Stela-Laxhuber Trocknungssystem zur Niedertemperatur ...
Stela-Laxhuber Trocknungssystem zur Niedertemperatur ...
Stela-Laxhuber Trocknungssystem zur Niedertemperatur ...

Sie wollen auch ein ePaper? Erhöhen Sie die Reichweite Ihrer Titel.
YUMPU macht aus Druck-PDFs automatisch weboptimierte ePaper, die Google liebt.
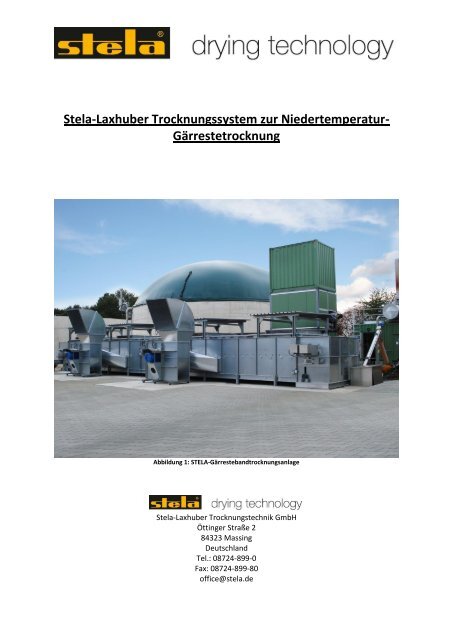
<strong>Stela</strong>-<strong>Laxhuber</strong> <strong>Trocknungssystem</strong> <strong>zur</strong> <strong>Niedertemperatur</strong>-<br />
Gärrestetrocknung<br />
Abbildung 1: STELA-Gärrestebandtrocknungsanlage<br />
<strong>Stela</strong>-<strong>Laxhuber</strong> Trocknungstechnik GmbH<br />
Öttinger Straße 2<br />
84323 Massing<br />
Deutschland<br />
Tel.: 08724-899-0<br />
Fax: 08724-899-80<br />
office@stela.de
1. Allgemeines:<br />
Das <strong>Stela</strong>-<strong>Laxhuber</strong> <strong>Trocknungssystem</strong> ist ein hocheffizientes Verfahren <strong>zur</strong><br />
Trocknung von Gärresten mit niederkalorischer Wärme. Geringe Emissionen sowie<br />
ein hochwertiges Endprodukt, bei niedrigen Verbrauchswerten sind die markanten<br />
Vorzüge der <strong>Stela</strong>-Bandtrocknertechnik. Grundsätzlich können diese<br />
<strong>Trocknungssystem</strong>e ab einer thermischen Leistung von ca. 250 kWhth eingesetzt<br />
werden. Dank des modularen Aufbaus der Trocknungsanlagen sind nahezu sämtliche<br />
Leistungsabstufungen realisierbar und somit ist auch nach oben hin keine Grenze<br />
gesetzt.<br />
2. Verfahrensbeschreibung:<br />
Eine effiziente Gärrestetrocknung kann über zwei verschiedene Trocknungsverfahren<br />
realisiert werden.<br />
Abbildung 2: Trocknungsverfahren<br />
Separierung:<br />
Bei diesem Trocknungsprinzip wird der Bandtrocknungsanlage ein<br />
Schneckenpressseparator vorgeschaltet um die flüssige und die feste<br />
Gärrestefraktion zu trennen. Die flüssige Phase wir danach direkt dem Endlager<br />
zugeführt und der feste Anteil mit einem T.S.-Gehalt von ca. 25-35% kann getrocknet<br />
werden. Dieses Verfahren kommt hauptsächlich dann zum Einsatz wenn mehr als<br />
50% der Abwärme des Blockheizkraftwerkes für Eigenbedarf oder andere Abnehmer<br />
verwendet wird.<br />
2
Rückmischverfahren:<br />
Beim Rückmischverfahren hingegen muss der Gärrest nach dem Fermenter nicht<br />
extra separiert werden sondern kann auf direktem Wege dem Trocknungskreislauf<br />
zugeführt werden. Da das flüssige Substrat zu diesem Zeitpunkt weder durch<br />
Schnecken förder- noch verteilbar und ebenso wenig luftdurchlässig ist kommt die<br />
sogenannte Rückmischeinheit zum Einsatz. Hierbei wird der flüssige Gärrest vor der<br />
Einbringung in die Bandtrocknungsanlage mit Hilfe einer Mischer-Schnecke mit<br />
bereits getrocknetem Gärrest vermengt. Die flüssige Fraktion wird hierfür durch eine<br />
Pumpe in den Mischer gepumpt, während der trockene Anteil mit einer Föderschnecke<br />
eingebracht wird. Der trockene Gärrest wird in einem Pufferbehälter<br />
gelagert von dort eine Teilmenge für die Rückmischung genutzt wird und der andere<br />
Teil als fertiger Dünger in das Lager gelangt.<br />
Trocknung:<br />
Grundsätzlich werden die Gärreste nach der jeweiligen Vorbehandlung dem Trockner<br />
mit einem Trockensubstanzgehalt von ca. 50 bis 25% zugeführt. Über zwei<br />
Förderschnecken wird das Feuchtgut zunächst gleichmäßig über die Bandbreite<br />
verteilt und eingeebnet. Die geeignete Schütthöhe ist variabel einstellbar und kann<br />
damit optimal auf die jeweiligen Erfordernisse schnell und einfach angepasst werden.<br />
Nach der Verteilung wird das Produkt durch den Bandvorschub in den<br />
Trocknungsbereich eingefahren. Innerhalb des Trocknertunnels wird die<br />
Produktschüttung von Warmluft mit einer Temperatur von ca. 60 bis 90°C<br />
durchströmt. Während die Warmluft die Gutschicht durchströmt, wird die<br />
Feuchtigkeit konvektiv abgetrocknet und auf den Luftstrom übertragen, welcher<br />
durch den dabei nötigen Wärmeentzug abkühlt. Hierbei werden<br />
Wasserverdampfungsleistungen von ca. 0,8-1,0 kg Wasser/kWhth erzielt.<br />
Die Warmluft wird in indirekten Wärmetauschern, welche mit Heißwasser von 60 bis<br />
95°C gespeist werden, erzeugt.<br />
Der Ventilator(en) sorgt für die notwendige Belüftung der konvektiven Trocknung.<br />
Der Ventilator(en) ist strömungsseitig im Abluftbereich angeordnet, so dass die<br />
gesamte Anlage im Saugbetrieb (Unterdruck) betrieben wird. Der Ventilator(en) ist in<br />
seiner Lüftungsleistung durch einen frequenzgesteuerten Antrieb regelbar. Damit<br />
kann eine optimale Anpassung an die jeweiligen Betriebsbedingungen erfolgen, um<br />
immer im bestmöglichen Wirkungsgradbereich zu produzieren. Die Abluft wird nach<br />
oben an die Umgebung abgegeben.<br />
3
Die Durchlüftung der Produktschicht erfolgt von oben nach unten. Feinanteile<br />
werden durch die Produktschicht selbst abgeschieden, ähnlich einer Filtermatte.<br />
Zusätzlich bildet das Transportband eine zweite Filterung der Abluft.<br />
Zum Erhalt eines möglichst homogenen Trockengutes wird die Schüttung nach halber<br />
Trocknerlänge mittels einer bewährten Wendevorrichtung umgeschichtet und<br />
vermischt. Dadurch erfolgt ein Ausgleich zwischen der trockeneren Oberschicht und<br />
der etwas feuchteren Unterschicht. Diese Maßnahme gewährleistet am<br />
Trockneraustritt ein sehr homogenes Trockengut. Nach Durchlaufen des<br />
Trocknungsbereiches wird das Produkt ausgeschleust. Das Trockengut fällt vom<br />
Förderband in eine Förderschnecke und wird <strong>zur</strong> weiteren Verarbeitung<br />
abtransportiert.<br />
Der Trocknungsbereich ist vom Aufgabe- und Abgabebereich abgeschottet, so dass<br />
Leckagen nur sehr gering sind. Zusätzlich wird der gesamte Trocknungs- und<br />
Warmluftbereich im leichten Unterdruck betrieben, so dass der Austritt von Leckluft<br />
nicht möglich ist.<br />
Mit dem STELA-Bandtrockner ist es möglich neben dem Trocknen von Gärresten auch<br />
noch viele andere Produkte zu trocknen wie zum Beispiel:<br />
- Körnermais<br />
- geschroteter Mais<br />
- Weizen<br />
- Raps<br />
- gehäckseltes Stroh<br />
- Hackschnitzel<br />
- Sägespäne<br />
- Grüngut<br />
- und viele weitere Produkte<br />
4
1 Produktaufgabe<br />
2 Produkt<br />
3 Wendeeinrichtung<br />
4 Austragsschnecke<br />
5 Bandreinigung trocken (optional)<br />
6 Ventilator für Bandreinigung<br />
7 Gewebeband<br />
8 Frischluft<br />
9 Wärmetauscher<br />
10 Wärmeversorgung<br />
11 Abluft<br />
12 Nassreinigung (optional)<br />
Abbildung 3: Funktionsprinzip Bandtrockner<br />
5
3. Abluftreinigung:<br />
Da die Ammoniakkonzentration der Trocknerabluft in vielen Fällen den von der TA-<br />
Luft festgesetzten Grenzwert von 30 mg/m³ überschreitet wird hierbei auf ein<br />
Abluftreinigungssystem <strong>zur</strong>ückgegriffen.<br />
Abbildung 4: Abluftwäscher<br />
Der Luftwäscher wird der Gärrestetrocknung nachgeschaltet. Der Ventilator(en) der<br />
Trocknungsanlage befördert die Abluft in den Luftwäscher. Diese Luft enthält ca. 40 –<br />
140 ppm Ammoniak, wovon im Luftwäscher bis zu 80% herausgefiltert werden.<br />
Der Abluftwäscher arbeitet als sogenannter Integral-Luftwäscher mit senkrechter<br />
Schichtung. Die Abluft wird in den Luftwäscher eingedrückt und strömt - bedingt<br />
durch den Überdruck - durch die Füllkörper. Von oben wird PH-Wert abgesenktes<br />
Waschwasser auf die Füllkörper gesprüht, welches sich in den Gitterboxtanks<br />
6
sammelt und über eine Pumpe wieder auf die Füllkörper aufgebracht wird. Dabei<br />
handelt es sich um einen völlig geschlossenen Kreislauf, dem regelmäßig Frischwasser<br />
zugeführt wird, welches die Verluste durch Verdunstung und des Schlammabzuges<br />
ausgleicht. Ein Teil des Waschwassers wird dabei dem Prozess kontinuierlich<br />
entzogen und als Flüssigdünger verwendet (Ammonium-Sulfat-Lösung). Über eine<br />
PH-Wert-Regelung wird die Schwefelsäure mittels einer Dosierpumpe dem System<br />
zugeführt.<br />
Durch die Konstruktion des Luftwäschers, der Materialauswahl der Bauteile und der<br />
großen Oberfläche resultiert eine hohe Benetzungsfähigkeit, bei geringem<br />
Druckverlust und einer minimalen Verschmutzungsanfälligkeit. Aufgrund der exakten<br />
Wasserverteilung über geeignete Vollkegel-Sprühdüsen auf der Füllkörperoberfläche<br />
wird eine 100%ige Sättigung der Luft mit Wasser erreicht mit dem Ergebnis einer<br />
maximalen Selbstreinigung. Der dem System nachgeschaltete Tropfenabscheider<br />
verhindert, dass hohe Anteile von Aerosolen den Wäscher verlassen und damit im<br />
Wasser gelöste Schadstoffe in die Umwelt gelangen. Die den aggressiven Medien<br />
ausgesetzten Bauteile des Luftwäschers sind alle aus korrosionsbeständigen<br />
Materialien, wie PVC und VA-Stahl gefertigt. Das Luftwäscher-System entspricht den<br />
Vorgaben der DIN 1946 und VDI 3478, sowie alle sonstigen tangierenden technischen<br />
Vorschriften.<br />
Die Steuerung des Luftwäschers erfolgt vollautomatisch und regelt je nach Bedarf die<br />
Sprühdüsen der Abluftreinigung. Sämtliche Parameter, wie Pumpzeiten, PH-Wert-<br />
Regelung des Waschwassers und Pumpendrehzahlen sind vom Lüftungsregler aus<br />
veränderbar. Verschiedene Faktoren wie PH-Wert, Füllstand, Säuredosierung können<br />
überwacht und als Alarmmeldung weitergegeben werden.<br />
Emmissionswerte des <strong>Stela</strong>-Bandtrocknungssystems:<br />
Gesamtstaubgehalt < 10 mg/m³<br />
Geruch < 500 GE/m³ (auf Schwefelgehalt beschränkt)<br />
Ammoniak < 30 mg/m³<br />
Lärmbelastung < 70 dB(A) in 10 m Entfernung<br />
7
4. Reinigung des Gewebebandes: (Option)<br />
Zur Abreinigung des Trocknungsbandes werden eine kontinuierliche<br />
Trockenreinigung und eine diskontinuierliche Nassreinigung eingesetzt.<br />
Die Trockenreinigung erfolgt durch eine Bandausblasung, welche abgabeseitig das<br />
perforierte Trocknungsband ausbläst. Die Reinigungsreste werden dem Abgabegut<br />
zugeführt.<br />
Zur weitergehenden Reinigung des Bandes kann eine Hochdrucknassreinigung<br />
eingesetzt werden. Eine rotierende Ringdüse wird mittels einer Hochdruckpumpe mit<br />
ca. 180 bar beaufschlagt. Der entstehende Wasserstrahl reinigt das Band zuverlässig<br />
von klebenden Ablagerungen ab. Die rotierende Düse verfährt durch einen<br />
pneumatischen Lineartrieb über die Bandbreite und kann damit das gesamte Band<br />
abreinigen. Das Schmutzwasser wird von einer Auffangwanne gesammelt und über<br />
ein Ablaufrohr der bauseitigen Entsorgung zugeleitet.<br />
4. Konstruktion:<br />
Der STELA-Trockner wird in stabiler Segmentbauart gefertigt. Als Materialien werden<br />
weitestgehend VA-und verzinkte Stahl-Bleche verwendet. Das Abluftschachtsystem<br />
wird aus einer hochfesten Aluminiumlegierung AlMg3 gefertigt. Die Ventilatoren<br />
hingegen besitzen ein Lüfterrrad aus hochfesten Kohlenstoffstahl sowie ein<br />
Stahlblechgehäuse.<br />
Als Trocknungsband wird ein sehr fein perforiertes Polyester-Kunststoffband<br />
verwendet. Es besitzt eine sogenannte Antistatikausrüstung um eventuellen<br />
Zündquellen durch statische Aufladung zu vermeiden. Außerdem wird durch ein<br />
eigens für die Trocknungstechnik entwickeltes Wärmebehandlungsverfahren des<br />
Bandherstellers die Längenänderung des Gewebebandes, aufgrund von<br />
Wärmebeaufschlagung im Trocknungsprozess, unterdrückt.<br />
4. Wartung<br />
Voraussetzung für den reibungslosen Betrieb und Funktion der Trocknungsanlage ist<br />
selbstverständlich, dass die Anlage entsprechend der mitgelieferten Bedienungs- und<br />
Wartungsanleitung betrieben wird. Aufgrund von sorgfältig ausgewählten Materialen<br />
und Komponenten gepaart mit langjähriger Erfahrung im Industrietrocknungsbereich<br />
beschränken sich Wartungsintervalle jedoch auf ein Minimum. Diese<br />
Wartungsfreundlichkeit ermöglicht es <strong>Stela</strong>-<strong>Laxhuber</strong> eine Einsatzbereitschaft der<br />
Trocknungsanlagen von > 8000 h im Jahr zu garantieren.<br />
8
Volumenstrombilanz Gärrestetrocknung mit Rückmischverfahren (Beispiel bei 500 kWhth)<br />
Abbildung 5: Volumenstrombilanz Gärrestetrocknung mit Rückmischverfahren<br />
9
Volumenstrombilanz Gärrestetrocknung mit Separation (Beispiel bei 500 kWhth)<br />
Abbildung 6 Volumenstrombilanz Gärrestetrocknung mit Separation<br />
10