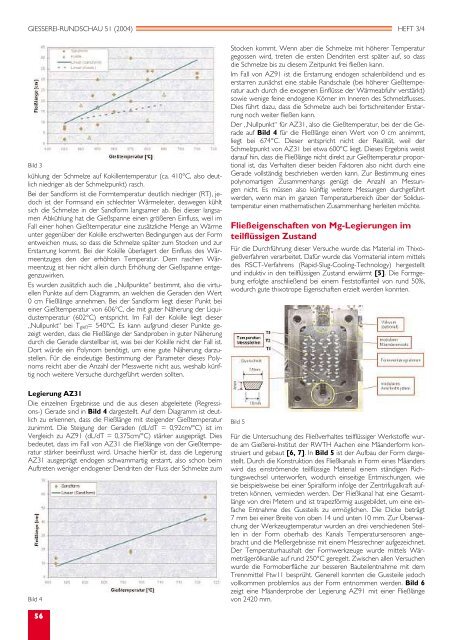
Legierung AZ31<br />
Die einzelnen Ergebnisse und die aus diesen abgeleitete (Regressions-)<br />
Gerade sind in Bild 4dargestellt. Auf dem Diagramm ist deutlich<br />
zu erkennen, dass die Fließlänge mit steigender Gießtemperatur<br />
zunimmt. Die Steigung der Geraden (dL/dT = 0,92cm/°C) ist im<br />
Vergleich zu AZ91 (dL/dT = 0,375cm/°C) stärker ausgeprägt. Dies<br />
bedeutet, dass im Fall von AZ31 die Fließlänge von der Gießtemperatur<br />
stärker beeinflusst wird. Ursache hierfür ist, dass die Legierung<br />
AZ31 ausgeprägt endogen schwammartig erstarrt, also schon beim<br />
Auftreten weniger endogener Dendriten der Fluss der Schmelze zum<br />
Bild 4<br />
56<br />
Stocken kommt. Wenn aber die Schmelze mit höherer Temperatur<br />
gegossen wird, treten die ersten Dendriten erst später auf, so dass<br />
die Schmelze bis zu diesem Zeitpunkt frei fließen kann.<br />
Im Fall von AZ91 ist die Erstarrung endogen schalenbildend und es<br />
erstarren zunächst eine stabile Randschale (bei höherer Gießtemperatur<br />
auch durch die exogenen Einflüsse der Wärmeabfuhr verstärkt)<br />
sowie wenige feine endogene Körner im Inneren des Schmelzflusses.<br />
Dies führt dazu, dass die Schmelze auch bei fortschreitender Erstarrung<br />
noch weiter fließen kann.<br />
Der „Nullpunkt“ für AZ31, also die Gießtemperatur, bei der die Gerade<br />
auf Bild 4 für die Fließlänge einen Wert von 0 cm annimmt,<br />
liegt bei 674°C. Dieser entspricht nicht der Realität, weil der<br />
Schmelzpunkt von AZ31 bei etwa 600°C liegt. Dieses Ergebnis weist<br />
darauf hin, dass die Fließlänge nicht direkt zur Gießtemperatur proportional<br />
ist, das Verhalten dieser beiden Faktoren also nicht durch eine<br />
Gerade vollständig beschrieben werden kann. Zur Bestimmung eines<br />
polynomartigen Zusammenhangs genügt die Anzahl an Messungen<br />
nicht. Es müssen also künftig weitere Messungen durchgeführt<br />
werden, wenn man im ganzen Temperaturbereich über der Solidustemperatur<br />
einen mathematischen Zusammenhang herleiten möchte.<br />
Fließeigenschaften von Mg-Legierungen im<br />
teilflüssigen Zustand<br />
Für die Durchführung dieser Versuche wurde das Material im Thixogießverfahren<br />
verarbeitet. Dafür wurde das Vormaterial intern mittels<br />
des RSCT-Verfahrens (Rapid-Slug-Cooling-Technology) hergestellt<br />
und induktiv in den teilflüssigen Zustand erwärmt [5]. Die Formgebung<br />
erfolgte anschließend bei einem Feststoffanteil von rund 50%,<br />
wodurch gute thixotrope Eigenschaften erzielt werden konnten.<br />
Bild 5<br />
Für die Untersuchung des Fließverhaltes teilflüssiger Werkstoffe wurde<br />
am Gießerei-Institut der RWTH Aachen eine Mäanderform konstruiert<br />
und gebaut [6, 7]. In Bild 5 ist der Aufbau der Form dargestellt.<br />
Durch die Konstruktion des Fließkanals in Form eines Mäanders<br />
wird das einströmende teilflüssige Material einem ständigen Richtungswechsel<br />
unterworfen, wodurch einseitige Entmischungen, wie<br />
sie beispielsweise bei einer Spiralform infolge der Zentrifugalkraft auftreten<br />
können, vermieden werden. Der Fließkanal hat eine Gesamtlänge<br />
von drei Metern und ist trapezförmig ausgebildet, um eine einfache<br />
Entnahme des Gussteils zu ermöglichen. Die Dicke beträgt<br />
7mm bei einer Breite von oben 14 und unten 10 mm. Zur Überwachung<br />
der Werkzeugtemperatur wurden an drei verschiedenen Stellen<br />
in der Form oberhalb des Kanals Temperatursensoren angebracht<br />
und die Meßergebnisse mit einem Messrechner aufgezeichnet.<br />
Der Temperaturhaushalt der Formwerkzeuge wurde mittels Wärmeträgerölkanäle<br />
auf rund 250°C geregelt. Zwischen allen Versuchen<br />
wurde die Formoberfläche zur besseren Bauteilentnahme mit dem<br />
Trennmittel Ftw11 besprüht. Generell konnten die Gussteile jedoch<br />
vollkommen problemlos aus der Form entnommen werden. Bild 6<br />
zeigt eine Mäanderprobe der Legierung AZ91 mit einer Fließlänge<br />
von 2420 mm.














