Lernfelder Metalltechnik Werkzeugmechanik Fachwissen - Christiani
Lernfelder Metalltechnik Werkzeugmechanik Fachwissen - Christiani
Lernfelder Metalltechnik Werkzeugmechanik Fachwissen - Christiani

Sie wollen auch ein ePaper? Erhöhen Sie die Reichweite Ihrer Titel.
YUMPU macht aus Druck-PDFs automatisch weboptimierte ePaper, die Google liebt.
Hinweise für den Benutzer<br />
Das Lernpaket „<strong>Lernfelder</strong> <strong>Metalltechnik</strong> <strong>Werkzeugmechanik</strong>“ besteht aus zwei Büchern:<br />
• „<strong>Lernfelder</strong> <strong>Metalltechnik</strong> <strong>Werkzeugmechanik</strong> <strong>Fachwissen</strong>“ (55090)<br />
• „<strong>Lernfelder</strong> <strong>Metalltechnik</strong> <strong>Werkzeugmechanik</strong> Prozesswissen“ (55100)<br />
Das vorliegende Buch „Prozesswissen“ enthält im ersten Teil Handlungssituationen und Lernsituationen<br />
zu folgenden <strong>Lernfelder</strong>n:<br />
� Lernfeld 5 Formgeben von Bauelementen durch spanende Fertigung<br />
� Lernfeld 6 Herstellen technischer Teilsysteme des Werkzeugbaus<br />
� Lernfeld 7 Fertigen mit numerisch gesteuerten Werkzeugmaschinen<br />
� Lernfeld 8 Planen und Inbetriebnehmen steuerungstechnischer Systeme<br />
� Lernfeld 9 Herstellen von formgebenden Werkzeugoberflächen<br />
� Lernfeld 10 Fertigen von Bauelementen in der rechnergestützten Fertigung<br />
� Lernfeld 11 bis 14 Planen, Fertigen und Inbetriebnehmen technischer Systeme<br />
des Werkzeugbaus<br />
Im zweiten Teil dieses Buches „Prozesswissen“ befinden sich zur<br />
Ergänzung, Vertiefung und Übung des Lehrstoffes lernfeldorientierte<br />
und lernfeldübergreifende Übungsaufgaben, auf die<br />
im Buch „<strong>Fachwissen</strong>“ in den entsprechenden Kapiteln verwiesen<br />
wird.<br />
Dem Buch „Prozesswissen“ ist für die Schüler eine DVD mit ergänzenden<br />
Inhalten beigelegt. (Demoprogramme für die CNC-<br />
Bearbeitung, Steuerungstechnik und den Werkzeugbau, sowie<br />
Videofilme zu den Fertigungsverfahren und Katalogauszüge)<br />
Das zugehörige Buch „<strong>Fachwissen</strong>“ unter der Bestellnummer<br />
55090 enthält das zur Bearbeitung der Lernsituationen in den<br />
14 <strong>Lernfelder</strong>n erforderliche <strong>Fachwissen</strong>. Das Buch ist ebenfalls<br />
nach den 14 <strong>Lernfelder</strong>n geordnet. Lernfeldübergreifende Themen<br />
wie Prüftechnik, Qualitätsmanagement und Werkstofftechnik<br />
sind nachgestellt.<br />
„Unterrichtsbegleitmaterial“ auf CD-ROM erhält der Lehrer unter<br />
der Bestellnummer 550101 mit:<br />
– Didaktischen Hinweisen für den Unterricht,<br />
– Lösungsbeispielen zu den Lernsituationen,<br />
– Lösungen zu den Übungsaufgaben,<br />
– Vorlagen für Folien bzw. für den Einsatz mit einem Beamer.
Haben Sie Anregungen oder Kritikpunkte zu diesem Buch?<br />
Dann senden Sie eine E-Mail an 55100@bv-1.de<br />
Autoren und Verlag freuen sich auf Ihre Rückmeldung.<br />
Informationen zur beiliegenden DVD – <strong>Werkzeugmechanik</strong> Prozesswissen<br />
Auf der DVD sind Zusatzmaterialien zusammengestellt, mit denen die im Buch vorgestellten<br />
Themen und Informationen ergänzt werden können.<br />
• Programme zum Planen, Berechnen und Simulieren ergänzen und vertiefen Themenbereiche<br />
aus dem Fachbuch, z. B.:<br />
Auswahl von Bohrern, Gewindebohrern und Fräsern<br />
Bestimmung von Schnittwerten (Firma TITEX-PLUS Präzisionswerkzeuge Günther & Co)<br />
CNC-Programmierung mit Heidenhainsteuerung ITNC530 (Demo-Version)<br />
(Firma Dr. Johannes Heidenhain GmbH)<br />
FluidSIM Pneumatik (Demo-Version)<br />
Software zum Entwickeln, Zeichnen und Simulieren von pneumatischen und elektropneumatischen<br />
Schaltungen (Firma FESTO)<br />
• Videos und Präsentationen aus unterschiedlichen Bereichen veranschaulichen Planungs- und<br />
Produktionsprozesse, z. B.:<br />
Fräserspannsysteme (Firma Schunk GmbH & Co KG)<br />
Simulation der CNC-Bearbeitung eines „Deckels“ (Firma SL-Automatisierungstechnik)<br />
Vakuumgießanlagen und Metallfeinguss (MK Techology GmbH)<br />
• Firmenunterlagen und Katalogauszüge dienen zur Ergänzung von Datensammlungen, zur<br />
Auswahl von Fertigungskenngrößen, als Unterlagen für Konstruktionen und Bestellungen.<br />
Zugangsadressen zum Internet ermöglichen direkten Kontakt zu den Firmen, die im Bereich<br />
<strong>Werkzeugmechanik</strong> zu den führenden Unternehmen zählen, z. B.:<br />
Elektrohydraulischer Hubtisch<br />
Konstruktionsunterlagen, Wartungsanweisungen, Anwendungsbeispiele (Firma Meili)<br />
Normalien für Spritzgießwerkzeuge<br />
Bewegliche Demos von Spritzgießwerkzeugen (Firma HASCO-Normalien GmbH + Co KG)<br />
www.bildungsverlag1.de<br />
Bildungsverlag EINS GmbH<br />
Sieglarer Straße 2, 53842 Troisdorf<br />
ISBN 978-3-427-55100-3<br />
© Copyright 2008: Bildungsverlag EINS GmbH, Troisdorf<br />
Das Werk und seine Teile sind urheberrechtlich geschützt. Jede Nutzung in anderen als den gesetzlich<br />
zugelassenen Fällen bedarf der vorherigen schriftlichen Einwilligung des Verlages.<br />
Hinweis zu § 52a UrhG: Weder das Werk noch seine Teile dürfen ohne eine solche Einwilligung eingescannt<br />
und in ein Netzwerk eingestellt werden. Dies gilt auch für Intranets von Schulen und sonstigen<br />
Bildungseinrichtungen.
66 8.2.1 Lernsituation Fehler an einer Spannvorrichtung suchen und Störungen beheben<br />
Lernsituation<br />
8.2.1 Lernsituation<br />
Fehler an einer Spannvorrichtung suchen und Störungen beheben<br />
Situation:<br />
An der dargestellten hydraulischen Spannvorrichtung für den Einbau von Werkzeugen in<br />
Spritzgießmaschinen tritt folgende Störung auf:<br />
Nach dem Spannvorgang kann die Spannkraft nicht aufrecht gehalten werden. Das Werkzeug<br />
bleibt nicht fest eingespannt. Die Maschine schaltet auf Störung und zeigt durch<br />
eine Warnlampe die Störungsquelle in der Hydraulik der Schließseite an. Leckagen sind<br />
nicht festzustellen.<br />
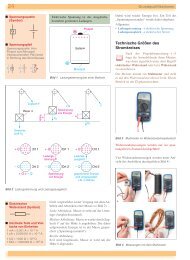
Hinweise:<br />
• Die Keilspannelemente sind doppelt<br />
wirkende Zylinder.<br />
• Aus Sicherheitsgründen wird der<br />
Druck in jedem Spannkreis über<br />
zwei elektrische Druckschalter abgefragt.<br />
• Außer dem hier dargestelltem<br />
Schaltplan sind keine Unterlagen<br />
vorhanden.<br />
Auftrag: Ermitteln Sie die Fehlerursache,<br />
planen Sie die Störungsbehebung<br />
und die Wiederinbetriebnahme.<br />
Hydraulischer Schaltplan der Werkzeugspannvorrichtung<br />
Hydraulisches Keilspannelement
Lernfeld 9 Herstellen von formgebenden Werkzeugoberflächen 79<br />
Handlungssituation<br />
9.2 Handlungssituation<br />
Planen einer HSC-Fräsbearbeitung von Formwerkzeugen<br />
Die Hochgeschwindigkeitsbearbeitung ermöglicht in der spanenden Fertigung:<br />
• Erzielung von hohen Form- und Maßgenauigkeiten,<br />
• Erzielung hoher Oberflächengüten bis Polierqualität,<br />
• Bearbeitung gehärteter Formteile,<br />
• Senkung der manuellen Nacharbeiten,<br />
• Reduzierung der Bearbeitungs- und Durchlaufzeit.<br />
Die Planung einer Hochgeschwindigkeitsbearbeitung<br />
auf einer HSC-Fräsmaschine verlangt vom<br />
Fachmann genaue Kenntnis über<br />
Programmstart im Kontrolle per Override<br />
• die Maschine, ihre Ausrüstung und ihre Steuerung,<br />
• das Werkstück und seine Qualitätsanforderungen,<br />
• Werkzeuge und Schnittdaten,<br />
• Programmentwicklung im CAM-System.<br />
Auf diesen Grundlagen ist der Fachmann in der Lage, eine Fräsbearbeitung auf einer HSC-<br />
Fräsmaschine zu planen.<br />
Situation: Fertigen eines Formeinsatzes für einen Golfball<br />
Die Innenkontur des dargestellten Formeinsatzes für einen Golfball soll auf einer HSC-<br />
Fräsmaschine Röders RXP 500 hergestellt werden.<br />
Ein Rohling mit fertig bearbeiteter Außenkontur ist vorgegeben. Der Werkstoff ist<br />
Chrom-Molybdän-Stahl (X40CrMoV5-1) mit einer Härte von 52 HRC.<br />
Es liegt der CAD-Datensatz der Kontur des Formnestes vor. Er soll mit dem CAM-System<br />
DELCAM PowerMILL für die HSC-Bearbeitung aufbereitet werden.<br />
Foto des Formnestes<br />
Zeichnung des Rohteils<br />
HSC-Fräsmaschine Röders RXP 500<br />
Lernfeld 9
<strong>Lernfelder</strong> 11 bis 14 Planen, Fertigen und Inbetriebnehmen technischer Systeme des Werkzeugbaus 97<br />
Handlungssituation<br />
13.1 Handlungssituation<br />
Vom Kundenauftrag zum technischen System „Formnest“<br />
Die Entwicklung von Produkten, die aus<br />
Kunststoffen im Spritzgießverfahren hergestellt<br />
werden, vollzieht sich in mehreren<br />
Schritten.<br />
Funktionsgerechte und kostengünstige Lösungen,<br />
werden von einem Fachteam aus den<br />
Bereichen Werkzeugbau und Kunststoffverarbeitung<br />
in Rücksprache mit dem Kunden<br />
entwickelt. Neben dem Spezialisten für die<br />
Werkstoffauswahl ist der <strong>Werkzeugmechanik</strong>er<br />
in diesen Entwicklungsprozess mit seinen<br />
Kompetenzen bei der Formteilgestaltung<br />
und beim Werkzeugaufbau eingebunden.<br />
Beispiel: Abdeckkappe für Pfosten<br />
Ein Kunde möchte für die Abdeckung von<br />
Pfosten, wie sie im Garten- und Landwirtschaftsbereich<br />
eingesetzt werden, eine Abdeckung<br />
aus Kunststoff herstellen lassen. Die<br />
Abdeckung soll die witterungsbedingte Verrottung<br />
des Pfostens im Stirnholzbereich verhindern.<br />
1. Auftrag analysieren<br />
Der Fachmann informiert sich über den Kundenauftrag, indem er die an das Kunststoffteil<br />
gestellten Anforderungen und die Randbedingungen genau erfasst. Dazu kann er<br />
sich z. B. einer Konstruktionscheckliste mit der Auflistung der wichtigsten Anforderungen<br />
bedienen.<br />
Beispiel: für eine Konstruktionscheckliste (nach DUPONT)<br />
A. Allgemeines<br />
1. Funktion des Bauteils bzw. der Gruppe<br />
2. Steigerung der Funktionalität<br />
B. Einsatzbedingungen<br />
1. Belastungen: Art, Dauer, Höhe<br />
– statisch, dynamisch<br />
– kurzzeitig, langzeitig, stoßartig<br />
– Maximal- und Minimalwerte<br />
2. Einsatztemperatur<br />
– Maximal- und Minimalwerte<br />
– Einsatzdauer<br />
3. Umgebungsmedien<br />
– Luft, Wasser, Feuchtigkeit<br />
– Chemikalien, UV-Belastung, u. a.<br />
Pfosten<br />
ohne Fase<br />
Copyright 2007 Daimer AG<br />
Pfosten<br />
mit Fase<br />
C. Konstruktionsanforderungen<br />
1. Toleranzen<br />
2. Max. zulässige Formteilverformungen<br />
– Verzug, Einfallstellen<br />
– Kantenrundungen<br />
3. Oberflächenbeschaffenheit<br />
– poliert, genarbt, strukturiert<br />
– zulässige Markierungen von Auswerfern,<br />
sichtbare Formtrennung<br />
4. Montage – Demontage (Verbindungstechniken)<br />
5. Spezifikationen und Zulassungen<br />
– Behördliche Vorschriften<br />
– Firmeninterne Richtlinien<br />
<strong>Lernfelder</strong> 11 bis 14 Formenbau
118 13.2 Handlungssituation Entwerfen eines Schneid- und Gesenkbiegewerkzeugs und Planen der Fertigung<br />
• Schneidplattendurchbruch<br />
Aufgrund der Blechdicke von 2 mm, der geringen Stückzahl<br />
von 80 pro Jahr und der großen Toleranzen wird die<br />
nebenstehende Form des Durchbruchs gewählt. Der Freiwinkel<br />
α soll dabei 30° betragen.<br />
• Schneidspalt<br />
Aufgrund der Blechdicke von 2 mm, des Schneidplattendurchbruchs<br />
mit Freiwinkel und der Scherfestigkeit von<br />
386 N/mm 2 ergibt sich laut Tabelle (VDI 3368) ein Schneidspalt<br />
von u = 0,04 mm.<br />
• Folgeschneidwerkzeug (Konstruktion der Teilsysteme und<br />
Gesamtzeichnung)<br />
Als Grundlage für die Konstruktion diente ein „Schnittkasten“ mit Plattenführung,<br />
der als Normalie bestehend aus Kopf-, Druck-, Stempelhalte-, Führungs-, Schneidund<br />
Grundplatte sowie aus Führungsleisten und allen Normteilen zum Fügen zur<br />
Verfügung stand.
<strong>Lernfelder</strong> 11 bis 14 Planen, Fertigen und Inbetriebnehmen technischer Systeme des Werkzeugbaus 127<br />
Handlungssituation<br />
13.3 Handlungssituation<br />
Konstruieren einer Schweißvorrichtung<br />
Vorrichtungen haben die Aufgabe, Werkstücke und Werkzeuge in arbeitsgerechte Lage<br />
zu bringen und die Handhabung zu erleichtern.<br />
Vor dem Bau einer Vorrichtung muss die Entscheidung<br />
darüber getroffen werden, ob eine<br />
Vorrichtung überhaupt notwendig ist, um die Arbeitsaufgabe<br />
zu erfüllen, oder ob mit einfachen<br />
Hilfsmitteln, z. B. einem Maschinenschraubstock<br />
oder einem Aufspannwinkel, der Auftrag ebenso<br />
wirtschaftlich erledigt werden kann.<br />
Die Entscheidung über den Aufbau der Vorrichtung<br />
setzt voraus, dass der Fachmann die<br />
Arbeitstechniken, die durch die Vorrichtung<br />
unterstützt werden sollen, sowie die dabei eingesetzten<br />
Geräte und Hilfsmittel kennt.<br />
Nach gründlicher Analyse der Werkstücke und<br />
der Arbeitstechnik plant der Fachmann die Vor-<br />
Copyright 2007 Daimer AG<br />
richtung. Er bestimmt dabei die einzelnen Elemente<br />
zum Positionieren, Spannen, Stützen usw. und ihre Einbaulage. Diese dokumentiert<br />
er in der Gesamtzeichnung und den Einzelteilzeichnungen.<br />
Für den späteren Gebrauch der Vorrichtung formuliert er Richtlinien zur Handhabung der<br />
Vorrichtung.<br />
Beispiel: Konstruieren einer Schweißvorrichtung für ein Schleuderrad<br />
Das Unternehmen hat den Auftrag erhalten 100 geschweißte Schleuderräder zu liefern.<br />
Die Scheibe mit eingesetzter Nabe liegt vor.<br />
Es ist eine Schweißvorrichtung zum Positionieren und Spannen der Flügel zu planen.<br />
Zum Schweißen ist MIG-Schweißen vorgesehen.<br />
Für die Zukunft ist beabsichtigt, auch Schleuderräder mit verschlissenen Schaufeln wieder<br />
mit neuen Schaufeln zu versehen.<br />
<strong>Lernfelder</strong> 11 bis 14 Vorrichtungsbau
128 13.3 Handlungssituation Konstruieren einer Schweißvorrichtung<br />
1. Auftrag analysieren<br />
Der Fachmann<br />
� ermittelt aus dem Auftrag die Aufgabe der zu planenden Vorrichtung,<br />
� informiert sich bei Fachleuten und aus Dokumentationen über Arbeitstechniken, Arbeitsgeräte<br />
und spezielle Einsatzbedingungen des Fertigungsverfahrens, für das die<br />
Vorrichtung zu planen ist,<br />
� sammelt aus der Zeichnung und anderen Unterlagen Angaben, welche die Ausführung<br />
der Vorrichtung bestimmen, z. B. Bearbeitungsstellen, Größe, Gewicht, Bezugsmaße,<br />
Toleranzen.<br />
Auftrag analysieren<br />
Der Fachmann stellt Folgendes fest:<br />
Die Vorrichtung wird zum Positionieren und Spannen beim Handschweißverfahren<br />
(WIG) eingesetzt. Die zu verbindenden Bauteile sind eine Scheibe mit einer bereits angeschweißten<br />
Nabe und 12 Flügel.<br />
Das Fügeverfahren Schweißen erfordert von Vorrichtungen<br />
– Schweißstellen mit der Schweißpistole leicht erreichbar zu gestalten,<br />
– möglichst Steig- und Fallnähte zu vermeiden, Wannenlage anzustreben,<br />
– wenn nötig Spritzschutz für Positionier-, Spann- und Stützelemente vorzusehen,<br />
– alle Einzelteile gesondert zu positionieren und ggf. spannen,<br />
– Wärmestau in Vorrichtungsteilen zu verhindern,<br />
– Entfernen des Werkstück aus der Vorrichtung<br />
nicht zu behindern.<br />
Zum Schweißen der Flügel äußert ein Schweißfachmann<br />
über die Schweißfolge:<br />
Zunächst wird wegen der Gefahr von Verzug<br />
auf beiden Seiten eines Flügels jeweils eine kurze<br />
Naht gelegt. Danach wird der gegenüberliegende<br />
Flügel ebenso verschweißt. Anschließend<br />
werden die Flügel, die senkrecht dazu liegen,<br />
mit ebenfalls kurzen Nähten angeschweißt.<br />
Schließlich werden in der gleichen Reihenfolge<br />
die Nähte vervollständigt.<br />
2. Vorrichtung planen<br />
Schweißfolge<br />
2.1 Konzept entwickeln<br />
Der Fachmann<br />
� bestimmt die von der Vorrichtung zu erfüllenden Funktionen. Dazu betrachtet er den<br />
Arbeitsprozess, wie er ohne Hilfe einer Vorrichtung ablaufen würde;<br />
� sucht nach vorrichtungstechnischen Lösungsmöglichkeiten zur Beseitigung der ohne<br />
Vorrichtung im Fertigungsprozess auftretenden Schwierigkeiten;<br />
� wendet technikspezifische Verfahren (z. B. Morphologischer Kasten) zur Darstellung<br />
alternativer Lösungen und zur Lösungsauswahl an;<br />
� wählt Lösungskonzepte aus, indem er die Lösungsmöglichkeiten unter technischen und<br />
wirtschaftlichen Gesichtspunkten bewertet.<br />
Die Ergebnisse der Konzeptentwicklung Planung hält der Fachmann in Skizzen und Beschreibungen<br />
fest.
132 13.3.1 Lernsituation Planen einer Bohrvorrichtung<br />
Lernsituation<br />
13.3.1 Lernsituation<br />
Planen einer Bohrvorrichtung<br />
Situation:<br />
In einer Motorenfabrik werden Kipphebel für Spezialmotoren in Kleinserien zu je 80 Stück<br />
benötigt. Etwa halbjährlich ist eine solche Serie zu fertigen.<br />
Die Kipphebelrohlinge sind aus Gusseisen mit Kugelgrafit. Sie wurden bereits an den<br />
Seitenflächen (Maß 40), der Bohrung mit dem Durchmesser 25 H7 und dem Halbrund<br />
(Maß 16) bearbeitet.<br />
Zum Bohren der Bohrung mit dem Durchmesser 12 mm und der Flachsenkung ist eine<br />
Vorrichtung zu entwickeln.<br />
Zur Herstellung der Flachsenkung und zum Planen der Oberfläche steht ein speziell angefertigter<br />
Zapfensenker zur Verfügung. Mit ihm kann in einem Arbeitsgang das Planen<br />
und das Senken durchgeführt werden.<br />
1. Vorgaben analysieren<br />
1.1 Welche Art der Vorrichtung werden Sie wählen: eine Baukastenvorrichtung oder eine<br />
Sonderanfertigung? Begründen Sie Ihre Antwort.<br />
1.2 Beschreiben Sie den möglichen Arbeitsablauf zur Fertigung der Bohrung und Senkung.<br />
2. Vorrichtung planen<br />
2.1 Nennen Sie Möglichkeiten zum Positionieren, Spannen, Stützen und Führen des Kipphebels<br />
bzw. des Werkzeugs.<br />
2.2 Erstellen Sie einen Entwurf der Vorrichtung (Handskizze).
148 Herstellen technischer Teilsysteme im Werkzeugbau<br />
Herstellen technischer Teilsysteme<br />
im Werkzeugbau B-1 bis B-67<br />
1 Normalien als Maschinenelemente im Werkzeugbau<br />
Normalien für den Aufbau von Spritzgießwerkzeugen<br />
B-1 Für Normalien im Werkzeugbau werden von verschiedenen Herstellern Kataloge im Internet bereitgestellt.<br />
Machen Sie sich mit einem solchen Katalog vertraut. Auf der beiliegenden DVD finden Sie ebenfalls Beispiele<br />
für solche Kataloge.<br />
B-2 Suchen Sie aus einem Katalog für Spritzgießwerkzeuge eine Formplatte mit der Werkzeuggröße 156 mm<br />
x 196 mm aus. Die Platte soll 56 mm dick sein und der Werkstoff die Qualität 1.1730 haben.<br />
a) Zeichnen Sie die Platte mit allen Maßen.<br />
b) Entscheiden Sie im Hinblick auf den Werkstoff der Formplatte, ob man das Formnest direkt in diese<br />
Formplatte einbauen kann.<br />
B-3 In eine Formplatte soll für das Formnest ein Einsatz von 100 mm x 220 mm eingebaut werden. Der Einsatz<br />
ist 66 mm hoch, schließt bündig mit der Formplatte ab und ist als Schultereinsatz geplant.<br />
a) Legen Sie die Mindestmaße für die Werkzeuggröße<br />
fest, wenn der Abstand „a“ zwischen der<br />
Kante des Einsatzes und der jeweiligen Mitte<br />
zum Führungssystem mindestens 60 mm betragen<br />
soll.<br />
b) Wählen Sie aus einem handelsüblichen Sortiment<br />
von Platten eine verfügbare Platte aus und<br />
legen Sie damit die Werkzeuggröße fest.<br />
B-4 Benennen Sie die Werkzeugbauteile des gezeichneten Standardwerkzeuges normgerecht (nach DIN<br />
16750).<br />
Hinweis: Falls Sie die Möglichkeit haben, kopieren Sie die Vorlage des Werkzeuges und tragen Sie dann<br />
die Benennungen für die Bauteile ein.<br />
B-5 In dem gezeichneten Standardwerkzeug (Aufgabe B-4) sind unterschiedliche Aufspannplatten in den Pos.<br />
1 bis 4 dargestellt.<br />
Skizzieren Sie unter der Annahme, dass das Werkzeug quadratisch ist, die Aufspannplatte der festen Seite<br />
(querüberstehend, mit Zentrierausdrehung) in zwei Ansichten. Die Bohrungen für die Führungssäulen<br />
und die Bohrungen zur Verschraubung der Formplatte tragen Sie ebenfalls ein.
Planen, Fertigen und Inbetriebnehmen technischer Systeme des Formenbaus 199<br />
Zeichnung eines Heißkanalsystems mit Normalien zu den Aufgaben F-71 bis F-74<br />
F-73 In der Einbauanleitung für den Heizkanalverteilerblock heißt es: „Die Hochleistungsdüsen für das jeweilige<br />
Werkzeug in dem Maß Düsenauflagebund/Heißkanalverteilerblock (Maß h 2) exakt abstimmen. Beim<br />
Einbau des Systems im Bereich h 1 mit ca. 0,04 mm vorspannen.“<br />
Stellen Sie fest, warum diese Hinweise wichtig sind.<br />
F-74 Durch welche Maßnahmen erreicht man, dass große Temperaturschwankungen im Bereich des Heißkanalsystems<br />
vermieden werden?<br />
F-75 Begründen Sie, ob eine temperierbare Angießdüse bei der Verarbeitung von Duroplasten erwärmt oder<br />
gekühlt wird.<br />
Temperiersystem 1)<br />
F-76 Ermitteln Sie den Temperaturunterschied (Δ ϑ) zwischen der Massetemperatur und der Werkzeugtemperatur<br />
bei der Verarbeitung von Thermoplasten (PA; PC; PE; POM; PP; PVC). Berechnen Sie jeweils den<br />
größten und den kleinsten Wert und tragen Sie die Werte in eine entsprechende Tabelle ein.<br />
Kurzzeichen Name des Kunststoffes Δ ϑ max. in K Δ ϑ min. in K<br />
1) Hinweis: Datenblatt zum Temperaturverhalten von Kunststoffen siehe beiliegende DVD.
240 Planen, Fertigen und Inbetriebnehmen technischer Systeme der Stanztechnik<br />
3 Werkzeuge zum Biegeumformen<br />
Die Aufgaben zu den Biegewerkzeugen enthalten neben unabhängigen Aufgaben auch ein durchgängiges Unterrichtsprojekt.<br />
Es werden anhand dieses Unterrichtsprojekts wesentliche Bereiche schrittweise erarbeitet.<br />
Die nachfolgenden Dokumente enthalten Informationen zu den Aufgaben G-69; G-70; G-72; G-74; G-76<br />
Biegeteil: U-Profil:<br />
Gesamtzeichnung:<br />
Stückliste:<br />
11 diverse Zylinderschrauben DIN 912 8.8<br />
10 diverse Zylinderstifte DIN 6325 St<br />
9 Einspannzapfen Normalie 9 SN 28 K<br />
8 Kopfplatte 60 WCrV 7<br />
7 Seitenführung C 45<br />
6 Aufnahme 105 MnCr 4<br />
5 Ausheber 105 MnCr 4<br />
4 Abstreifer 105 MnCr 4<br />
3 Biegestempel 105 MnCr 4<br />
2 Gesenk 105 MnCr 4<br />
1 Grundplatte S 235 J2 G2<br />
Pos. Benennung Norm Werkstoff
252 Planen, Fertigen und Inbetriebnehmen technischer Systeme der Vorrichtungstechnik<br />
Systeme zum Spannen<br />
H-12 Als Schweißvorrichtung, in der Rahmen von Hand geschweißt werden können, wurde diese Konstruktion<br />
vorgeschlagen. Gestalten Sie die Vorrichtung fertigungsgerecht<br />
H-13 Ein Deckel wird in einer Bohrvorrichtung in<br />
der dargestellten Weise auf der Grundplatte<br />
positioniert und gespannt.<br />
Verbessern Sie die Vorrichtung so, dass<br />
mittelbar mit einem Spannelement gespannt<br />
werden kann.<br />
H-14 „Eigentlich ist jedes Spannen ein elastisches Spannen – nur bei dem, was wir starres Spannen nennen,<br />
sind die elastischen Verformungen sehr klein.“<br />
Stimmt diese Aussage? Geben Sie eine begründete Antwort.<br />
H-15<br />
a) Berechnen Sie das Maß x für den Keil, damit er sich nicht<br />
selbsttätig löst.<br />
b) Mit welcher Kraft wird das Werkstück angedrückt, wenn der<br />
Keil mit einer Kraft von 2000 N eingetrieben wird?<br />
H-16 Ein <strong>Werkzeugmechanik</strong>er sagt:<br />
„Eigentlich sollte man statt M 24 in 10.9 andere Schrauben, nämlich M 20 in 12.9, zum Eindrehen in<br />
die Nutensteine einsetzen. Die Vorrichtung würde dann leichter.“<br />
Äußern Sie sich zu dem Vorschlag.<br />
H-17 Entwerfen Sie die Verschlusshülse mit dem Führungsschlitz<br />
für den skizzierten Bajonettspanner. Dieser soll einen<br />
1/4-Gewindegang haben, und die Steigung soll 4° sein.<br />
Die Verschlusshülse muss abziehbar sein. Fertigen Sie eine<br />
Zeichnung in drei Ansichten an.
260 Werkstofftechnik<br />
Werkstofftechnik WT-1 bis WT-92<br />
1 Stähle<br />
Unlegierte Stähle<br />
WT-1 Ein unlegierter Stahl mit 0,65 % C ist auf 1 000 °C erwärmt worden.<br />
a) Liegt bei dieser Temperatur ein Kristallgemenge oder ein Mischkristallgefüge vor?<br />
b) Welche Bezeichnung trägt dieses Gefüge?<br />
c) Wie ist der Gitteraufbau?<br />
d) Wie liegt der Kohlenstoff im Gefüge vor?<br />
e) Wie verhält sich das Gefüge beim Umformen?<br />
WT-2 In einem Untersuchungsbericht eines Metalllabors über eine Metallprobe heißt es u. a.: „... das Gefüge<br />
der Stempelhalteplatte weist zu etwa gleichen Teilen Ferrit und Perlit auf.“<br />
a) Welchen Kohlenstoffgehalt hat der Stahl?<br />
b) Welchen Gitteraufbau hat Ferrit?<br />
WT-3 Das nebenstehende Gefügebild zeigt das Gefüge eines Stahls<br />
mit 0,8 % Kohlenstoffgehalt.<br />
a) Wie bezeichnet man dieses Gefüge?<br />
b) Das streifenförmige Aussehen kommt dadurch zustande,<br />
dass zwei einzelne Bestandteile fein verteilt nebeneinander<br />
liegen.<br />
Wie nennt man diese beiden Bestandteile?<br />
c) Welche chemische Formel hat der kohlenstoffreichere Bestandteil?<br />
d) Welche Eigenschaften haben die einzelnen Bestandteile?<br />
WT-4 Stellen Sie den Verlauf der Eigenschaften Zugfestigkeit und Härte der angegebenen Stähle im Diagramm<br />
dar. Übernehmen und ergänzen Sie das Diagramm. Verwenden Sie die Angaben aus der dargestellten<br />
Bildleiste.<br />
Gefüge 0 % C 0,4 % C 0,6 % C 0,8 % C 1,2 % C<br />
Zugfertigkeit ca. 200 N/mm 2 ca. 700 N/mm 2 ca. 850 N/mm 2 ca. 950 N/mm 2 ca.1000 N/mm 2<br />
Härte ca. 150 HB ca. 180 HB ca. 220 HB ca. 240 HB ca. 260 HB