Radial- Wellendichtringe - GROMEX
Radial- Wellendichtringe - GROMEX
Radial- Wellendichtringe - GROMEX

Sie wollen auch ein ePaper? Erhöhen Sie die Reichweite Ihrer Titel.
YUMPU macht aus Druck-PDFs automatisch weboptimierte ePaper, die Google liebt.
26<br />
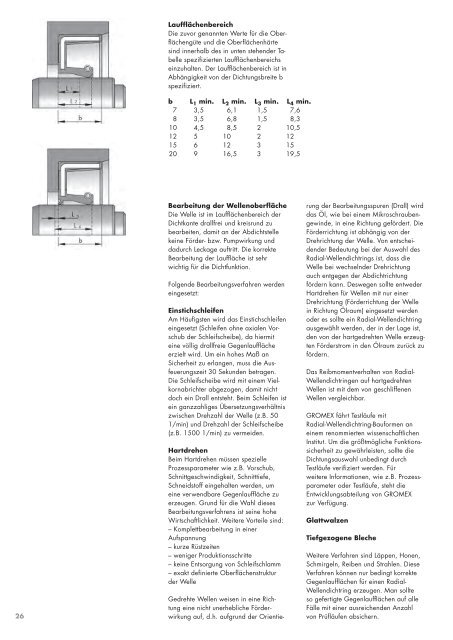
Laufflächenbereich<br />
Die zuvor genannten Werte für die Oberflächengüte<br />
und die Oberflächenhärte<br />
sind innerhalb des in unten stehender Tabelle<br />
spezifizierten Laufflächenbereichs<br />
einzuhalten. Der Laufflächenbereich ist in<br />
Abhängigkeit von der Dichtungsbreite b<br />
spezifiziert.<br />
b L 1 min. L 2 min. L 3 min. L 4 min.<br />
7 3,5 6,1 1,5 7,6<br />
8 3,5 6,8 1,5 8,3<br />
10 4,5 8,5 2 10,5<br />
12 5 10 2 12<br />
15 6 12 3 15<br />
20 9 16,5 3 19,5<br />
Bearbeitung der Wellenoberfläche<br />
Die Welle ist im Laufflächenbereich der<br />
Dichtkante drallfrei und kreisrund zu<br />
bearbeiten, damit an der Abdichtstelle<br />
keine Förder- bzw. Pumpwirkung und<br />
dadurch Leckage auftritt. Die korrekte<br />
Bearbeitung der Lauffläche ist sehr<br />
wichtig für die Dichtfunktion.<br />
Folgende Bearbeitungsverfahren werden<br />
eingesetzt:<br />
Einstichschleifen<br />
Am Häufigsten wird das Einstichschleifen<br />
eingesetzt (Schleifen ohne axialen Vorschub<br />
der Schleifscheibe), da hiermit<br />
eine völlig drallfreie Gegenlauffläche<br />
erzielt wird. Um ein hohes Maß an<br />
Sicherheit zu erlangen, muss die Aus -<br />
feuerungszeit 30 Sekunden betragen.<br />
Die Schleifscheibe wird mit einem Vielkornabrichter<br />
abgezogen, damit nicht<br />
doch ein Drall entsteht. Beim Schleifen ist<br />
ein ganzzahliges Übersetzungsverhältnis<br />
zwischen Drehzahl der Welle (z.B. 50<br />
1/min) und Drehzahl der Schleifscheibe<br />
(z.B. 1500 1/min) zu vermeiden.<br />
Hartdrehen<br />
Beim Hartdrehen müssen spezielle<br />
Prozess parameter wie z.B. Vorschub,<br />
Schnittgeschwindigkeit, Schnitttiefe,<br />
Schneidstoff eingehalten werden, um<br />
eine verwend bare Gegenlauffläche zu<br />
erzeugen. Grund für die Wahl dieses<br />
Bearbeitungsverfahrens ist seine hohe<br />
Wirtschaftlichkeit. Weitere Vorteile sind:<br />
– Komplettbearbeitung in einer<br />
Aufspannung<br />
– kurze Rüstzeiten<br />
– weniger Produktionsschritte<br />
– keine Entsorgung von Schleifschlamm<br />
– exakt definierte Oberflächenstruktur<br />
der Welle<br />
Gedrehte Wellen weisen in eine Richtung<br />
eine nicht unerhebliche Förder -<br />
wirkung auf, d.h. aufgrund der Orientie-<br />
rung der Bearbeitungsspuren (Drall) wird<br />
das Öl, wie bei einem Mikroschraubengewinde,<br />
in eine Richtung gefördert. Die<br />
Förderrichtung ist abhängig von der<br />
Drehrichtung der Welle. Von entscheidender<br />
Bedeutung bei der Auswahl des<br />
<strong>Radial</strong>-Wellendichtrings ist, dass die<br />
Welle bei wechselnder Drehrichtung<br />
auch entgegen der Abdichtrichtung<br />
fördern kann. Deswegen sollte entweder<br />
Hartdrehen für Wellen mit nur einer<br />
Drehrichtung (Förderrichtung der Welle<br />
in Richtung Ölraum) eingesetzt werden<br />
oder es sollte ein <strong>Radial</strong>-Wellendichtring<br />
ausgewählt werden, der in der Lage ist,<br />
den von der hartgedrehten Welle erzeugten<br />
Förderstrom in den Ölraum zurück zu<br />
fördern.<br />
Das Reibmomentverhalten von <strong>Radial</strong>-<br />
<strong>Wellendichtringe</strong>n auf hartgedrehten<br />
Wellen ist mit dem von geschliffenen<br />
Wellen vergleichbar.<br />
<strong>GROMEX</strong> fährt Testläufe mit<br />
<strong>Radial</strong>-Wellendichtring-Bauformen an<br />
einem renommierten wissenschaftlichen<br />
Institut. Um die größtmögliche Funktionssicherheit<br />
zu gewährleisten, sollte die<br />
Dichtungsauswahl unbedingt durch<br />
Testläufe verifiziert werden. Für<br />
weitere Informationen, wie z.B. Prozess -<br />
parameter oder Testläufe, steht die<br />
Entwicklungsabteilung von <strong>GROMEX</strong><br />
zur Verfügung.<br />
Glattwalzen<br />
Tiefgezogene Bleche<br />
Weitere Verfahren sind Läppen, Honen,<br />
Schmirgeln, Reiben und Strahlen. Diese<br />
Verfahren können nur bedingt korrekte<br />
Gegenlaufflächen für einen <strong>Radial</strong>-<br />
Wellendichtring erzeugen. Man sollte<br />
so gefertigte Gegenlaufflächen auf alle<br />
Fälle mit einer ausreichenden Anzahl<br />
von Prüfläufen absichern.