International - Stange Elektronik GmbH
International - Stange Elektronik GmbH
International - Stange Elektronik GmbH

Sie wollen auch ein ePaper? Erhöhen Sie die Reichweite Ihrer Titel.
YUMPU macht aus Druck-PDFs automatisch weboptimierte ePaper, die Google liebt.
VULKAN-VERLAG · ESSEN 4<br />
2006<br />
GASWÄRME<br />
<strong>International</strong><br />
Schwerpunkt<br />
Messen, Steuern, Automatisieren<br />
Neuartiger Sensor zur Bestimmung von<br />
Leckraten bei Vakuum-Anlagen<br />
Novel sensor for determination of leakage rate at vaccum furnaces<br />
Dipl.-Ing. Stefan Heineck, <strong>Stange</strong> <strong>Elektronik</strong> <strong>GmbH</strong>, Apfelstädt<br />
Frank Theisen, <strong>Stange</strong> <strong>Elektronik</strong> <strong>GmbH</strong>, Gummersbach<br />
erschienen in<br />
GASWÄRME <strong>International</strong> 4/2006<br />
Vulkan-Verlag <strong>GmbH</strong>, Essen<br />
Ansprechpartner: Stephan Schalm, Telefon 0201/82002-12, E-Mail: s.schalm@vulkan-verlag.de
270<br />
Fachberichte<br />
Neuartiger Sensor zur Bestimmung von<br />
Leckraten bei Vakuum-Anlagen<br />
Novel sensor for determination of leakage rate at vaccum furnaces<br />
D<br />
Seit Einführung der ISO 9001 erfahren Qualitätsbewusstsein und Qualitätssicherung wachsende Bedeutung und sind mittlerweile in allen<br />
Bereichen der Wärmebehandlung zwingend erforderlich. Die Einhaltung enger Toleranzen in der gesamten Fertigungslinie, beginnend<br />
bei der Werkstoffzusammensetzung, der mechanischen Bearbeitung, bis hin zur Wärmebehandlung sind Voraussetzungen für die<br />
modernen Fertigungsprozesse. Der im letzten Jahr durch die Sensorentwicklung erzielte Fortschritt öffnet neue Möglichkeiten der Prozessführung<br />
und Qualitätssicherheit bei der Wärmebehandlung. Bei der Entwicklung des O 2-Sensors bestand die Aufgabe, einfache und<br />
bereits in der Gasanalytik bewährte Messprinzipien anzuwenden im Vordergrund, so dass dieser unter den rauen Bedingungen an Vakuumöfen<br />
ohne großen Aufwand eingesetzt werden kann. Gerade bei Vakuum-Prozessen ist es wichtig zu wissen, ob noch Restsauerstoff<br />
in der Anlage vorhanden ist. Mit dem Sauerstoffsensor kann der Nachweis erbracht werden, dass der Prozess sicher ablaufen kann.<br />
Das Signal des Sauerstoffsensors gestattet es Prozess-spezifische Grenzwerte zu setzen, mit denen Aktionen eingeleitet werden können,<br />
z.B. Abbruch des Wärmebehandlungsvorganges, oder Einleiten von Notbegasungen etc. Das Signal des Sauerstoffsensors ist druckunabhängig.<br />
Since implementation of ISO 9001 the aware and assurance of quality are growing demands and obligatory at all areas of heat treatment.<br />
The compliance of tight tolerances at a hole production line, beginning at the material composition, the mechanical treatment,<br />
till heat treatment are requirements for modern production processes. The achieved progress in the last year at development of sensors<br />
creates new potentials at process management and quality assurance for the heat treatment. at the development of the O 2-Sensor the<br />
mission and forefront was, to use simple and already at the gas analytic well known measurement principles. even at vacuum processes<br />
it is important to know whether there is remaining oxygen in the furnace. With the oxygen sensor the proof for a safe process can be<br />
determined. Through out the signal of the oxygen sensor process specific limit values can be set. With these actions can be generated<br />
e.g. abort of the process or start of emergency purging etc. The signal of the oxygen sensor is not dependant on pressure.<br />
ie Online-Sauerstoffmessung stellt<br />
zum Beispiel gegenüber der Wasserstoffmessung<br />
höhere Anforderungen bezüglich<br />
der Probeentnahme. Während<br />
Wasserstoff innerhalb des Messraumes<br />
sehr schnell diffundiert (ca. 6 sek.), kann<br />
bei Sauerstoff die Situation eintreten, dass<br />
die gemessene Gasphase in keiner Verbindung<br />
oder Relation zur realen Reaktorkonzentration<br />
steht. Bei den bislang bekannten<br />
Verfahren zur Sauerstoffmessung wird<br />
eine Zirkon-Sonde in den Behandlungsraum<br />
eingeführt. Diese ist allerdings in der<br />
Regel nicht vakuumfest und scheidet als<br />
Messsystem aus. Zur Messung des Sauerstoffs<br />
über eine Lambda-Sonde bedarf es<br />
einer mechanischen Pumpe, die im Vakuum<br />
wirkungslos ist. Die Überwindung der<br />
physikalischen Eigenschaften des Sauerstofftransports<br />
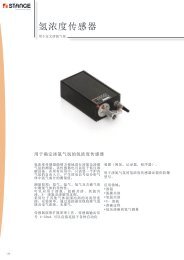
wird bei dem O2-Sensor (Bild 1) durch eine Sauerstoffpumpe mit<br />
einem physikalischen Prinzip ähnlich der<br />
Wärme-Konvektion gewährleistet. Die<br />
Pumpe unterliegt keinerlei Verschleiß<br />
und ist gegen Verschmutzung unempfindlich.<br />
Dipl.-Ing. Stefan Heineck<br />
<strong>Stange</strong> <strong>Elektronik</strong> <strong>GmbH</strong>,<br />
Apfelstädt<br />
Tel. 03 62 02/7 50 90<br />
E-Mail:<br />
sheineck@stange-elektronik.de<br />
GASWÄRME <strong>International</strong> (55) Nr. 4/2006<br />
Die eigentliche Messzelle des O2-Sensors funktioniert nach dem Prinzip der Gaspotentiometrie<br />
mit Festelektrolytsensoren.<br />
Befinden sich zwei Sauerstoffelektroden in<br />
verschiedenen Sauerstoffkonzentrationen<br />
auf gegenüberliegenden Seiten eines gasdicht<br />
gesinterten ZrO2-Festelektrolyten, so<br />
wird im elektrochemischen Gleichgewicht<br />
auf der Seite mit der größeren Sauerstoffkonzentration<br />
die Aufladung positiver sein<br />
als auf der Seite der kleineren Sauerstoffkonzentration.<br />
Zwischen den Elektroden ist<br />
dann eine Zellspannung messbar, die um<br />
so größer ist, je unterschiedlicher die Sauerstoffkonzentrationen<br />
an den beiden<br />
Elektroden sind.<br />
Für den quantitativen Zusammenhang zwischen<br />
Zellspannung und Teilchenkonzentration<br />
an den Elektroden hat zuerst Nernst<br />
1889 die nach ihm benannte Gleichung<br />
aufgestellt:<br />
Ueq = (R T / 4 F) ln [p(O2)'/p(O2)"] Nach Nernst steht die gemessene Zellenspannung<br />
auch in Abhängigkeit zur Tem-<br />
Frank Theisen<br />
<strong>Stange</strong> <strong>Elektronik</strong> <strong>GmbH</strong>,<br />
Gummersbach<br />
Tel. 0 22 61/9 57 90<br />
E-Mail:<br />
ftheisen@stange-elektronik.de<br />
Bild 1: O2 Sensor<br />
Fig. 1: O2 sensor<br />
peratur am ZrO2-Festelektrolyten. Bei Temperaturen<br />
unter 480 °C ist die Änderung<br />
des mV-Signals bezogen auf den Sauerstoffpartialdruck<br />
so klein, dass eine fehlerfreie<br />
Auswertung praktisch nicht mehr<br />
möglich ist. Um mögliche Reaktionen der<br />
am Prozess beteiligten Gase an der Messzelle<br />
auszuschließen, wird diese auf 750 °C<br />
konstant beheizt.<br />
Vorteile:<br />
– kein Abgas über den Sensor, dadurch<br />
kaum Ablagerungen
Tabelle 1: Berechnungsbeispiel für O2 in N2 Table 1: Calculation for O2 in N2 Sauerstoff/Sauerstoffpartialdruck<br />
Zellentemperatur 750°C Vergleichs-Sauerstoffkonzentration in Luft 20,64<br />
69 Eingabe: Messwert/mV<br />
berechnete Sauerstoffkonzentration im Messgas<br />
Sauerstoff/Vol.% 0,90146253<br />
Sauerstoff/Vol.-ppm 9014,625299<br />
Tabelle 2: Berechnungsbeispiel O 2 in H 2<br />
Table 2: Calculation O 2 in H 2<br />
Berechnung Sauerstoff/Sauerstoffpartialdruck<br />
Zellentemperatur 750°C Vergleichs-Sauerstoffkonzentration in Luft 20,64<br />
1000 Eingabe: Messwert/mV<br />
berechnete Sauerstoffkonzentration im Messgas<br />
Sauerstoff/Vol.% 4,05521E-19<br />
Sauerstoff/Vol.-ppm 4,05521E-15<br />
Tabelle 3: Spannungsermittlung<br />
Table 3: Voltage determination<br />
Luft<br />
Vol.%<br />
O2 Vol. %<br />
in Formiergas<br />
mV<br />
in reinem Wasserstoff<br />
mV<br />
0 0 1048 1242<br />
10 2,1 881 1150<br />
20 4,2 52 1103<br />
30 6,3 33,7 1086<br />
40 8,4 24,2 1063<br />
50 10,5 18 1040<br />
60 12,6 12,6 1014<br />
70 14,7 8,9 984<br />
80 16,8 5,3 931<br />
90 18,9 2,5 900<br />
100 21 0 0<br />
– keine Referenz- und Spülluft erforderlich<br />
– arbeitet zuverlässig in allen Temperaturbereichen<br />
– verschleißfreier Sauerstofftransport zur<br />
Messzelle<br />
– geringer Energieverbrauch der Heizung<br />
(max. 40 W)<br />
– vakuumfest, minimal möglicher Messgasdruck<br />
am Sensor 10 –7 mbar<br />
– überdruckfest bis 10 Bar<br />
– druckunempfindliches Messprinzip<br />
– Auswerteelektronik, Sensor-Heizung und<br />
-Regelung im Gerät<br />
– kompakte Bauform, einfacher Anschluss<br />
über KF40 Vakuum-Flansch<br />
Praxis<br />
Anwendung für diese Überwachung findet<br />
der O 2-Sensor bereits bei der Firma Wegener<br />
Härtetechnik <strong>GmbH</strong> sowie in der kera-<br />
mischen Industrie. Mit der Überwachung<br />
der Ofenatmosphäre können Fehler während<br />
der Wärmebehandlung an hochwertigen<br />
Chargen vermieden werden und es<br />
besteht zusätzlicher Schutz für die Anlagentechnik.<br />
Interessant ist besonders die Startphase bei<br />
Vakuumprozessen. In den meisten Fällen<br />
wird vor dem Aufheizen und weiteren Einleiten<br />
von Prozessgasen ein Vakuum erzeugt<br />
und die Dichtigkeit über eine Haltephase<br />
ermittelt. Mit dieser Methode kann<br />
man sicherstellen, dass die Evakuierung der<br />
Ofenanlage erfolgreich abgeschlossen ist.<br />
In der Praxis kann man aber nicht ausschließen,<br />
dass trotz erfolgreicher und abgeschlossener<br />
Evakuierung sich noch Restsauerstoffmengen<br />
im Behandlungsraum<br />
befinden, die über den gewünschten<br />
Grenzwerten liegen. Diese können durch<br />
sehr kleine Lecks eintreten oder auch auf<br />
der Teileoberfläche in gebundener Form<br />
vorhanden sein. Untersuchungen hierüber<br />
wurden bereits vor 4 Jahren von uns bei<br />
Fachberichte<br />
Glühungen an Kupfer-Feindraht mit Lambda-Sonden<br />
durchgeführt. So konnte man<br />
bei gleichen Evakuierungszeiten und gleichen<br />
Chargenoberflächen unterschiedliche<br />
Sauerstoffkonzentrationen messen. Die Ergebnisse<br />
nach der Wärmebehandlung waren<br />
in den meisten Fällen auch abweichend.<br />
Auf Grund der vorgegebenen Konstruktion<br />
der Lambda-Sonde konnte aber<br />
nicht ausgeschlossen werden, dass durch<br />
nicht erkannte Verunreinigungen, nicht<br />
konstante Temperaturen/Gasmengen am<br />
Zirkon-Element oder unterschiedliche Sauerstoffgehalte<br />
im Behandlungsraum eine<br />
Fehlinterpretation der Messwerte erfolgt<br />
war.<br />
Die oben beschriebenen Messunsicherheiten<br />
konnten durch Verbesserung des Sauerstofftransportes<br />
zur Messzelle, unter Beibehaltung<br />
eines beheizten, gasdicht gesinterten<br />
ZrO 2-Festelektrolyten, behoben<br />
werden.<br />
Die im Sensor eingebaute, physikalisch wirkende<br />
Sauerstoffpumpe gewährleistet einen<br />
konstanten und schnellen Sauerstofftransport.<br />
(je nach Einbauort zwischen 6<br />
bis 20 sec.).<br />
Bei Gasen, die auf Grund ihrer Eigenschaften<br />
zur Diffusion neigen, ist allerdings nicht<br />
auszuschließen, dass dies zu einer Veränderung<br />
des Messsignals führt. Dies trifft<br />
insbesondere auf Wasserstoff und Wasserstoffverbindungen<br />
zu. Wenn diese bekannt<br />
sind, ist es möglich, das mV-Signal aus dem<br />
Sensor dementsprechend neu zu bewerten.<br />
Hier gilt der Zusammenhang aus den<br />
dann entstehenden Partialdruckverhältnissen<br />
p(H 2O)/p(H 2) an der Messzelle. Bei Sauerstoff/N<br />
2 oder anderen neutralen Gasen<br />
kann der O 2-Gehalt nach Nernst bestimmt<br />
werden.<br />
Berechnungsbeispiel für O 2 in N 2 zeigt<br />
Tabelle 1. Tabelle 2 zeigt das Berechnungsbeispiel<br />
O 2 in H 2.<br />
Versuch einer Spannungsermittlung<br />
Mittels Wösthoff-Pumpe wurden Mischungsverhältnisse<br />
von 0 ... 21 Vol. %<br />
Luft in Formiergas (2 Vol. % H 2 / 98 Vol. %<br />
N 2) und 0 ... 21 Vol. % Luft in H 2 eingestellt<br />
(Tabelle 3).<br />
Fazit<br />
Wir erhalten so aus der Zellenspannung eines<br />
Zirkon-Elementes, gegen Luft berechnet,<br />
thermodynamische Daten, die dem<br />
Sauerstoffpartialdruck in der Ofenatmosphäre<br />
entsprechen. Mit prozessabhängigen<br />
Grenzwerten und Vergleichen der historischen<br />
Daten kann der Wärmebehandlungsprozess<br />
gezielt beeinflusst und<br />
optimiert werden. y<br />
GASWÄRME <strong>International</strong> (55) Nr. 4/2006 271