Schweißgeräte und Schweißzubehör - Herm. Fichtner Hof GmbH
Schweißgeräte und Schweißzubehör - Herm. Fichtner Hof GmbH
Schweißgeräte und Schweißzubehör - Herm. Fichtner Hof GmbH

Sie wollen auch ein ePaper? Erhöhen Sie die Reichweite Ihrer Titel.
YUMPU macht aus Druck-PDFs automatisch weboptimierte ePaper, die Google liebt.
MIG-MAG Information Schutzgasschweißanlagen<br />
Die Schweißverfahren, verschweißbare Materialien <strong>und</strong><br />
Vorteile der einzelnen Schweißtechniken.<br />
4<br />
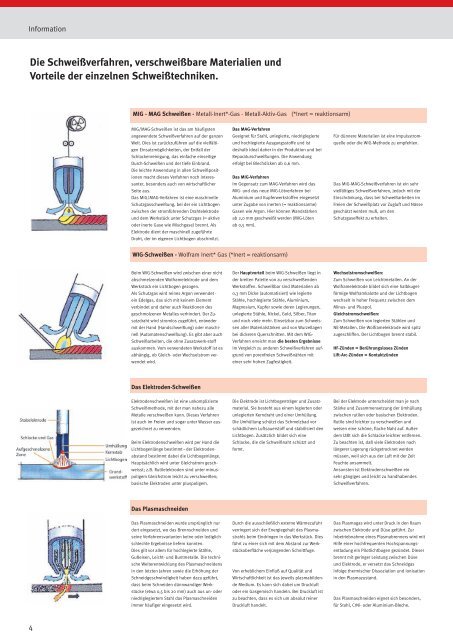
MIG - MAG Schweißen - Metall-Inert*-Gas - Metall-Aktiv-Gas (*Inert = reaktionsarm)<br />
MIG/MAG-Schweißen ist das am häufigsten<br />
angewendete Schweißverfahren auf der ganzen<br />
Welt. Dies ist zurückzuführen auf die vielfältigen<br />
Einsatzmöglichkeiten, der Entfall der<br />
Schlackenreinigung, das einfache einseitige<br />
Durch-Schweißen <strong>und</strong> der tiefe Einbrand.<br />
Die leichte Anwendung in allen Schweißpositionen<br />
macht dieses Verfahren noch interessanter,<br />
besonders auch von wirtschaftlicher<br />
Seite aus.<br />
Das MIG/MAG-Verfahren ist eine maschinelle<br />
Schutzgasschweißung, bei der ein Lichtbogen<br />
zwischen der stromführenden Drahtelektrode<br />
<strong>und</strong> dem Werkstück unter Schutzgas (= aktive<br />
oder inerte Gase wie Mischgase) brennt. Als<br />
Elektrode dient der maschinell zugeführte<br />
Draht, der im eigenen Lichtbogen abschmilzt.<br />
Beim WIG-Schweißen wird zwischen einer nicht<br />
abschmelzenden Wolframelektrode <strong>und</strong> dem<br />
Werkstück ein Lichtbogen gezogen.<br />
Als Schutzgas wird reines Argon verwendet -<br />
ein Edelgas, das sich mit keinem Element<br />
verbindet <strong>und</strong> daher auch Reaktionen des<br />
geschmolzenen Metalles verhindert. Der Zusatzdraht<br />
wird stromlos zugeführt, entweder<br />
mit der Hand (Handschweißung) oder maschinell<br />
(Automatenschweißung). Es gibt aber auch<br />
Schweißarbeiten, die ohne Zusatzwerk-stoff<br />
auskommen. Vom verwendeten Werkstoff ist es<br />
abhängig, ob Gleich- oder Wechselstrom verwendet<br />
wird.<br />
Das Elektroden-Schweißen<br />
Elektrodenschweißen ist eine unkomplizierte<br />
Schweißmethode, mit der man nahezu alle<br />
Metalle verschweißen kann. Dieses Verfahren<br />
ist auch im Freien <strong>und</strong> sogar unter Wasser ausgezeichnet<br />
zu verwenden.<br />
Beim Elektrodenschweißen wird per Hand die<br />
Lichtbogenlänge bestimmt–der Elektrodenabstand<br />
bestimmt dabei die Lichtbogenlänge.<br />
Hauptsächlich wird unter Gleichstrom geschweisst;<br />
z.B. Rutilelektroden sind unter minuspoligem<br />
Gleichstrom leicht zu verschweißen;<br />
basische Elektroden unter pluspoligem.<br />
Das Plasmaschneiden<br />
Das Plasmaschneiden wurde ursprünglich nur<br />
dort eingesetzt, wo das Brennschneiden <strong>und</strong><br />
seine Verfahrensvarianten keine oder lediglich<br />
schlechte Ergebnisse liefern konnten.<br />
Dies gilt vor allem für hochlegierte Stähle,<br />
Gußeisen, Leicht- <strong>und</strong> Buntmetalle. Die technische<br />
Weiterentwicklung des Plasmaschneidens<br />
in den letzten Jahren sowie die Erhöhung der<br />
Schneidgeschwindigkeit haben dazu geführt,<br />
dass beim Schneiden dünnwandiger Werkstücke<br />
(etwa 0,5 bis 20 mm) auch aus un- oder<br />
niedriglegiertem Stahl das Plasmaschneiden<br />
immer häufiger eingesetzt wird.<br />
Das MAG-Verfahren<br />
Geeignet für Stahl, unlegierte, niedriglegierte<br />
<strong>und</strong> hochlegierte Ausgangsstoffe <strong>und</strong> ist<br />
deshalb ideal daher in der Produktion <strong>und</strong> bei<br />
Reparaturschweißungen. Die Anwendung<br />
erfolgt bei Blechdicken ab 0,6 mm.<br />
Das MIG-Verfahren<br />
Im Gegensatz zum MAG-Verfahren wird das<br />
MIG- <strong>und</strong> das neue MIG-Lötverfahren bei<br />
Aluminium <strong>und</strong> Kupferwerkstoffen eingesetzt<br />
unter Zugabe von inerten (= reaktionsarme)<br />
Gasen wie Argon. Hier können Wandstärken<br />
ab 2,0 mm geschweißt werden (MIG-Löten<br />
ab 0,5 mm).<br />
WIG-Schweißen - Wolfram Inert* Gas (*Inert = reaktionsarm)<br />
Der Hauptvorteil beim WIG-Schweißen liegt in<br />
der breiten Palette von zu verschweißenden<br />
Werkstoffen. Schweißbar sind Materialien ab<br />
0,3 mm Dicke (automatisiert) wie legierte<br />
Stähle, hochlegierte Stähle, Aluminium,<br />
Magnesium, Kupfer sowie deren Legierungen,<br />
unlegierte Stähle, Nickel, Gold, Silber, Titan<br />
<strong>und</strong> noch viele mehr. Einsetzbar zum Schweissen<br />
aller Materialstärken <strong>und</strong> von Wurzellagen<br />
bei dickeren Querschnitten. Mit dem WIG-<br />
Verfahren erreicht man die besten Ergebnisse<br />
im Vergleich zu anderen Schweißverfahren aufgr<strong>und</strong><br />
von porenfreien Schweißnähten mit<br />
einer sehr hohen Zugfestigkeit.<br />
Die Elektrode ist Lichtbogenträger <strong>und</strong> Zusatzmaterial.<br />
Sie besteht aus einem legierten oder<br />
unlegierten Kerndraht <strong>und</strong> einer Umhüllung.<br />
Die Umhüllung schützt das Schmelzbad vor<br />
schädlichem Luftsauerstoff <strong>und</strong> stabilisiert den<br />
Lichtbogen. Zusätzlich bildet sich eine<br />
Schlacke, die die Schweißnaht schützt <strong>und</strong><br />
formt.<br />
Durch die ausschließlich externe Wärmezufuhr<br />
verringert sich der Energiegehalt des Plasmastrahls<br />
beim Eindringen in das Werkstück. Dies<br />
führt zu einer sich mit dem Abstand zur Werkstückoberfläche<br />
verjüngenden Schnittfuge.<br />
Von erheblichem Einfluß auf Qualität <strong>und</strong><br />
Wirtschaftlichkeit ist das jeweils plasmabildende<br />
Medium. Es kann sich dabei um Druckluft<br />
oder ein Gasgemisch handeln. Bei Druckluft ist<br />
zu beachten, dass es sich um absolut reiner<br />
Druckluft handelt.<br />
Für dünnere Materialien ist eine Impulsstromquelle<br />
oder die WIG-Methode zu empfehlen.<br />
Das MIG-MAG-Schweißverfahren ist ein sehr<br />
vielfältiges Schweißverfahren, jedoch mit der<br />
Einschränkung, dass bei Schweißarbeiten im<br />
Freien der Schweißplatz vor Zugluft <strong>und</strong> Nässe<br />
geschützt werden muß, um den<br />
Schutzgaseffekt zu erhalten.<br />
Wechselstromschweißen:<br />
Zum Schweißen von Leichtmetallen. An der<br />
Wolframelektrode bildet sich eine halbkugelförmige<br />
Wolframkalotte <strong>und</strong> der Lichtbogen<br />
wechselt in hoher Frequenz zwischen dem<br />
Minus- <strong>und</strong> Pluspol.<br />
Gleichstromschweißen:<br />
Zum Schweißen von legierten Stählen <strong>und</strong><br />
NE-Metallen. Die Wolframelektrode wird spitz<br />
zugeschliffen. Der Lichtbogen brennt stabil.<br />
HF-Zünden = Berührungsloses Zünden<br />
Lift-Arc-Zünden = Kontaktzünden<br />
Bei der Elektrode unterscheidet man je nach<br />
Stärke <strong>und</strong> Zusammensetzung der Umhüllung<br />
zwischen rutilen oder basischen Elektroden.<br />
Rutile sind leichter zu verschweißen <strong>und</strong><br />
weisen eine schöne, flache Naht auf. Außerdem<br />
läßt sich die Schlacke leichter entfernen.<br />
Zu beachten ist, daß viele Elektroden nach<br />
längerer Lagerung rückgetrocknet werden<br />
müssen, weil sich aus der Luft mit der Zeit<br />
Feuchte ansammelt.<br />
Ansonsten ist Elektrodenschweißen ein<br />
sehr gängiges <strong>und</strong> leicht zu handhabendes<br />
Schweißverfahren.<br />
Das Plasmagas wird unter Druck in den Raum<br />
zwischen Elektrode <strong>und</strong> Düse geführt. Zur<br />
Inbetriebnahme eines Plasmabrenners wird mit<br />
Hilfe einer hochfrequenten Hochspannungsentladung<br />
ein Pilotlichtbogen gezündet. Dieser<br />
brennt mit geringer Leistung zwischen Düse<br />
<strong>und</strong> Elektrode, er versetzt das Schneidgas<br />
infolge thermischer Dissoziation <strong>und</strong> Ionisation<br />
in den Plasmazustand.<br />
Das Plasmaschneiden eignet sich besonders,<br />
für Stahl, CrNi- oder Aluminium-Bleche.