Schweißgeräte und Schweißzubehör - Herm. Fichtner Hof GmbH
Schweißgeräte und Schweißzubehör - Herm. Fichtner Hof GmbH
Schweißgeräte und Schweißzubehör - Herm. Fichtner Hof GmbH

Sie wollen auch ein ePaper? Erhöhen Sie die Reichweite Ihrer Titel.
YUMPU macht aus Druck-PDFs automatisch weboptimierte ePaper, die Google liebt.
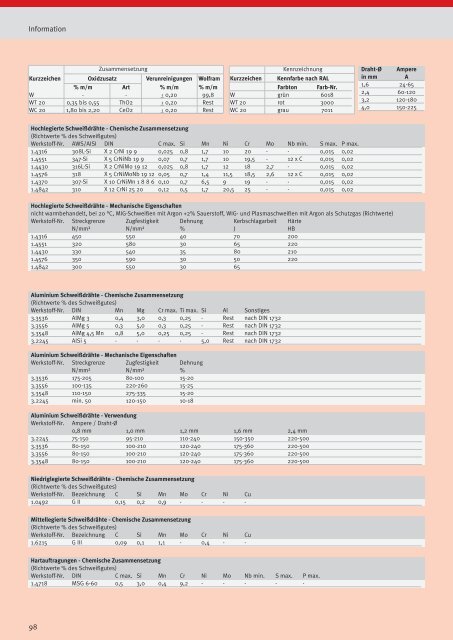
Information<br />
98<br />
Zusammensetzung Kennzeichnung<br />
Draht-Ø Ampere<br />
Kurzzeichen Oxidzusatz Verunreinigungen Wolfram<br />
% m/m Art % m/m % m/m<br />
W - - _‹ 0,20 99,8<br />
WT 20 0,35 bis 0,55 ThO2 _‹ 0,20 Rest<br />
WC 20 1,80 bis 2,20 CeO2 _‹ 0,20 Rest<br />
Kurzzeichen Kennfarbe nach RAL<br />
Farbton Farb-Nr.<br />
W grün 6018<br />
WT 20 rot 3000<br />
WC 20 grau 7011<br />
Hochlegierte Schweißdrähte - Chemische Zusammensetzung<br />
(Richtwerte % des Schweißgutes)<br />
Werkstoff-Nr. AWS/AISI DIN C max. Si Mn Ni Cr Mo Nb min. S max. P max.<br />
1.4316 308L-Si X 2 CrNi 19 9 0,025 0,8 1,7 10 20 - - 0,015 0,02<br />
1.4551 347-Si X 5 CrNiNb 19 9 0,07 0,7 1,7 10 19,5 - 12 x C 0,015 0,02<br />
1.4430 316L-Si X 2 CrNiMo 19 12 0,025 0,8 1,7 12 18 2,7 - 0,015 0,02<br />
1.4576 318 X 5 CrNiMoNb 19 12 0,05 0,7 1,4 11,5 18,5 2,6 12 x C 0,015 0,02<br />
1.4370 307-Si X 10 CrNiMn 1 8 8 6 0,10 0,7 6,5 9 19 - - 0,015 0,02<br />
1.4842 310 X 12 CrNi 25 20 0,12 0,5 1,7 20,5 25 - - 0,015 0,02<br />
Aluminium Schweißdrähte - Chemische Zusammensetzung<br />
(Richtwerte % des Schweißgutes)<br />
Werkstoff-Nr. DIN Mn Mg Cr max. Ti max. Si Al Sonstiges<br />
3.3536 AlMg 3 0,4 3,0 0,3 0,25 - Rest nach DIN 1732<br />
3.3556 AlMg 5 0,3 5,0 0,3 0,25 - Rest nach DIN 1732<br />
3.3548 AlMg 4,5 Mn 0,8 5,0 0,25 0,25 - Rest nach DIN 1732<br />
3.2245 AlSi 5 - - - - 5,0 Rest nach DIN 1732<br />
Niedriglegierte Schweißdrähte - Chemische Zusammensetzung<br />
(Richtwerte % des Schweißgutes)<br />
Werkstoff-Nr. Bezeichnung C Si Mn Mo Cr Ni Cu<br />
1.0492 G II 0,15 0,2 0,9 - - - -<br />
Mittellegierte Schweißdrähte - Chemische Zusammensetzung<br />
(Richtwerte % des Schweißgutes)<br />
Werkstoff-Nr. Bezeichnung C Si Mn Mo Cr Ni Cu<br />
1.6215 G III 0,09 0,1 1,1 - 0,4 - -<br />
Hartauftragungen - Chemische Zusammensetzung<br />
(Richtwerte % des Schweißgutes)<br />
Werkstoff-Nr. DIN C max. Si Mn Cr Ni Mo Nb min. S max. P max.<br />
1.4718 MSG 6-60 0,5 3,0 0,4 9,2 - - - - -<br />
in mm A<br />
1,6 24-65<br />
2,4 60-120<br />
3,2 120-180<br />
4,0 150-225<br />
Hochlegierte Schweißdrähte - Mechanische Eigenschaften<br />
nicht warmbehandelt, bei 20 °C, MIG-Schweißen mit Argon +2% Sauerstoff, WIG- <strong>und</strong> Plasmaschweißen mit Argon als Schutzgas (Richtwerte)<br />
Werkstoff-Nr. Streckgrenze Zugfestigkeit Dehnung Kerbschlagarbeit Härte<br />
N/mm² N/mm² % J HB<br />
1.4316 450 550 40 70 200<br />
1.4551 320 580 30 65 220<br />
1.4430 330 540 35 80 210<br />
1.4576 350 590 30 50 220<br />
1.4842 300 550 30 65<br />
Aluminium Schweißdrähte - Mechanische Eigenschaften<br />
Werkstoff-Nr. Streckgrenze Zugfestigkeit Dehnung<br />
N/mm² N/mm² %<br />
3.3536 175-205 80-100 15-20<br />
3.3556 100-135 220-260 15-25<br />
3.3548 110-150 275-335 15-20<br />
3.2245 min. 50 120-150 10-18<br />
Aluminium Schweißdrähte - Verwendung<br />
Werkstoff-Nr. Ampere / Draht-Ø<br />
0,8 mm 1,0 mm 1,2 mm 1,6 mm 2,4 mm<br />
3.2245 75-150 95-210 110-240 150-350 220-500<br />
3.3536 80-150 100-210 120-240 175-360 220-500<br />
3.3556 80-150 100-210 120-240 175-360 220-500<br />
3.3548 80-150 100-210 120-240 175-360 220-500