W¨armebehandlung und thermomechanische ... - TU Clausthal
W¨armebehandlung und thermomechanische ... - TU Clausthal
W¨armebehandlung und thermomechanische ... - TU Clausthal

Erfolgreiche ePaper selbst erstellen
Machen Sie aus Ihren PDF Publikationen ein blätterbares Flipbook mit unserer einzigartigen Google optimierten e-Paper Software.
Wärmebehandlung <strong>und</strong> <strong>thermomechanische</strong><br />
Verfahren — WS 2004/05<br />
Ralph Jörg Hellmig<br />
ralph.hellmig@tu-clausthal.de<br />
http://www.tu-clausthal.de/ ˜ wprjh<br />
Tel.: 05323/72-2748<br />
Institut für Werkstoffk<strong>und</strong>e <strong>und</strong> Werkstofftechnik, Technische Universität <strong>Clausthal</strong><br />
Wärmebehandlung <strong>und</strong> <strong>thermomechanische</strong> Verfahren — WS 2004/05 – p.1/248
Schema einer Wärmebehandlung<br />
tAB: Erwärmen<br />
tAB = tA + (tAB − tA)<br />
tA: Anwärmen<br />
(tAB − tA): Durchwärmen<br />
(tE − tAB): Halten<br />
tEB − tE: Abkühlen<br />
Wärmebehandlung <strong>und</strong> <strong>thermomechanische</strong> Verfahren — WS 2004/05 – p.2/248
wichtige Größen / Wärmebehandlungen allgemein<br />
Aufheiz- <strong>und</strong> Abkühlgeschwindigkeit:<br />
“ dT<br />
dt<br />
Besonders die Abkühlgeschwindigkeit ist begrenzt. Sie hängt stark von der erfolgten<br />
Wärmeleitung ab. Einige Einflußgrößen der Wärmeleitung sind:<br />
• Wanddicke (z.B. Draht)<br />
• Wärmeleitfähigkeit<br />
• Umgebungsmedium (z.G. Wasser, Öl, Luft)<br />
• Umgebungstemperatur<br />
Wärmebehandlung führt zu Eigenschaftsänderungen sowie zu einer Variation der<br />
Mikrostruktur der Werkstoffe bis hin zu unterschiedlichen kristallinen Zuständen. Man<br />
unterscheidet zwei Gruppen:<br />
• Glühen, Glühbehandlungen (annealing)<br />
• Härten, Aushärtung (age hardening)<br />
Aushärtung ist eines der wichtigsten Verfahren zur Steigerung der Festigkeit von<br />
Aluminiumlegierungen.<br />
”<br />
Wärmebehandlung <strong>und</strong> <strong>thermomechanische</strong> Verfahren — WS 2004/05 – p.3/248
Wärmebehandlungen allgemein / Einteilung der Verfahren<br />
Nach dem Glühen verformter Werkstoffe können Festigkeitsverluste auftreten. Mehrere<br />
Prozesse finden dabei statt:<br />
• Erholung (recovery) — keine Änderung der Mikrostruktur<br />
• Rekristallisation (recrystallization) — Gefügeneubildung, Keimbildung <strong>und</strong><br />
Keimwachstum, Entstehung versetzungsarmer Körner<br />
• Kornwachstum (grain growth) — Änderung der Korngrößenverteilung<br />
Wärmebehandlung <strong>und</strong> <strong>thermomechanische</strong> Verfahren — WS 2004/05 – p.4/248
Thermische Verfahren / Thermochemische Verfahren<br />
Thermische Verfahren sind Wärmebehandlungsverfahren, mit denen bestimmte<br />
Verarbeitungs- <strong>und</strong> / oder Gebrauchseigenschaften durch thermische Einwirkung ohne<br />
beabsichtigte Änderung der chemischen Zusammensetzung verbessert oder erreicht<br />
werden. Sie beinhalten die verschiedenen Glühverfahren.<br />
Glühen kann wie folgt definiert werden: Auf- <strong>und</strong> Durchwärmen auf eine bestimmte<br />
Temperatur, Halten <strong>und</strong> nachfolgendes Abkühlen zum Erzielen einer bestimmten<br />
Gefügeausbildung oder zum Vermindern von Spannungen.<br />
Thermochemische Verfahren sind Wärmebehandlungsverfahren mit dem Ziel, durch<br />
thermische <strong>und</strong> chemische Einwirkungen die chemische Zusammensetzung <strong>und</strong> das<br />
Gefüge (vor allem in der Randschicht) zu verändern, um bestimmte<br />
Gebrauchseigenschaften einzustellen.<br />
Typische thermochemische Verfahren sind Diffusionsverfahren, bei denen insbesondere<br />
Metalle oder Nichtmetalle mittels gezielter Diffusion zu einer Veränderung der<br />
Zusammensetzung <strong>und</strong> des Gefüges der Randschichten der behandelten Werkstücke<br />
führen.<br />
Wärmebehandlung <strong>und</strong> <strong>thermomechanische</strong> Verfahren — WS 2004/05 – p.5/248
Thermochemische Verfahren / Thermomechanische Verfah-<br />
ren<br />
Beispiele für Nichtmetall–Diffusionsverfahren sind Aufkohlen, Nitrieren, Borieren,<br />
Entkohlen <strong>und</strong> Dehydrieren. Chromieren <strong>und</strong> Aufzinken stellen Beispiel für<br />
Metall–Diffusionsverfahren dar. Es existieren auch<br />
Metall–Nichtmetall–Diffusionsverfahren wie die Titancarbidbildung.<br />
Thermomechanische Wärmebehandlungsverfahren sind Verfahren, bei denen die<br />
Gebrauchseigenschaften durch die Kombination thermischer Einwirkung <strong>und</strong> plastischer<br />
Verformung verbessert oder erreicht werden.<br />
Es existieren verschiedene Verfahren, die eine thermische Behandlung <strong>und</strong> dann eine<br />
Umformung enthalten, wobei bei Umformungen bei hoher <strong>und</strong> bei niedriger Temperatur<br />
unterschieden wird.<br />
Ebenso existieren Verfahren, bei denen bei einer bestimmten Temperatur zunächst<br />
umgeformt wird gefolgt von einer weiteren thermischen Behandlung.<br />
Wärmebehandlung <strong>und</strong> <strong>thermomechanische</strong> Verfahren — WS 2004/05 – p.6/248
Was ist Wärme?<br />
Man kann Wärme folgendermaßen beschreiben: Wärme ist ungeordnete<br />
Molekülbewegung!<br />
Die Wärmeenergie ist nichts anderes als die kinetische Energie der ungeordneten<br />
Molekülbewegung. Das bedeutet, daß zwar alle Teilchen nicht zur gleichen Zeit die<br />
gleiche Energie haben, aber die mittlere Energie der Teilchen für alle Teilchen gleich<br />
groß ist ( es treten ja viele Stöße auf).<br />
< W >= 1<br />
2 m < v2 > (1)<br />
Das bedeutet zum Beispiel, daß sich massereichere Teilchen im Mittel langsamer<br />
bewegen.<br />
Wärmebehandlung <strong>und</strong> <strong>thermomechanische</strong> Verfahren — WS 2004/05 – p.7/248
Was ist Temperatur?<br />
Die Temperatur kann als Maß für die mittlere kinetische Energie der Teilchen gesehen<br />
werden. Für eine reine Teilchenbewegung gilt:<br />
< Wtrans >= 1<br />
2 m < v2 >= 3<br />
kT (2)<br />
2<br />
Hierbei ist k = 1.38 · 10 −23 JK −1 (Boltzmann–Konstante); mit k = 1 würde man die<br />
Temperatur in Joule statt in Kelvin angeben.<br />
Man erkennt, daß die kinetische Energie der Teilchen am absoluten Nullpunkt ebenfalls<br />
Null beträgt.<br />
Wärmebehandlung <strong>und</strong> <strong>thermomechanische</strong> Verfahren — WS 2004/05 – p.8/248
Exkurs in die statistische Mechanik<br />
Betrachtung eines isolierten Systems mit N Teilchen<br />
<strong>und</strong> den Energiezuständen E1,E2, E3, · · ·<br />
Zu einem bestimmten Zeitpunkt sind nun die Teilchen auf die Energiezustände verteilt:<br />
n1 Teilchen haben den Zustand E1<br />
n2 Teilchen haben den Zustand E2<br />
· · ·<br />
Die Gesamtzahl der Teilchen beträgt dann:<br />
N = n1 + n2 + n3 + · · · = X<br />
Die Gesamtenergie U des Systems beträgt:<br />
U = n1 · E1 + n2 · E2 + n3 · E3 + · · · = X<br />
i<br />
ni<br />
i<br />
ni · Ei<br />
Im Falle eines isolierten Systems ist die Gesamtenergie konstant, allerdings kann die<br />
Verteilung der Teilchen auf die einzelnen vorhandenen Energiezustände variieren.<br />
(3)<br />
(4)<br />
Wärmebehandlung <strong>und</strong> <strong>thermomechanische</strong> Verfahren — WS 2004/05 – p.9/248
Exkurs in die statistische Mechanik<br />
Es existiert eine wahrscheinlichste Verteilung für einen bestimmten Zustand des<br />
Systems. Ist diese erreicht, befindet sich das System im statistischen Gleichgewicht.<br />
Ohne äußere Kräfte (Einflüsse) wird das System diesen Zustand nicht verlassen, nur<br />
Fluktuationen sind möglich.<br />
System mit indentischen <strong>und</strong> unterscheidbaren Teilchen<br />
Wärmebehandlung <strong>und</strong> <strong>thermomechanische</strong> Verfahren — WS 2004/05 – p.10/248
Exkurs in die statistische Mechanik<br />
Annahme: Alle Energiezustände sind gleich leicht zugänglich für die Teilchen. Daraus<br />
folgt:<br />
• Alle Energiezustände haben die gleiche Wahrscheinlichkeit, besetzt zu werden.<br />
• Die Wahrscheinlichkeit für eine bestimmte Verteilung ist proportional zu der Zahl<br />
der Möglichkeiten, mit der die Teilchen auf die verschiedenen Energiezustände<br />
verteilt werden können, um diese Verteilung zu erzeugen.<br />
Die Gesamtzahl der Möglichkeiten, eine bestimmte Verteilung zu bekommen, ergibt sich<br />
zu:<br />
P =<br />
N!<br />
n1!n2!n3! · · ·<br />
P ist, wie oben erwähnt, proportional zur Wahrscheinlichkeit für einen bestimmt Zustand.<br />
(5)<br />
Wärmebehandlung <strong>und</strong> <strong>thermomechanische</strong> Verfahren — WS 2004/05 – p.11/248
Exkurs in die statistische Mechanik<br />
Haben die Energiezustände nun unterschiedliche Besetzungswahrscheinlichkeiten, gilt:<br />
Wenn gi die Wahrscheinlichkeit ist, das Teilchen im Energieniveau Ei zu finden, ist die<br />
Wahrscheinlichkeit, dort zwei Teilchen zu finden:<br />
Somit gilt für ni Teilchen:<br />
P2 = gi · gi = g 2 i<br />
Pn i = g n i<br />
i<br />
Die Gesamtwahrscheinlichkeit für eine bestimmte Verteilung ergibt sich für diesen Fall<br />
zu:<br />
P = N!gn1 1 gn2<br />
2 gn3<br />
3<br />
n1!n2!n3! · · ·<br />
· · ·<br />
(6)<br />
(7)<br />
(8)<br />
Wärmebehandlung <strong>und</strong> <strong>thermomechanische</strong> Verfahren — WS 2004/05 – p.12/248
Exkurs in die statistische Mechanik<br />
Für den Fall identischer <strong>und</strong> unterscheidbarer Teilchen ergeben alle N! Permutationen<br />
zwischen den Teilchen dieselbe Verteilung. Dann ergibt sich die<br />
Gesamtwahrscheinlichkeit, wenn die vorige Gleichung durch N! geteilt wird. Es ist somit:<br />
· · ·<br />
n1!n2!n3! · · · =<br />
P = gn1<br />
1 gn2<br />
2 gn3<br />
3<br />
Hierbei ist u die Anzahl der vorhandenen Energiezustände.<br />
Sind die Gesamtzahl der Teilchen N <strong>und</strong> die Gesamtenergie U gegeben, ist der<br />
Gleichgewichtszustand erreicht, wenn P ein Maximum darstellt (größte<br />
Wahrscheinlichkeit).<br />
Beispiel: Will man einen Zustand E1 (er enthalte drei Teilchen) auffüllen, läuft das<br />
folgendermaßen:<br />
Man wählt eines der N Teilchen, es gibt dafür N Möglichkeiten.<br />
Man wählt ein weiteres Teilchen, es gibt dafür N − 1 Möglichkeiten.<br />
Man wählt das dritte Teilchen, es gibt dafür N − 2 Möglichkeiten.<br />
Insgesamt beträgt also die Zahl der Möglichkeiten, E1 aufzufüllen (gleich der Zahl der<br />
unterscheidbaren Wege, die ersten drei Teilchen zu wählen):<br />
N · (N − 1) · (N − 2) =<br />
uY<br />
i=1<br />
g n i<br />
i<br />
ni!<br />
N!<br />
(N − 3)!<br />
(9)<br />
(10)<br />
Wärmebehandlung <strong>und</strong> <strong>thermomechanische</strong> Verfahren — WS 2004/05 – p.13/248
Exkurs in die statistische Mechanik<br />
Ein weiteres Beispiel für den Fall, daß die Teilchen nun unterscheidbar sind (also zum<br />
Beispiel mit a,b, <strong>und</strong> c bezeichnet werden können). In diesem Fall gibt es 3! = 6<br />
mögliche Permutationen, diese im Zustand E1 anzuordnen. Alle diese Permutationen<br />
führen also zu derselben Verteilung, da sie alle mit dem Zustand (a, b, c) in E1<br />
korrespondieren.<br />
Die Zahl der unterscheidbaren verschiedenen Wege für diesen Fall beträgt dann:<br />
N!<br />
3! · (N − 3)!<br />
(11)<br />
Wärmebehandlung <strong>und</strong> <strong>thermomechanische</strong> Verfahren — WS 2004/05 – p.14/248
Exkurs in die statistische Mechanik<br />
Allgemein gilt für die Zahl der unterscheidbaren Möglichkeiten, n1 Teilchen in den<br />
Zustand E1 zu versetzen:<br />
N!<br />
n1! · (N − n1)!<br />
Für den zweiten Zustand stehen nur noch (N − n1) Teilchen zur Verfügung. Somit<br />
beträgt die Zahl der Möglichkeiten:<br />
Für den dritten Zustand gilt entsprechend:<br />
(N − n1)!<br />
n2! · (N − n1 − n2)!<br />
(N − n1 − n2)!<br />
n3! · (N − n1 − n2 − n3)!<br />
(12)<br />
(13)<br />
(14)<br />
Wärmebehandlung <strong>und</strong> <strong>thermomechanische</strong> Verfahren — WS 2004/05 – p.15/248
Exkurs in die statistische Mechanik<br />
Der wahrscheinlichste Gesamtzustand liegt vor, wenn die Änderung von P niedrig ist.<br />
Dann gilt für kleine Änderungen dni der Besetzungszahlen ni:<br />
dP ≈ 0 (15)<br />
Zur Berechnung ist es mathematisch einfacher, das Maximum von ln P zu bestimmen.<br />
Es gilt:<br />
ln P = n1 · ln g1 + n2 · ln g2 + n3 · ln g3 + · · · − ln n1! − ln n2! − ln n3! (16)<br />
Sind ni große Zahlen, so kann man die Stirling–Formel anwenden, welche lautet:<br />
Daraus folgt:<br />
ln x! ≈ x · ln x − x (17)<br />
ln P = n1 · ln g1 + n2 · ln g2 + · · · − (n1 · ln n1 − n1) − (n2 · ln n2 − n2) − · · · (18)<br />
Wärmebehandlung <strong>und</strong> <strong>thermomechanische</strong> Verfahren — WS 2004/05 – p.16/248
Exkurs in die statistische Mechanik<br />
Zusammengefaßt ergibt sich dann:<br />
allgemein:<br />
ln P = −n1 · ln<br />
„ n1<br />
g1<br />
«<br />
− n2 · ln<br />
„ n2<br />
g2<br />
«<br />
ln P = N − X<br />
ni · ln<br />
i<br />
− · · · + (n1 + n2 + · · · ) (19)<br />
„ ni<br />
Die Ableitung ergibt (da N konstant <strong>und</strong> somit dN = 0 ist):<br />
d(ln P ) = − X<br />
dni · ln<br />
i<br />
„ ni<br />
gi<br />
d(ln P ) = − X<br />
dni · ln<br />
i<br />
gi<br />
«<br />
«<br />
− X<br />
ni · d<br />
„ ni<br />
d(ln P ) = − X<br />
dni · ln<br />
i<br />
gi<br />
i<br />
«<br />
− X<br />
„ ni<br />
gi<br />
i<br />
„ „ ««<br />
ni<br />
ln<br />
gi<br />
ni · dni<br />
ni<br />
«<br />
− X<br />
dni<br />
i<br />
(20)<br />
(21)<br />
(22)<br />
(23)<br />
Wärmebehandlung <strong>und</strong> <strong>thermomechanische</strong> Verfahren — WS 2004/05 – p.17/248
Exkurs in die statistische Mechanik<br />
Da dN = 0 gilt, ergibt sich:<br />
Woraus folgt:<br />
X<br />
dni = 0 1. Nebenbedingung (24)<br />
i<br />
−d(ln P ) = X<br />
ln<br />
i<br />
„ ni<br />
Ferner wird hierbei ein System mit konstanter Energie betrachtet:<br />
X<br />
i<br />
gi<br />
«<br />
dni = 0 (25)<br />
Ei · dni = 0 2. Nebenbedingung (26)<br />
Durch die zwei Nebenbedingungen, die erfüllt sein müssen, sind die ni nicht frei<br />
währbar. Eine Lösung ergibt sich durch die Methode der Lagrange-Multiplikatoren. Dazu<br />
werden die Gleichungen für die Nebenbedingungen mit zwei beliebigen Faktoren α <strong>und</strong><br />
β multipliziert.<br />
Wärmebehandlung <strong>und</strong> <strong>thermomechanische</strong> Verfahren — WS 2004/05 – p.18/248
Exkurs in die statistische Mechanik<br />
Es ergibt sich dann:<br />
Zusammen mit:<br />
Ergibt sich:<br />
Daraus folgt für ni:<br />
α · X<br />
dni = 0 β · X<br />
i<br />
X<br />
i<br />
X<br />
ln<br />
i<br />
„ ni<br />
gi<br />
«<br />
i<br />
Ei · dni = 0 (27)<br />
dni = 0 (28)<br />
„ „ «<br />
«<br />
ni<br />
ln + α + β · Ei · dni = 0 (29)<br />
gi<br />
ni = gi · exp(−α − β · Ei) (30)<br />
Wärmebehandlung <strong>und</strong> <strong>thermomechanische</strong> Verfahren — WS 2004/05 – p.19/248
Exkurs in die statistische Mechanik<br />
Für die Gesamtzahl der Teilchen ergibt sich dann:<br />
N = n1 + n2 + · · · = g1 · exp(−α − β · E1) + g2 · exp(−α − β · E2) + · · · (31)<br />
Nach dem Ausklammern ergibt sich:<br />
N = exp(−α) ·<br />
Dieses läßt sich vereinfacht schreiben als:<br />
Z ist die sogenannte Zustandssumme:<br />
!<br />
X<br />
gi · exp(−β · Ei)<br />
i<br />
(32)<br />
N = exp(−α) · Z (33)<br />
Z = X<br />
Mit exp(−α) = N/Z ergibt sich schließlich:<br />
Die Einheit von β ist die einer Energie.<br />
i<br />
gi · exp(−β · Ei) (34)<br />
ni = N<br />
Z · gi · exp(−β · Ei) mit β = 1<br />
kT<br />
(35)<br />
Wärmebehandlung <strong>und</strong> <strong>thermomechanische</strong> Verfahren — WS 2004/05 – p.20/248
Freiheitsgrade<br />
Moleküle können nicht nur Translations-, sondern auch Rotationsenergie haben.<br />
Zusätzlich können ihre Bestandteile (z.B. Atome) gegeneinander schwingen. Jede<br />
derartige unabhängige Bewegungsmöglichkeit nennt man einen Freiheitsgrad.<br />
Ein Teilchen in einem Kristallgitter kann nicht mehr rotieren, aber in alle drei<br />
Raumrichtungen schwingen. Daher hat ein Teilchen im Kristall im allgemeinen sechs<br />
Freiheitsgrade, drei der kinetischen Energie <strong>und</strong> drei der potentiellen<br />
Schwingungsenergie.<br />
Im thermischen Gleichgewicht entfällt auf jeden Freiheitsgrad die gleiche mittlere<br />
Energie:<br />
< WF G >= 1<br />
2<br />
· kT (36)<br />
Ein Molekül mit f Freiheitsgraden enthält dann die mittlere Gesamtenergie:<br />
< WMolekül >= f<br />
2<br />
· kT (37)<br />
Wärmebehandlung <strong>und</strong> <strong>thermomechanische</strong> Verfahren — WS 2004/05 – p.21/248
Erwärmung eines Körpers<br />
Soll ein Körper von einer Temperatur T1 auf eine Temperatur T2 erwärmt werden, muß<br />
ihm Energie zugefürt werden.<br />
Für den Fall, daß der Körper aus N gleichartigen Atomen mit der Atommasse m besteht<br />
<strong>und</strong> der Körper die Gesamtmasse M hat, gilt:<br />
N = M<br />
m<br />
Die Energie, die dann pro Atom hinzugefügt werden muß, um die gewünschte<br />
Erwärmung zu erreichen, beträgt:<br />
∆WAtom = 1<br />
2<br />
(38)<br />
· f · k · ∆T (39)<br />
Die notwendige Gesamtenergie für die Temperaturerhöhung ist dann:<br />
∆W = N · ∆WAtom = M<br />
m<br />
Die Wärmekapazität C eines Körpers ist dann wie folgt definiert:<br />
C = ∆W<br />
∆T<br />
· 1<br />
2<br />
· f · k · ∆T (40)<br />
(41)<br />
Wärmebehandlung <strong>und</strong> <strong>thermomechanische</strong> Verfahren — WS 2004/05 – p.22/248
Wärmekapazität<br />
Sie ergibt sich zu:<br />
C = M<br />
m<br />
· f<br />
2<br />
· k (42)<br />
Die spezifische Wärmekapazität c eines Werkstoffs ist auf die Masse bezogen:<br />
c = ∆W<br />
M · ∆T<br />
= f · k<br />
2 · m =<br />
f · k<br />
2 · µ · mH<br />
mif mH = 1.67 · 10 27 kg (43)<br />
Hierbei ist µ die relative Atommasse <strong>und</strong> mH die Masse des Wasserstoffatoms.<br />
Die molare Wärmekapazität Cmol ist auf ein Mol eines Stoffes bezogen. Mit der<br />
Avogadro–Konstanten NA ergibt sich:<br />
Cmol = NA · f<br />
2<br />
· k (44)<br />
Daraus ergibt sich für einen kristallinen Festkörper (sechs Freiheitsgrade) die Regel von<br />
Dulong <strong>und</strong> Petit. Sie gilt für Metalle bei höheren Temperaturen (in der Regel schon bei<br />
Raumtemperatur), für niedrige Temperaturen weicht die Wärmekapazität deutlich von<br />
dieser Regel ab. Es gilt:<br />
Cmol = NA · 3 · k ≈ 24.9 J mol −1 K −1<br />
(45)<br />
Wärmebehandlung <strong>und</strong> <strong>thermomechanische</strong> Verfahren — WS 2004/05 – p.23/248
Erweiterung zur Wärmekapazität<br />
Der Festkörper kann als System von schwingenden Gitterteilchen verstanden werden,<br />
so daß im Mittel jeder dieser Oszillatoren gleichviel kinetische <strong>und</strong> potentielle Energie<br />
haben sollte.<br />
Das Problem ist, daß die beobachtete spezifische Wärmekapazität hinter den Werten<br />
von Dulong <strong>und</strong> Petit zurückbleibt, <strong>und</strong> zwar umso mehr, je tiefer die Temperatur, je<br />
leichter die Gitterteilchen <strong>und</strong> je „fester“ das Gitter ist.<br />
Eine Lösung dieses Problems stammt von Einstein:<br />
Die Energie der Oszillatoren (Gitterteilchen) muß gequantelt sein <strong>und</strong> ist ein<br />
ganzzahliges Vielfaches der Energie der einzelnen Quanten. Für den Zustand i gilt:<br />
Ei = i · �ω (46)<br />
Die Schwingungsfrequenz ω ergibt sich dabei aus der kristalleigenen Federkonstanten<br />
k0 <strong>und</strong> der Oszillatormasse m zu:<br />
ω =<br />
r k0<br />
m<br />
Man sieht, daß für leichtere Teilchen <strong>und</strong> stärkere Bindungen diese Eigenfrequenz steigt.<br />
Außerdem gilt noch (mit dem Planck’schen Wirkungsquantum h = 6.626 · 10 −34 Js:<br />
� = h<br />
2π<br />
(47)<br />
(48)<br />
Wärmebehandlung <strong>und</strong> <strong>thermomechanische</strong> Verfahren — WS 2004/05 – p.24/248
Erweiterung zur Wärmekapazität<br />
Nun gilt für ein Gitterteilchen im i–ten Energiezustand:<br />
ni = N<br />
Z · gi · exp(−α − β · Ei) = N<br />
Z · gi<br />
„ «<br />
i · �ω<br />
· exp −<br />
kT<br />
Die Zustandssumme Z ergibt sich zu:<br />
Z =<br />
∞X<br />
gi · exp<br />
i=0<br />
„ «<br />
i · �ω<br />
−<br />
kT<br />
Da gi für alle Energieniveaus gleich sein soll, kann man es vor das Summenzeichen<br />
ziehen.<br />
Z = gi ·<br />
∞X<br />
exp<br />
i=0<br />
„ «<br />
i · �ω<br />
−<br />
kT<br />
Es ergibt sich dann für die Zahl der Teilchen im i–ten Zustand:<br />
ni = N<br />
Z · gi<br />
„ «<br />
i · �ω<br />
· exp −<br />
kT<br />
=<br />
N<br />
P ∞<br />
i=0 exp<br />
“<br />
− i·�ω<br />
kT<br />
” · exp<br />
„ «<br />
i · �ω<br />
−<br />
kT<br />
(49)<br />
(50)<br />
(51)<br />
(52)<br />
Wärmebehandlung <strong>und</strong> <strong>thermomechanische</strong> Verfahren — WS 2004/05 – p.25/248
Erweiterung zur Wärmekapazität<br />
Die Summe<br />
∞X<br />
exp<br />
i=0<br />
„ «<br />
i · �ω<br />
−<br />
kT<br />
stellt eine geometische Reihe dar <strong>und</strong> läßt sich daher berechnen. Sie hat folgende Form:<br />
a + ar + ar 2 + ar 3 + · · · + ar n−1 + · · · mit a = 1 <strong>und</strong> r = exp<br />
„<br />
− �ω<br />
«<br />
kT<br />
Eine derartige geometrische Reihe konvergiert für −1 < r < 1 gegen den Wert:<br />
Somit ergibt sich:<br />
∞X<br />
exp<br />
i=0<br />
„ «<br />
i · �ω<br />
−<br />
kT<br />
a<br />
1 − r<br />
=<br />
1 − exp<br />
1<br />
“<br />
− �ω<br />
kT<br />
(53)<br />
(54)<br />
(55)<br />
” (56)<br />
Wärmebehandlung <strong>und</strong> <strong>thermomechanische</strong> Verfahren — WS 2004/05 – p.26/248
Erweiterung zur Wärmekapazität<br />
Die Zahl der Gitterteilchen im Zustand i ergibt sich schließlich zu:<br />
ni = N ·<br />
Für die Gesamtenergie gilt nun:<br />
W =<br />
∞X<br />
Eini = N ·<br />
i=0<br />
„ „<br />
1 − exp − �ω<br />
«« „ «<br />
i · �ω<br />
· exp −<br />
kT<br />
kT<br />
„ „<br />
1 − exp − �ω<br />
««<br />
·<br />
kT<br />
Das Problem hier ist das Lösen der Summe:<br />
∞X<br />
�ω · i · exp<br />
i=0<br />
∞X<br />
�ω · i · exp<br />
i=0<br />
„ «<br />
i · �ω<br />
−<br />
kT<br />
„ «<br />
i · �ω<br />
−<br />
kT<br />
Dazu wird ein mathematischer Trick angewandt. Die Zustandssumme Z hatte die Form:<br />
Z =<br />
∞X<br />
i=0<br />
exp(−i · �ω · β) mit β = 1<br />
kT<br />
(57)<br />
(58)<br />
(59)<br />
(60)<br />
Wärmebehandlung <strong>und</strong> <strong>thermomechanische</strong> Verfahren — WS 2004/05 – p.27/248
Erweiterung zur Wärmekapazität<br />
Nun gilt:<br />
1<br />
Z ·<br />
∞X<br />
i=0<br />
�ω · i · exp(−i · �ω · β) = − 1<br />
Z<br />
Die Lösung für die Zustandssumme war gegeben durch:<br />
Somit ergibt sich:<br />
Woraus folgt:<br />
− ∂<br />
∂β<br />
Z =<br />
1<br />
1 − exp(−�ω · β)<br />
· ∂Z<br />
∂β<br />
= − ∂<br />
∂β<br />
ln Z (61)<br />
„<br />
«<br />
1<br />
ln Z = ln<br />
= − ln(1 − exp(−�ω · β)) (63)<br />
1 − exp(−�ω · β)<br />
ln Z = �ω · exp(−�ω · β)<br />
1 − exp(−�ω · β)<br />
= 1<br />
Z ·<br />
(62)<br />
∞X<br />
�ω · i · exp(−i · �ω · β) (64)<br />
i=0<br />
Und somit kann die gesuchte Summe gef<strong>und</strong>en werden.<br />
Wärmebehandlung <strong>und</strong> <strong>thermomechanische</strong> Verfahren — WS 2004/05 – p.28/248
Erweiterung zur Wärmekapazität<br />
Die Gesamtenergie ergibt sich dann durch Einsetzen zu:<br />
W = N ·<br />
�ω · exp(−�ω · β)<br />
1 − exp(−�ω · β)<br />
Umstellung dieses Ausdrucks <strong>und</strong> Ersetzen von β ergibt:<br />
W = N ·<br />
exp<br />
�ω<br />
”<br />
− 1<br />
“ �ω<br />
kT<br />
Nun kann man die Grenzfälle betrachten. Für den Grenzfall hoher Temperaturen gilt<br />
kT ≥ �ω. Dann kann man die Exponentialfunktion im Nenner durch Entwicklung<br />
annähern mit exp(x) ≈ 1 + x.<br />
Es ergibt sich:<br />
W = N ·<br />
�ω<br />
1 + �ω<br />
kT<br />
(65)<br />
(66)<br />
− 1 = N · kT (67)<br />
Da die bisherigen Betrachtungen für den 1–dimensionalen Fall gelten, ergibt sich für den<br />
3–dimensionalen Fall, daß N durch 3 · N ersetzt werden kann, womit für hohe<br />
Temperaturen die Regel von Dulong <strong>und</strong> Petit bestätigt wird.<br />
Wärmebehandlung <strong>und</strong> <strong>thermomechanische</strong> Verfahren — WS 2004/05 – p.29/248
Erweiterung zur Wärmekapazität<br />
Für den Grenzfall niedriger Temperaturen gilt kT ≤ �ω. Dann überwiegt der Beitrag der<br />
Exponentialfunktion <strong>und</strong> es ergibt sich:<br />
Die Wärmekapazität ist dann:<br />
W = N · �ω · exp<br />
c = ∂W<br />
∂T = N · �2 · ω 2 · 1<br />
k<br />
„<br />
− �ω<br />
«<br />
kT<br />
„<br />
1<br />
· · exp −<br />
T 2 �ω<br />
«<br />
kT<br />
Energie <strong>und</strong> spezifische Wärme sind viel kleiner als bei Dulong–Petit <strong>und</strong> gehen gegen<br />
Null, wenn die Temperatur gegen Null geht.<br />
Der Übergang zwischen den beiden Grenzfällen findet bei der Einstein–Temperatur ΘE<br />
statt:<br />
ΘE = �ω<br />
k<br />
(68)<br />
(69)<br />
(70)<br />
Wärmebehandlung <strong>und</strong> <strong>thermomechanische</strong> Verfahren — WS 2004/05 – p.30/248
Erweiterung zur Wärmekapazität<br />
spezifische Wärme von Diamant vs. Einstein–Modell<br />
Die Einstein–Temperatur ΘE nimmt je nach Werkstoff unterschiedliche Werte an, sie<br />
hängt ja von der Bindungsfestigkeit <strong>und</strong> der Atommasse ab. Für Diamant beträgt<br />
ΘE = 1320K <strong>und</strong> für Kupfer ist ΘE = 309K.<br />
So zeigt sich, daß oberhalb der Raumtempertur für Kupfer die Dulong–Petit–Regel erfüllt<br />
ist, die Wärmekapazität von Diamant dagegen schon bei diesen Temperaturen deutlich<br />
unterhalb des aus dieser Regel zu erwartenden Werts liegt.<br />
Wärmebehandlung <strong>und</strong> <strong>thermomechanische</strong> Verfahren — WS 2004/05 – p.31/248
Erweiterung zur Wärmekapazität<br />
Es zeigt sich, daß im Einstell–Modell die spezifische Wärmekapazität ein wenig zu steil<br />
gegen Null geht.<br />
Die Ursache liegt darin, daß in diesem Modell die Gitterbausteine alle nur mit einer<br />
Frequenz schwingen. Real kann das Gitter auch viele andere niederfrequente<br />
Schwingungen ausführen, bei denen verschiedene Gruppen von Teilchen gegen andere<br />
Gruppen schwingen, was den Abfall der Wärmekapazität mit sinkender Temperatur<br />
mildert.<br />
Debye betrachtete diese Schwingungen als Schallwellen im Kristall <strong>und</strong> kam mit<br />
entsprechenden Randbedingungen zu einer exakteren Lösung. Nach Debye geht die<br />
spezifische Wärme für Temperaturen gegen Null mit dem Faktor T 3 gegen Null.<br />
Für tiefe Temperaturen gilt im 3–dimensionalen Fall:<br />
cDebye =<br />
12 · π4<br />
5<br />
· N · k ·<br />
T 3<br />
ΘDebye 3<br />
(71)<br />
Wärmebehandlung <strong>und</strong> <strong>thermomechanische</strong> Verfahren — WS 2004/05 – p.32/248
Erweiterung zur Wärmekapazität<br />
Debye–Modell (durchgezogenen Linie) vs. Einstein–Modell (gestrichelte Linie)<br />
Wärmebehandlung <strong>und</strong> <strong>thermomechanische</strong> Verfahren — WS 2004/05 – p.33/248
Überblick: die wichtigsten Glühverfahren<br />
Wärmebehandlung <strong>und</strong> <strong>thermomechanische</strong> Verfahren — WS 2004/05 – p.34/248
Überblick: die wichtigsten Glühverfahren<br />
Diffusionsglühen<br />
Diffusionsglühen ist ein Glühen bei hohen Temperaturen (für Fe–Werkstoffe zum<br />
Beispiel bei 1050 ◦ C bis 1200 ◦ C) mit dem Ziel, erstarrungsbedingte<br />
Konzentrationsunterschiede im Gefüge auszugleichen.<br />
Grobkornglühen<br />
Grobkornglühen ist eine Wärmebehandlung, welche ebenfalls bei recht hohen<br />
Temperaturen mit entsprechend langsamer Abkühlung durchgeführt wird. Bei Stählen<br />
wird es je nach Kohlenstoffgehalt bei Temperaturen zwischen 850 ◦ C <strong>und</strong> 1030 ◦ C<br />
(oberhalb von Ac3) durchgeführt. Es soll auf diese Weise die Bildung eines groben<br />
ferritisch–perlitischen Gefüges zwecks verbesserter Spanbarkeit erzielt werden.<br />
Spannungsarmglühen<br />
Spannungsarmglühen stellt eine Wärmebehandlung dar, welche bei relativ niedrigen<br />
Temperaturen durchgeführt wird. Der Abkühlvorgang ist in der Regeln relativ langsam.<br />
Das Ziel dieser Wärmebehandlung ist vor allem ein Abbau innerer Verspannungen, ohne<br />
das Gefüge zu ändern.<br />
Wärmebehandlung <strong>und</strong> <strong>thermomechanische</strong> Verfahren — WS 2004/05 – p.35/248
Überblick: die wichtigsten Glühverfahren<br />
Rekristallisationsglühen<br />
Rekristallisationsglühen stellt eine Wärmebehandlung eines kaltverformten Materials<br />
oberhalb der Temperatur des Rekristalisationsbeginns dar. Dabei wird zum einen die<br />
Kaltverfestigung beseitigt, zum anderen kommt es zu einer Gefügeneubildung, so daß<br />
ohne eine Phasenumwandlung mit einer gezielten Steuerung der Prozeßparameter zum<br />
Beispiel eine bestimmte Korngröße eingstellt werden kann.<br />
Weichglühen<br />
Weichglühen ist eine typische Wärmebehandlung von Stählen, welche bei einer<br />
Temperatur um Ac1 durchgeführt wird. Ziel ist es, das vor der Behandlung bestehende<br />
ferritsch–perlitische (oder je nach Zusammensetzung zementitisch–perlitische) Gefüge<br />
durch ein Überführen der Karbide in eine kugelige Form einen weicheren<br />
Gefügezustand herzustellen. Auch bei dieser Wärmebehandlung liegt eine<br />
abschließende langsame Abkühlung vor.<br />
Normalglühen<br />
Normalglühen ist ein Glühverfahren, bei dem oberhalb von Ac3 geglüht wird<br />
(untereutektoide Stähle), oder oberhalb von Ac1 (übereutektoide Stähle). Ziel ist es,<br />
nach langsamer Abkühlung ein gleichmäßiges Gefüge zu erhalten. Nach der<br />
α/γ–Umwandlung soll so ein definierter Gefügezustand in der Perlitstufe eingestellt<br />
werden.<br />
Wärmebehandlung <strong>und</strong> <strong>thermomechanische</strong> Verfahren — WS 2004/05 – p.36/248
Überblick: die wichtigsten Glühverfahren<br />
Lösungsglühen<br />
Beim Lösungsglühen sollen die im Mischkristall ausgeschiedenen Bestandteile wieder in<br />
Lösung gebracht werden. Dazu wird der Werkstoff auf eine Temperatur oberhalb<br />
derjenigen Phasengrenze gebracht, bei der diese Ausscheidungen wieder in Lösung<br />
gehen können, gefolgt von einer entsprechenden Abkühlung. Lösungsglühen ist häufig<br />
eine Teilstufe des Ausscheidungshärtens.<br />
Anlassen<br />
Unter Anlassen versteht man eine Wärmebehandlung, die einen Werkstoff in einen<br />
gleichgewichtsnäheren Zustand überführen soll. Wichtig ist das vor allem für gehärtete<br />
Werkstoffe, da durch die Anlaßbehandlung ein Abbau der inneren Spannungen bewirkt<br />
wird.<br />
Zusätzlich kommt es zu einer Verringerung der Sprödigkeit <strong>und</strong> der Alterungsneigung.<br />
Die Werkstoffeigenschaften sollen nach der Anlaßbehandlung einen bestimmten, zeitlich<br />
konstanten Zustand einnehmen.<br />
Die Kombination aus Härten <strong>und</strong> Anlassen wird als Vergüten bezeichnet.<br />
Wärmebehandlung <strong>und</strong> <strong>thermomechanische</strong> Verfahren — WS 2004/05 – p.37/248
Überblick: Härten<br />
Meistens besteht Härten aus dem Hoch- <strong>und</strong> Durchwärmen des zu härtenden<br />
Werkstücks bzw. der zu härtenden Bereiche des Werkstücks auf die Härtetemperatur<br />
gefolgt von einem sehr schnellen Abkühlen (so daß die Umwandlung von<br />
Fe–Werkstoffen zumeist in der Martensit- oder Zwischenstufe erfolgt).<br />
Man unterscheide Härteverfahren nach Volumenerwärmung, bei denen das ganze<br />
Werkstück erwärmt wird, sowie Härten mit kontinuierlicher oder diskontinuierlicher<br />
Abkühlung (Abkühlung in einem Medium bzw. mehreren Medien, dann mit<br />
unterschiedlicher Haltedauer).<br />
Randschichthärten<br />
Beim Randschichthärten wird eine Randschicht (Oberfläche) gehärtet. Die<br />
Oberfächenschichten werden hierbei durch eine intensive Energiezufuhr erwärmt <strong>und</strong><br />
sofort wieder abgeschreckt, so daß es nicht zu einem Temperaturausgleich zwischen<br />
Oberfläche <strong>und</strong> Werkstoffinneren kommt. Häufig ist nach dem Randschichthärten noch<br />
eine Anlaßbehandlung nötig.<br />
Für die Durchführung derartiger Wärmebehandlungen sind hohe Leistungsdichten<br />
notwendig, mögliche Wärmequellen sind z.B. Salz- oder Metallbäder, Gasbrenner, Laser<br />
oder induktive Erwärmung.<br />
Es gibt auch Randschichthärtungsverfahren, die nicht auf der Martensitischen<br />
Umwandlung, sondern z.B. auf der Bildung feindisperser Ausscheidungen (wie z.B. beim<br />
Nitrieren), basieren.<br />
Wärmebehandlung <strong>und</strong> <strong>thermomechanische</strong> Verfahren — WS 2004/05 – p.38/248
Überblick: Härten<br />
Ausscheidungshärten<br />
Ausscheidungshärten ist eine aus drei Teilen bestehende Wärmebehandlung, welche<br />
durchgeführt werden kann, wenn feste Teilchen beim Unterschreiten einer Segregatlinie<br />
ausgeschieden werden können.<br />
Zunächst wird ein Lösungsglühen durchgeführt, um das auszuscheidende Element im<br />
Mischkristall möglichst vollständig zu lösen.<br />
Dann wird das Werkstück abgeschreckt, um einen übersättigten Mischkristall<br />
herzustellen, da die bei der langsamen Abkühlung übliche Ausscheidung von<br />
Segregaten an den Korngrenzen unterdrückt wird.<br />
Als letztes folgt eine Auslagerungsbehandlung, bei der unterhalb der<br />
Segregationstemperatur die Ausscheidungen entstehen, welche zu einer<br />
Festigkeitssteigerung beitragen.<br />
Wärmebehandlung <strong>und</strong> <strong>thermomechanische</strong> Verfahren — WS 2004/05 – p.39/248
Gr<strong>und</strong>lagen zur Wärmeübertragung<br />
Wärmeenergie kan durch Strahlung, Leitung oder Strömung (Konvektion) übertragen<br />
werden.<br />
Wärmeströmung<br />
Wärmeströmung findet durch makroskopische Bewegungen in einer Flßsigkeit oder<br />
einem Gas statt. Die Menge der durch Konvektion übertragenen Wärme hängt auch von<br />
der Anzahl der übertragenden Teilchen ab.<br />
Man unterscheidet zwischen natürlicher <strong>und</strong> erzwungener Konvektion; bei letzterer wird<br />
der Teilchenstrom durch äußere Kräfte angeregt.<br />
Wärmestrahlung<br />
Alle Körper mit einer Temperatur von > 0 K senden eine elektromagnetische Strahlung<br />
aus, welche von anderen Körpern absorbiert <strong>und</strong> somit ein Wärmeübergang zwischen<br />
diesen Körpern hergestellt werden kann.<br />
Da es sich um Strahlung handelt, kann der Wärmeübertrag auch um Vakuum erfolgen.<br />
Die von einem heißen Körper abgestrahlte Energie läßt sich nach dem<br />
Stefan–Boltzmannschen Gesetz berechnen. Für die Wärmestromdichte j gilt (σ:<br />
Strahlungszahl, 5.7 · 10 −8 Wm −2 K −4 ):<br />
j = σ · T 4<br />
(72)<br />
Wärmebehandlung <strong>und</strong> <strong>thermomechanische</strong> Verfahren — WS 2004/05 – p.40/248
Wärmeleitung in Metallen<br />
Die Wärmeleitung in Metallen hat zwei Beiträge, zum einen den Beitrag der Elektronen<br />
<strong>und</strong> den des Kristallgitters.<br />
Die Elektronenwärmeleitfähigkeit hängt von der Streuung der Leitungselektronen ab.<br />
Zwei begrenzende Streuprozesse werden hierbei unterschieden, die Elektronenstreuung<br />
an thermischen Gitterschwingungen <strong>und</strong> die Elektronenstreuung an Gitterfehlern.<br />
Somit sinkt die Elektronenwärmeleitfähigkeit mit steigender Anzahl an Gitterfehlern (<strong>und</strong><br />
ebenso mit zunehmendem Gehalt an gelösten Fremdatomen). Je mehr Fehlstellen<br />
auftreten, desto geringer ist sie von der Temperatur abhängig (da der Gitterfehlerbeitrag<br />
deutlich größer wird als der Beitrag durch Gitterschwingungen).<br />
Der Beitrag des Kristallgitters, die Gitterwärmeleitfähigkeit, kann man durch das Bild von<br />
Phononen erklären.<br />
Ein Phonon ist das Quant einer Gitterschwingung mit der Energie Ep:<br />
Beim Auftreten von i Phononen gilt für die Gitterschwingung:<br />
Ep = � · ω (73)<br />
Ei = i · � · ω (74)<br />
Wärmebehandlung <strong>und</strong> <strong>thermomechanische</strong> Verfahren — WS 2004/05 – p.41/248
Wärmeleitung in Metallen<br />
Der Wärmestrom im Kristallgitter kann als Strom von Phononen aufgefaßt werden,<br />
deren freie Weglänge durch Wechselwirkungen mit den Hindernissen begrenzt wird.<br />
Die Hindernisse sind Kristallbaufehler <strong>und</strong> schwingende Gitterbauteile, so daß die<br />
Gitterwärmeleitfähigkeit von der realen Struktur des Festkörpers <strong>und</strong> der Temperatur<br />
abhängt.<br />
Ferner stellen in Metallen die Leitungselektronen ein weiteres Hindernis für die<br />
Phononen dar, so daß die Gitterwärmeleitfähigkeit in reinen Metallen wesentlich kleiner<br />
ist als die Elektronenwärmeleitfähigkeit.<br />
Bei einer großen Anzahl von Gitterfehler liegen beide Beiträge in derselben<br />
Größenordnung, da die Elektronenwärmeleitfähigkeit auf das Vorhandensein von<br />
Gitterfehlern stärker reagiert.<br />
Wärmebehandlung <strong>und</strong> <strong>thermomechanische</strong> Verfahren — WS 2004/05 – p.42/248
Wärmeleitung: Gr<strong>und</strong>lagen<br />
Durch eine Fläche A trete in dem Zeitintervall dt die Wärmemenge dQ. Damit kann der<br />
Wärmestrom P definiert werden als:<br />
P = dQ<br />
dt<br />
Das der Wärmestrom von Ort zu Ort verschieden sein kann, wird im allgemeinen die<br />
Fläche A in infinitesimale Stücke zerteilt <strong>und</strong> die Wärmestromdichte j eingeführt:<br />
P =<br />
Z<br />
(75)<br />
�j · d � A (76)<br />
Die Wärmestromdichte j ist proportional dem Temperaturgradienten <strong>und</strong> folgt seiner<br />
Richtung:<br />
Der Gradient grad T ist definiert als:<br />
grad T =<br />
�j = −λ · grad T (77)<br />
„ ∂T<br />
∂x<br />
, ∂T<br />
∂y<br />
, ∂T<br />
∂z<br />
Er stellt die Änderung der Temperatur dar, wenn man sich entlang der Koordinaten x, y<br />
<strong>und</strong> z bewegt.<br />
«<br />
(78)<br />
Wärmebehandlung <strong>und</strong> <strong>thermomechanische</strong> Verfahren — WS 2004/05 – p.43/248
Wärmeleitung: Gr<strong>und</strong>lagen<br />
λ ist eine Stoffkonstanten (Wärmeleitfähigkeit oder Wärmeleitzahl genannt), sie hat die<br />
Einheit WK −1 m −1 .<br />
Bei Nichtmetall–Kristallen ist λ proportional zu 1/T , bei amorphen Substanzen wächst λ<br />
mit T , ist aber allgemein kleiner als für den gleichen Stoff im kristallinen Zustand. So<br />
leiten zum Beispiel Quarzkristalle bei 0 ◦ C etwa 10 mal besser die Wärme als Quarzglas.<br />
Metalle leiten bei tiefen Temperaturen ebenfalls immer besser (λ proportional zu T −2 ),<br />
dagegen änder sich zwischen Raumtemperatur <strong>und</strong> einigen 100 ◦ C λ nur sehr wenig.<br />
Stoff Temperatur [ ◦ C] Wärmeleitfähigkeit [WK −1 m −1 ]<br />
Silber -100 bis 100 420<br />
Kupfer 0 bis 100 390<br />
Aluminium 0 bis 200 230<br />
Platin -100 bis 100 71<br />
Konstantan 0 22<br />
Quarzglas 0 bis 100 1.4<br />
Schwefel 0 0.3<br />
Luft 0 0.02<br />
Wärmebehandlung <strong>und</strong> <strong>thermomechanische</strong> Verfahren — WS 2004/05 – p.44/248
Wärmeleitung: Gr<strong>und</strong>lagen<br />
Strömt aus einem Volumen mehr Wärme heraus als hineinströmt, so ändert sich sein<br />
Wärmeinhalt Q. Das läßt sich folgendermaßen ausdrücken:<br />
div �j · dV = − dQ<br />
dt<br />
Für die Divergenz div j gilt (mit den Raumrichtungen xi <strong>und</strong> den Vektorkomponenten ji<br />
<strong>und</strong> n = 3 für den dreidimensionalen Raum):<br />
div �j =<br />
Anschaulich ist die Divergenz der Fluß pro Volumen für den Fall, daß das betrachtete<br />
Volumen infinitesimal klein wird.<br />
nX<br />
i=1<br />
∂ji<br />
∂xi<br />
Die Wärmekapazität C des betrachteten Volumens dV beträgt:<br />
(79)<br />
(80)<br />
C = ρ · c · dV (81)<br />
Hierbei ist ρ die Dichte <strong>und</strong> c die spezifische Wärmekapazität. Nun gilt für die Änderung<br />
des Wärmeinhalts:<br />
dQ<br />
dt<br />
= dQ<br />
dT<br />
· dT<br />
dt<br />
= C · dT<br />
dt<br />
(82)<br />
Wärmebehandlung <strong>und</strong> <strong>thermomechanische</strong> Verfahren — WS 2004/05 – p.45/248
Wärmeleitung: Gr<strong>und</strong>lagen<br />
Damit ergibt sich für die Temperaturänderung mit der Zeit:<br />
Woraus sich die allgemeine Wärmeleitungsgleichung ergibt:<br />
dT<br />
dt<br />
dT<br />
dt<br />
= − 1<br />
ρc · div �j (83)<br />
λ<br />
λ<br />
= div grad T = ∆T (84)<br />
ρc ρc<br />
Der Operator ∆ ist der sogenannte Laplace–Operator mit der Definition:<br />
∆ =<br />
nX<br />
i=1<br />
Die in der allgemeinen Wärmeleitungsgleichung auftauchende Größe λ/ρc heißt<br />
Temperaturleitwert <strong>und</strong> hat die Einheit m 2 s −1 . Er bestimmt die Zeit, die zum<br />
Temperaturausgleich benötigt wird, Während die Wärmeleitwerte der Metalle viel größer<br />
sind als die der Gase, sind die Temperaturleitwerte etwa gleich.<br />
∂ 2 T<br />
∂x 2 i<br />
(85)<br />
Wärmebehandlung <strong>und</strong> <strong>thermomechanische</strong> Verfahren — WS 2004/05 – p.46/248
Wärmeleitung: Gr<strong>und</strong>lagen<br />
Wenn ein Körper der Temperatur T1 mit einer Oberfläche A an eine Umgebung mit der<br />
niedrigerer Temperatur T2 grenzt, geht von ihm eine Wärmeleistung an die Umgebung<br />
über. Es gilt:<br />
Woraus folgt:<br />
P � A · (T1 − T2) (86)<br />
P = α · A · (T1 − T2) (87)<br />
Ist nun T2 konstant <strong>und</strong> dem Körper wird keine Wärme nachgeführt, kühlt er sich ab<br />
nach (M sei die Gesamtmasse des Körpers):<br />
P = dQ<br />
dt<br />
= C · dT1<br />
dt<br />
= c · M · dT1<br />
dt<br />
(88)<br />
Wärmebehandlung <strong>und</strong> <strong>thermomechanische</strong> Verfahren — WS 2004/05 – p.47/248
Wärmeleitung: Gr<strong>und</strong>lagen<br />
Daraus folgt:<br />
Sei nun:<br />
Dann gilt:<br />
Woraus folgt:<br />
Integration ergibt:<br />
dT1<br />
dt<br />
dT1<br />
dt<br />
= − α · A<br />
c · M · (T1 − T2) (89)<br />
τ =<br />
c · M<br />
α · A<br />
(90)<br />
= − 1<br />
τ · (T1 − T2) (91)<br />
dt = −τ ·<br />
t = −τ<br />
Z<br />
dT1<br />
T1 − T2<br />
dT1<br />
T1 − T2<br />
(92)<br />
(93)<br />
Wärmebehandlung <strong>und</strong> <strong>thermomechanische</strong> Verfahren — WS 2004/05 – p.48/248
Wärmeleitung: Gr<strong>und</strong>lagen<br />
Mit<br />
Gilt dann:<br />
Z<br />
1<br />
dx = ln|x| + C (94)<br />
x<br />
t = −τ · ln(T1 − T2) + C (95)<br />
Die Integrationskonstante C kann bestimmt werden, da die Anfangstemperatur T 1,start<br />
bei der Anfangszeit T0 = 0 bekannt ist.<br />
Daraus folgt:<br />
Mit:<br />
Ergibt sich für t:<br />
0 = −τ · ln(T1 − T2) + τ · ln(T 1,start − T2) (96)<br />
ln a − ln b = ln a<br />
b<br />
„ «<br />
T1,start − T2<br />
t = τ · ln<br />
T1 − T2<br />
(97)<br />
(98)<br />
Wärmebehandlung <strong>und</strong> <strong>thermomechanische</strong> Verfahren — WS 2004/05 – p.49/248
Wärmeleitung: Gr<strong>und</strong>lagen<br />
Daraus folgt:<br />
Damit ergibt sich:<br />
e − t τ =<br />
„ «<br />
T1,start − T2<br />
T1 − T2<br />
(99)<br />
T1 − T2 = (T 1,start − T 2) · e −t<br />
τ (100)<br />
Das entspricht Newtons Abkühlungsgesetz mit der Zeitkonstanten τ.<br />
Ein typischer Wert für α (Wärmeübergangszahl) liegt für viele Stoffe bei etwa 6<br />
Wm −2 K −1 bei Raumtemperatur.<br />
Genauer muß der Wärmeübergang als Strahlungsvorgang aufgefasst werden. Die<br />
abgestrahlte Leistung P ist die Differenz aus der Abstrahlungsleistung P1 <strong>und</strong> der<br />
Rückstrahlungsleistung der Umgebung P2.<br />
P1 = A · σ · T 4 1 <strong>und</strong> P2 = A · σ · T 4 2 (101)<br />
Wärmebehandlung <strong>und</strong> <strong>thermomechanische</strong> Verfahren — WS 2004/05 – p.50/248
Wärmeleitung: Gr<strong>und</strong>lagen<br />
Daraus folgt:<br />
Gilt nun der Fall:<br />
Kann man folgende Näherung verwenden:<br />
Damit ergibt sich für P :<br />
P = P1 − P2 = σ · A · (T 4 1 − T 4 2 ) (102)<br />
T1 − T2 ≪ T2<br />
(103)<br />
T 4 1 ≈ T 4 2 + 4 · T 3 2 · (T1 − T2) (104)<br />
P ≈ 4 · σ · T 3 2 · A · (T1 − T2) (105)<br />
Und das α ergibt sich dann bei 300 K zu den schon genannten 6 Wm −2 K −1 .<br />
Wärmebehandlung <strong>und</strong> <strong>thermomechanische</strong> Verfahren — WS 2004/05 – p.51/248
Erwärmungsdauer von Werkstücken<br />
Beim Erwärmen von Werkstücken soll die Temperatur auf einen Sollwert an allen Stellen<br />
des Bauteils erhöht werden, um dort die gewünschten Gefügeveränderungen zu<br />
erhalten.<br />
Für Gasumgebung oder Salzschmelzen gilt für das Durchwärmen eines Körpers<br />
folgende Faustregel:<br />
tE = k · mB + mW<br />
A<br />
Hierbei ist tE die Erwärmungsdauer, mB die Masse des zu erwärmenden Bauteils in kg,<br />
mW die Masse des Wärmegutträgers in kg, A die Oberfläche des Bauteils in m 2 <strong>und</strong> k<br />
der Erwärmungsfaktor in m 2 h/kg.<br />
Der Faktor k kann für eine bestimmte Temperatur, der Anfangstemperatur der Bauteile,<br />
der Strömungsgeschwindigkeit des Ofenmediums <strong>und</strong> des<br />
Masse–zu–Oberfläche–Verhältnisses der Bauteile aus ermittelten Schaubildern für<br />
einen Werkstoff entnommen werden.<br />
Eine Voraussetzung für die Gültigkeit dieser Gleichung ist, daß die Temperatur im<br />
Ofenraum der angestrebten Solltemperatur entspricht.<br />
(106)<br />
Wärmebehandlung <strong>und</strong> <strong>thermomechanische</strong> Verfahren — WS 2004/05 – p.52/248
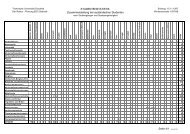
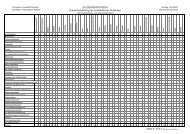
Erwärmungsdauer von Werkstücken<br />
Faktor k für das Erwärmen von Raum- auf Solltemperatur in Salzschmelzen<br />
Wärmebehandlung <strong>und</strong> <strong>thermomechanische</strong> Verfahren — WS 2004/05 – p.53/248
Erwärmungsdauer von Werkstücken<br />
Die oben angegebene Gleichung gilt streng genommen nur für ein Bauteil. Dennoch läßt<br />
sich damit auch die Erwärmungsdauer für eine ganze Charge von Werkstücken<br />
abschätzen, wenn nach dem Ähnlichkeitsprinzip ein Modellkörper für die Charge<br />
geschaffen wird.<br />
Beispiele für Ersatzkörper nach dem Ähnlichkeitsprinzip<br />
Wärmebehandlung <strong>und</strong> <strong>thermomechanische</strong> Verfahren — WS 2004/05 – p.54/248
Normalglühen<br />
Normalglühen (Normalisieren) stellt eine typische Wärmebehandlung für<br />
Eisenwerkstoffe dar. Durchgeführt wird dieses Verfahren bei Temperaturen oberhalb von<br />
Ac3, beziehungsweise im Falle übereutektoider Stähle oberhalb von Ac1 (da es sonst<br />
aufgr<strong>und</strong> der zu hohen Temperaturen zu Grobkörnigkeit kommt).<br />
Ziel:<br />
Ein grobkörniges, eventuell auch ungleichmäßiges (z. B. zeiliges) Stahlgefüge in ein<br />
gleichmäßiges, feinkörniges ferritisch– perlitisches, perlitisches oder<br />
carbidisch–perlitisches umzuwandeln. Es dient auch dazu, durch verschiedene andere<br />
Wärmebehandlungsverfahren bedingte Gefüge- <strong>und</strong> Eigenschaftsänderungen wieder<br />
rückgängig zu machen.<br />
Wärmebehandlung <strong>und</strong> <strong>thermomechanische</strong> Verfahren — WS 2004/05 – p.55/248
Normalglühen<br />
Beim Erwärmen in das Austenitgebiet werden sowohl die α–Phase als auch die<br />
Zementitphase in Lösung gebracht, diese Phasenumwandlung wird beim Abkühlen<br />
wieder rückgängig gemacht.<br />
Eine freie Gefügeausbildung wird dadurch ermöglicht, daß durch erhöhte Aufheiz- <strong>und</strong><br />
Abkühlgeschwindigkeiten eine große Anzahl von γ-, α- <strong>und</strong> Zementitkeinen gebildet<br />
werden.<br />
Um eine Vergröberung der Austenitkörner zu vermeiden, sollten Glühtemperaturen von<br />
etwas 20 ◦ C bos 50 ◦ C oberhalb der jeweiligen Umwandlungstemperatur verwendet<br />
werden.<br />
Ebenfalls sollte die Glühdauer so kurz wie möglich gehalten werden. Neben der<br />
Vermeidung der Kornvergröberung sollte die Haltezeit aber hinreichend lang sein, um<br />
eine ausreichende Homogenisierung des Austenits zu gewährleisten.<br />
Wärmebehandlung <strong>und</strong> <strong>thermomechanische</strong> Verfahren — WS 2004/05 – p.56/248
Normalglühen<br />
Die Umwandlung von Ferrit in Austenit geschieh relativ schnell <strong>und</strong> ist in der Regel nach<br />
ein paar Minuten abgeschlossen.<br />
Langsamer ist die Auflösung der carbidischen Reste sowie bei Stählen mit freiem Ferrit<br />
die vollständige Homogenisierung des Austenits.<br />
Einfach visualisiert werden können diese Umwandlungen beim Aufheizen mit<br />
sogenannten ZTA–Schaubildern, den Zeit–Temperatur–Austenitisierungs–Schaubildern.<br />
Man unterscheidet zwischen isothermen <strong>und</strong> kontinuierlichen ZTA–Schaubildern.<br />
Das kontinuierliche ZTA–Schaubild zeigt die Austenitbildung in Abhängigkeit von der<br />
Aufheizgeschwindigkeit, während das isotherme ZTA–Schaubild die Austenitbildung<br />
nach einem schnellen Aufheizen gefolgt vom Halten der Temperatur (isotherme<br />
Temepraturführung) beschreibt.<br />
Ähnliches gilt für die die Abkühlung beschreibenden kontinuierlichen <strong>und</strong> isothermen<br />
Z<strong>TU</strong>–Schaubilder (Zeit–Temperatur–Umwandlung).<br />
Wärmebehandlung <strong>und</strong> <strong>thermomechanische</strong> Verfahren — WS 2004/05 – p.57/248
kontinuierliches ZTA–Schaubild (C45)<br />
Wärmebehandlung <strong>und</strong> <strong>thermomechanische</strong> Verfahren — WS 2004/05 – p.58/248
isothermes ZTA–Schaubild (C45)<br />
Wärmebehandlung <strong>und</strong> <strong>thermomechanische</strong> Verfahren — WS 2004/05 – p.59/248
kontinuierliches ZTA–Schaubild (C70)<br />
Wärmebehandlung <strong>und</strong> <strong>thermomechanische</strong> Verfahren — WS 2004/05 – p.60/248
Normalglühen<br />
typischer Temperatur–Zeit–Verlauf beim Normalglühen, rechts: Abkühlung im<br />
Z<strong>TU</strong>–Schaubild (C45)<br />
Wärmebehandlung <strong>und</strong> <strong>thermomechanische</strong> Verfahren — WS 2004/05 – p.61/248
Normalglühen<br />
Ein Beispiel für einen Werkstoff, bei dem Normalglühen regelmäig angewandt wird, ist<br />
Stahlformguß.<br />
Durch die technologisch bedingte langsame Abkühlung kommt es bei diesem Verfahren<br />
zu einem sehr groben, unregelmäßigen Geüge. Mit einer Glühbehandlung bei 780 ◦ C bis<br />
950 ◦ C (abhängig von der Zusammensetzung des Werkstoffs) können diese Strukturen<br />
beseitigt <strong>und</strong> ein normalisiertes Gefüge erzielt werden.<br />
Links ist ein solches Gefüge von Stahlformguß vor dem Normalglühen zu sehen, rechts<br />
dagegen ein normalisiertes Gefüge desselben Werkstoffs.<br />
Wärmebehandlung <strong>und</strong> <strong>thermomechanische</strong> Verfahren — WS 2004/05 – p.62/248
Normalglühen<br />
Die Glühtemperatur für das Normalglühen übereutektoider Stähle hängt von dem<br />
gewünschten Gefügezustand ab.<br />
Will man nur den perlitischen Gefügebestandteil verfeiner, so wird knapp oberhalb von<br />
AC1 geglüht. Will man ein vorhandenes Zementitnetzwerk vollständig auflösen, müssen<br />
deutlich höhere Temperaturen gewählt werden, um in den Bereich des homogenen<br />
Austenits zu kommen. Bei Stählen mit einem Kohlenstoffgehalt von > 1.4% ist ein<br />
Glühen bei etwa 1100 ◦ C erforderlich.<br />
Die Haltedauer bei Austenitisierungstemperatur muß, wie bereits erwähnt, kurz gehalten<br />
werden. Eine Näherung für die Haltedauer von un- <strong>und</strong> niedriglegierten Stählen ist es,<br />
pro mm Probendurchmesser das Werkstück für eine Minute auf<br />
Austenitisierungstemperatur zu halten.<br />
Mit zunehmendem Anteil an Legierungselementen wird diese Haltezeit etwas verlängert.<br />
Für kurze Aufheizzeiten (z.B. induktive Erwärmung) muß die Haltedauer allerdings<br />
angepaßt werden.<br />
Wärmebehandlung <strong>und</strong> <strong>thermomechanische</strong> Verfahren — WS 2004/05 – p.63/248
Normalglühen<br />
Der Gr<strong>und</strong> für die Verkürzung der Haltezeit bei schneller Erwärmung läßt sich aus dem<br />
ZTA–Schaubild ableiten: Da eine vollständige Austenitisierung notwendig ist, aber, wie<br />
im ZTA–Schaubild zu sehen ist, die Umwandlungstemperatur mit der steigenden<br />
Aufheizgeschwindigkeit steigt, muß die Austenitisierungstemperatur erhöht <strong>und</strong> somit die<br />
Haltezeit verkürzt werden.<br />
Eine gezielte Abkühlung ist für den Prozeß ebenfalls sehr wichtig, speziell bei größeren<br />
<strong>und</strong> komplizierten Bauteilen. Einfache Bauteile werden im allgemeinen an Luft<br />
abgekühlt.<br />
Die Ausbildung eines feinlamellaren perlitischen Gefüges hängt stark von der<br />
Abkühlgeschwindigkeit im Bereich der Phasenumwandlung ab.<br />
Liegt ein extrem grobes/unregelmäßiges Ausgangsgefüge vor, werden mehrere<br />
Normalisierungsbehandlungen hintereinander durchgeführt. So wird die erste<br />
Normalisierung bei einer erhöhten Temperatur durchgeführt (um hommogenen Austenit<br />
zu erzielen), die folgenden Normalisierungen dann bei möglichst niedriger Temperatur,<br />
um maximale Kornfeinung zu erreichen.<br />
Wärmebehandlung <strong>und</strong> <strong>thermomechanische</strong> Verfahren — WS 2004/05 – p.64/248
Grobkornglühen<br />
Grobkornglühen ist das Glühen untereutektoider Stähle oberhalb von AC3, um ein<br />
grobes ferritisch–perlitisches Gefüge zu erhalten mit dem Zeil, die Spanbarkeit<br />
insbesondere bei weichen, schmierenden Stählen zu verbessern.<br />
Ein wichtiger Faktor für das Erreichen des gewünschten Gefüges ist bei dieser<br />
Wärmebehandlung die Abkühlung.<br />
Wärmebehandlung <strong>und</strong> <strong>thermomechanische</strong> Verfahren — WS 2004/05 – p.65/248
Grobkornglühen<br />
Bei umwandlungsfähigen Stählen hängen die Austenitkorngröse (vor der Umwandlung)<br />
mit der Ferritkorngröse (nach der Umwandlung) voneinander ab, wobei die Relation der<br />
Größen zueinander von den Versuchsbedingungen bestimmt wird (wie z.B. der Dicke<br />
des Materials, der Abkühlgeschwindigkeit, etc.).<br />
Das Ferritkorn ist umso gröber, je geringer die Abkühlgeschwindigkeit im Bereich der<br />
γ–α–Umwandlung <strong>und</strong> danach ist.<br />
Das Bild zeigt den Zusammenhang zwischen der Austenit- <strong>und</strong> der Ferritgröße (Dv50 ist<br />
der Zentralwert der Kornvolumenverteilungen) für einen ferritisch–perlitischen Stahl mit<br />
niedrigem Kohlenstoffgehalt. Die Probendicke war 3 bis 4 mm; die Abkühlung erfolgte an<br />
Luft. Die leeren Kreise stehen für Versuche bei einer konstanten Haltedauer von 60 min<br />
(Temperatur variabel); die gefüllten Kreise für Experimente bei einer konstanten<br />
Austenitisierungstemperatur von 950 ◦ C bei verschiedenen Glühdauern.<br />
Wärmebehandlung <strong>und</strong> <strong>thermomechanische</strong> Verfahren — WS 2004/05 – p.66/248
Grobkornglühen<br />
kontinuierliches Z<strong>TU</strong>–Schaubild eines Cr–Mo–legierten Einsatzstahles: (1) langsame<br />
Abkühlung; (2) beschleunigte Abkühlung in der Perlitstufe; (2a) gesteuerte Abkühlung<br />
Wärmebehandlung <strong>und</strong> <strong>thermomechanische</strong> Verfahren — WS 2004/05 – p.67/248
Grobkornglühen<br />
Allgemein günstig ist eine langsame Abkühlung im Ofen (Kurve (1)). Nachteil dabei ist<br />
die Neigung zur Bildung eines zeiligen Sek<strong>und</strong>ärgefüges in der Perlitstufe.<br />
Festigkeitsunterschiede der Ferrit–Perlit–Zeilen führen bei spanender Bearbeitung zu<br />
beschädigten Oberflächen. Somit ist eines der wichtigsten Ziele bei der Abkühlung die<br />
Vermeidung zeiliger Gefüge.<br />
Die Ausbildung zeiliger Gefüge kann mit einer gesteuerten Abkühlung gemäß Kurve (2a)<br />
vermieden werden. Die Abkühlgeschwindigkeit für Einsatzstähle beträgt etwa 30 K/min.<br />
Eine weitere Alternative ergibt sich durch die Anwendung einer beschleunigten<br />
Abkühlung in der Perlitstufe (Kurve (2)), nach der das Werkstück auf einer Temperatur<br />
von 620 ◦ C bis 680 ◦ C gehalten wird.<br />
Dabei wird der bis dahin noch nicht umgeandelte Austenit isotherm in einen Perlit mit<br />
guten Spannungseigenschaften überführt.<br />
Zur Vermeidung von Zwischenstufengefüge (zum Beispiel bei der beschleunigtem<br />
Abkühlung nach Kurve (2)) ist eine genaue Temperaturführung notwendig. Wird die<br />
optimale Haltetemperatur unterschritten, so kann Zwischenstufengefüge mit<br />
ungünstigen Spannungseigenschaften entstehen.<br />
Wärmebehandlung <strong>und</strong> <strong>thermomechanische</strong> Verfahren — WS 2004/05 – p.68/248
Grobkornglühen<br />
Allgemein ist das Grobkornglühen wegen der relativ hohen notwendigen<br />
Glühtemperaturen recht aufwendig <strong>und</strong> wird daher ungerne durchgeführt.<br />
Alternative Verfahren sind im Bereich der Thermomechanischen Behandlungen zu<br />
finden. So kann durch Warmwalzen mit einer gesteuerten Abkühlung im<br />
Umwandlungsbereich ebenfalls die Korngröße variiert werden. Auch der Effekt der<br />
Rekristallisation wird zuweilen nach einer Walzbehandlung verwendet, um ein gröberes<br />
Korn einzustellen.<br />
Ebenfalls kann ein Entkohlungsglühen als thermisch–chemisches Verfahren das<br />
Grobkornglühen unter Umständen ersetzen.<br />
Wärmebehandlung <strong>und</strong> <strong>thermomechanische</strong> Verfahren — WS 2004/05 – p.69/248
Diffusion im Festkörper<br />
Liegt in einem Festkörper ein Konzentrationsgradient von Leerstellen oder Fremdatomen<br />
vor, dann tritt auch ein Fluß dieser Fremdatome oder Leerstellen im Festkörper auf.<br />
Im Gleichgewicht sind die Gitterfehler oder Leerstellen im Festkörper gleichmäßig<br />
verteilt.<br />
Für den Fluß jN gilt das erste Fick’sche Gesetz:<br />
�jN = −D · grad N (107)<br />
Hierbei ist D die Diffusionskonstante <strong>und</strong> N die Konzentration.<br />
Die Diffusionskonstante D ist von der Temperatur abhängig:<br />
D = D0 · exp(−E/kT ) (108)<br />
E ist die Aktivierungsenergie. Die Tabelle gibt einige Zahlenbeispiele wieder:<br />
Wirtskristall Atom D0 [cm 2 /s] E [eV]<br />
Fe C 0.02 0.87<br />
Cu Cu 0.20 2.04<br />
Cu Zn 0.34 1.98<br />
Ag Ag 0.40 1.91<br />
Ag Cu 1.20 2.00<br />
U U 0.002 1.20<br />
Wärmebehandlung <strong>und</strong> <strong>thermomechanische</strong> Verfahren — WS 2004/05 – p.70/248
Diffusion im Festkörper<br />
1 eV = 1.602·10 −19 J<br />
Ein Teilchen, daß die Elementarladung e trägt, erhält die kinetische Energie von 1 eV<br />
(Elektronenvolt), wenn es durch eine Potentialdifferenz von 1 Volt beschleunigt wird.<br />
Im folgenden wird die Diffusion von Fremdatomen auf Zwischengitterplätze betrachtet,<br />
für die Diffusion von Leerstellen gelten analoge Resultate.<br />
Für die Diffusion eines Atoms muß die von seinen Nachbarn gestellte Potentialbarriere<br />
überw<strong>und</strong>en werden.<br />
Hat die Barriere die Höhe E, so hat das Atom nur für einen Bruchteil exp(−E/kT ) der<br />
Zeit genügend thermische Energie, diese zu überwinden.<br />
Der in der Quantenmechanik auftretende Tunneleffekt muß nur bei sehr leichten Atomen<br />
wie Wasserstoff berücksichtigt werden, die Tunnelwahrscheinlichkeit ist für schwerere<br />
Atome einfach viel zu klein.<br />
Wärmebehandlung <strong>und</strong> <strong>thermomechanische</strong> Verfahren — WS 2004/05 – p.71/248
Diffusion im Festkörper<br />
Ist nun ν eine charakteristische atomare Schwingungsfrequenz, so ist die<br />
Wahrscheinlichkeit p, daß das Atom innerhalb einer Sek<strong>und</strong>e genügend thermische<br />
Energie hat, die Barriere zu überspringen, gegeben durch:<br />
p ≈ ν · exp(−E/kT ) (109)<br />
Anschaulich bedeutet das, daß das Atom in der Sek<strong>und</strong>e ν mal gegen die Barriere stößt<br />
<strong>und</strong> diese bei jedem Stoß mit einer Wahrscheinlichkeit von exp(−E/kT ) überspringt.<br />
Die Größe p wird auch als Sprungfrequenz bezeichnet.<br />
Man kann gut erkennen, daß sie stark von der Temepratur abhängt <strong>und</strong> die Diffusion bei<br />
niedrigen Temperaturen daher äußerst langsam ist.<br />
Wärmebehandlung <strong>und</strong> <strong>thermomechanische</strong> Verfahren — WS 2004/05 – p.72/248
Diffusion im Festkörper<br />
Betrachtung zweier paralleler Ebenen von Fremdatomen auf Zwischengitterplätzen:<br />
Der Abstand der Ebenen betrage a (Gitterkonstante), Ebene 1 habe S Atome, Ebene 2<br />
habe S + a · dS/dx Atome. Daraus ergibt sich die Zahl L der Atome, die in einer<br />
Sek<strong>und</strong>e zwischen den Ebenen hindurchtreten, zu (das Vorzeichen ergibt sich aus der<br />
Richtung):<br />
L = −p · a · dS<br />
dx<br />
Ist nun N die Gesamtkonzentration der Fremdatome (also die Zahl der Fremdatome<br />
geteilt durch das Volumen des Festkörpers), so kann man S, die Zahl der Atome pro<br />
Einheitsfläche einer Ebene, bestimmen zu:<br />
Damit ergibt sich der Diffusionsfluß jN zu:<br />
(110)<br />
S = a · N (111)<br />
j ≈ −p · a 2 · dN<br />
dx<br />
(112)<br />
Wärmebehandlung <strong>und</strong> <strong>thermomechanische</strong> Verfahren — WS 2004/05 – p.73/248
Diffusion im Festkörper<br />
Da gilt:<br />
Ergibt sich für D:<br />
Und für D0:<br />
jN = −D · grad N (113)<br />
D = ν · a 2 · exp(−E/kT ) (114)<br />
D0 = ν · a 2<br />
Wenn aus einem Volumen mehr Teilchen herausströmen als hineinfließen, nimmt die<br />
Konzentration dort an:<br />
dN<br />
dt<br />
= −div �jN<br />
(116)<br />
Es ergibt sich das zweite Fick‘sche Gesetz analog zur Wärmeleitungsgleichung:<br />
dN<br />
dt<br />
(115)<br />
= D div grad N = D∆N (117)<br />
Wärmebehandlung <strong>und</strong> <strong>thermomechanische</strong> Verfahren — WS 2004/05 – p.74/248
Diffusionswege im realen Festkörper<br />
Die sogenannte „pipe“–Diffusion findet entlang der Versetzungen statt. Die Erhöhung<br />
des Diffusionskoeffizienten entsteht durch die aufgelockerte Gitterstruktur im Zentrum<br />
der Versetzung, dem Versetzungskern.<br />
Entlang der Korngrenzen findet die Korngrenzendiffusion statt. Die Vergrößerung des<br />
Diffusionskoeffizienten ist hier ebenfalls durch die Störung des regelmäßigen<br />
Kristallaufbaus zu erklären <strong>und</strong> äußert sich in einer Verminderung der<br />
Aktivierungsenergie. Bei Kleinwinkelkorngrenzen ist die Korngrenzendiffusion praktisch<br />
mit der „pipe“–Diffusion identisch.<br />
Als Oberflächendiffusion wird die Bewegung von Oberflächenleerstellen oder -atomen<br />
auf einer Festkörperoberfläche betrachtet. Auch hier kommt es zu einer Verkleinerung<br />
der Aktivierungsenergie.<br />
Wärmebehandlung <strong>und</strong> <strong>thermomechanische</strong> Verfahren — WS 2004/05 – p.75/248
Diffusionsglühen<br />
Diffusionsglühen ist definiert als ein Glühen bei hohen Temperaturen unter langem<br />
Halten <strong>und</strong> nachfolgendem Abkühlen, um erstarrungsbedingte<br />
Konzentrationsunterschiede zu beseitigen. Die typischen Temperaturen liegen bei<br />
Stählen im Bereich von 1050 ◦ C bis 1200 ◦ C.<br />
Nach Saltykov kann man die auftretenden Heterogenitäten in folgende Gruppen<br />
einteilen:<br />
• zonenförmige Heterogenitäten<br />
• anisotrope Heterogenitäten<br />
• isotrope Heterogenitäten<br />
Eine zonenförmige Heterogenität beinhaltet größere Bereiche, wobei die Form der<br />
Zonen von der äußeren Form des Werkstücks abhängig sind.<br />
Diese können zum Beispiel Bereiche mit erhöhtem Anteil ausgeschiedener Phasen oder<br />
Bereiche mit Härtungsgefüge sein.<br />
Wärmebehandlung <strong>und</strong> <strong>thermomechanische</strong> Verfahren — WS 2004/05 – p.76/248
Diffusionsglühen<br />
Oben ist eine Seigerungszone in einem Niet als zonenförmige Heterogenität zu sehen.<br />
Eine anisotrope Heterogenität entsteht aus Vorzugsrichtungen im Werkstoff, welche<br />
durch eine plastische Verformung hervorgerufen werden können. Typischerweise fallen<br />
unter diese Kategorie zeilige Gefüge ferritisch–perlitischer Stähle (siehe Abbildung<br />
unten, zeiliges Gefüge eines C12).<br />
Wärmebehandlung <strong>und</strong> <strong>thermomechanische</strong> Verfahren — WS 2004/05 – p.77/248
Diffusionsglühen<br />
Eine isotrope Heterogenität ist nicht mir Vorzugsrichtungen im Werkstoff verknüpft.<br />
Ein typisches Beispiel für diese Art von Heterogenität ist die unregelmäßige Anordnung<br />
von Gefügebestandteilen in Nestern, welche wiederum gleichmäßig über das gesamte<br />
Volumen verteilt sind. Mikroskopische Entmischungen führen zu den isotropen <strong>und</strong><br />
anisotropen Heterogenitäten.<br />
Stahl mit 0.07% C nach dem Glühen im γ + α–Gebiet, beschleunigte Abkühlung<br />
Wärmebehandlung <strong>und</strong> <strong>thermomechanische</strong> Verfahren — WS 2004/05 – p.78/248
Diffusionsglühen<br />
Folgende technologische Faktoren sind zu berücksichtigen:<br />
• Ausgangsseigerungszustand<br />
• Primärzeilenabstand<br />
• Diffusivität der geseigerten Elemente<br />
• gewünschter Restseigerungszustand<br />
Es sind häufig sehr lange Glühzeiten erforderlich (besonders bei geringen<br />
Diffusionskoeffizienten, hohem Ausseigerungsgrad, großem Primärzeilenabstand, etc.).<br />
Auch kann es sein, daß einige großvolumige Seigerungen trotzdem nicht zu beseitigen<br />
sind.<br />
Wärmebehandlung <strong>und</strong> <strong>thermomechanische</strong> Verfahren — WS 2004/05 – p.79/248
Diffusionsglühen<br />
Ein Beispiel für den positiven Aspekt des Diffusionsglühens:<br />
Ein mikrolegierter Baustahl mit 0.18% C <strong>und</strong> 1.01% Mg zeigt eine Steigerung der<br />
Kerbschlagzähigkeit durch den Ausgleich der erstarrungsbedingten<br />
Konzentrationsschwankungen sowohl in Längs- als auch in Querrichtung.<br />
Wärmebehandlung <strong>und</strong> <strong>thermomechanische</strong> Verfahren — WS 2004/05 – p.80/248
Diffusionsglühen<br />
Nachteile des Verfahrens sind insbesondere die Gefahr einer starken Kornvergröberung<br />
(häufig wird deshalb noch eine Normalisierungsbehandlung nachfolgend durchgeführt)<br />
sowie eine starke Verz<strong>und</strong>erung oder Entkohlung des Werkstoffs, verb<strong>und</strong>en mit<br />
Materialverlust bei langen Glühzeiten (kann durch eine entsprechende<br />
Schutzgasatmosphäre verhindert werden).<br />
Des weiteren ist das Diffusionsglühen aufgr<strong>und</strong> der langen Haltezeiten <strong>und</strong> hohen<br />
Glühtemperaturen ein relativ teures Verfahren <strong>und</strong> wird daher meistens nur für<br />
hochbeanspruchte Stahlgußteile oder hochlegierte Werkszeugstähle, welche schwer zu<br />
homogenisieren sind, verwendet.<br />
Wärmebehandlung <strong>und</strong> <strong>thermomechanische</strong> Verfahren — WS 2004/05 – p.81/248
Rekristallisation<br />
Allgemein versteht man unter Rekristallisation ein Kristallwachstum innerhalb eines<br />
polykristallinen Materials, welches in Form einer Neubildung <strong>und</strong> Wanderung von<br />
Großwinkelkorngrenzen auftritt. Sie kommt beim Tempern nach einer<br />
vorausgegangenen plastischen Verformung zustande <strong>und</strong> ist mit einer Abnahme der<br />
Verfestigung des Materials verb<strong>und</strong>en.<br />
Sie läuft in mehrern Schritten ab:<br />
Während der primären Rekristallisation geschieht durch das Bestreben, die vorhandene<br />
Verformungsenergie zu erniedrigen, zunächst eine Keimbildung <strong>und</strong> dann bis zum<br />
Verschwinden des verformten Gefüges ein Keimwachstum.<br />
Die Keimbildung beginnt an Orten stark inhomogener Verformung (z.B. an vorhandenen<br />
Korngrenzen oder Ausscheidungen). Sie ist verknüpft mit einer Verringerung der Zahl<br />
der Versetzungen durch Annihilation <strong>und</strong> mit einer Anordnung der Versetzungen in Sub<strong>und</strong><br />
Kleinwinkelkorngrenzen (Polygonisation) sowie der Vereinigung der Subkörner zu<br />
Körnern <strong>und</strong> Großwinkelkorngrenzen.<br />
Wärmebehandlung <strong>und</strong> <strong>thermomechanische</strong> Verfahren — WS 2004/05 – p.82/248
Rekristallisation<br />
Die Körner wachsen in das umgebende verformte Gebiet hinein. Die Geschwindigkeit<br />
von Keimbildung <strong>und</strong> Keimwachstum bestimmen den zu einem bestimmten Zeitpunkt<br />
gegebenen Rekristallisationsgrad <strong>und</strong> die Korngröße des rekristallisierten Gefüges.<br />
Danach kann die Korngrenzenenergie weiter gesenkt werden, indem die großen Körner<br />
auf Kosten der kleinen Körner weiterwachsen. Tritt dabei eine unstete Kornvergröberung<br />
auf, wachsen also einige Körner sehr stark, andere dagegen kaum, so nennt man das<br />
sek<strong>und</strong>äre Rekristallisation.<br />
Die im allgemeinen der Rekristallisation vorausgehende Erholung kann in Abhängigkeit<br />
von der Aufheizgeschwindigkeit unterdrückt werden.<br />
Wärmebehandlung <strong>und</strong> <strong>thermomechanische</strong> Verfahren — WS 2004/05 – p.83/248
Keimbildung<br />
Für eine isotherme, isobare Zustandänderung gilt, daß die Freie Enthalpie G<br />
(Gibbs–Funktion) ein Minimum darstellt:<br />
G = U + pV − T S (118)<br />
Hierbei sind U die innere Energie, p der Druck, V das Volumen, T die absolute<br />
Temperatur <strong>und</strong> S die Entropie. Es ist:<br />
S = k · ln P (119)<br />
Hierbei ist k die Boltzmann–Konstante <strong>und</strong> P die Wahrscheinlichkeit, das Sytem in<br />
diesem Zustand anzutreffen.<br />
Die Erstarrung eines flüssigen Metalls beginnt mit der Bildung von Kristalliten an vielen<br />
Stellen, die wachsen <strong>und</strong> Korngrenzen ausbilden.<br />
Mit der Entstehung eines Keims ist eine Änderung der Freien Enthalpie verb<strong>und</strong>en.<br />
Diese Änderung besteht aus zwei gegenläufig wirkenden Anteilen.<br />
Wärmebehandlung <strong>und</strong> <strong>thermomechanische</strong> Verfahren — WS 2004/05 – p.84/248
Keimbildung<br />
Der erste Beitrag, −∆GV , ist dem Volumen des Keims (also der Anzahl der im Keim<br />
angelagerten Teilchen) proportional:<br />
∆GV = 4<br />
3 · π · r3 · ∆gV<br />
Hierbei ist ∆gV die Freie Bildungsenthalpie bezogen auf die Volumeneinheit (entspricht<br />
dem Gewinn an Freier Enthalpie pro Volumen).<br />
Der zweite Beitrag, ∆GS, stellt eine Erhöhung der Freien Enthalpie dar, da Energie für<br />
die Bildung der Oberfläche des Keims benötigt wird (Grenzfläche):<br />
(120)<br />
∆GS = 4 · π · r 2 · γ (121)<br />
Hierbei ist γ die Grenzflächenenergie bezogen auf die Flächeneinheit. Es ergibt sich<br />
dann:<br />
∆G = − 4<br />
3 · π · r3 · ∆gV + 4 · π · r 2 · γ (122)<br />
Der kritische Keimradius, ab dem ein Keim weiterwachsen kann, ergibt sich beim<br />
Maximum der Funktion ∆G = ∆G(r).<br />
Wärmebehandlung <strong>und</strong> <strong>thermomechanische</strong> Verfahren — WS 2004/05 – p.85/248
Keimbildung<br />
Bestimmung des kritischen Keimradius<br />
Wärmebehandlung <strong>und</strong> <strong>thermomechanische</strong> Verfahren — WS 2004/05 – p.86/248
Keimbildung<br />
Somit ist:<br />
Woraus folgt:<br />
d∆G<br />
Damit ergibt sich der kritische Keimradius rc zu:<br />
dr<br />
= 0 (123)<br />
−4 · π · r 2 · ∆gV + 8 · π · r · γ = 0 (124)<br />
rc =<br />
Liegt nun eine Keimbildung im Festkörper vor, dann kommt noch ein weiterer Term dazu.<br />
Es gilt dann:<br />
2 · γ<br />
∆gV<br />
∆G = ∆GS − ∆GV + ∆GE<br />
Hierbei ist ∆GE eine Erhöhung der Freien Enthalpie durch die Änderung der elastischen<br />
Energie. Es ist:<br />
∆GE = ɛel · 4<br />
3<br />
· π · r3<br />
(125)<br />
(126)<br />
(127)<br />
Wärmebehandlung <strong>und</strong> <strong>thermomechanische</strong> Verfahren — WS 2004/05 – p.87/248
Keimbildung<br />
Daraus folgt für den kritischen Radius:<br />
Für Kristallisation gilt :<br />
rc =<br />
2 · γ<br />
∆gV − ɛel<br />
(128)<br />
∆gV = α · ∆T (129)<br />
Hierbei ist α die Schmelzentropie, welche für Metalle bei 10 J/(K·mol) liegt. ∆T ist die<br />
Unterkühlung; man erkennt, daß rc sinkt, wenn ∆T größer wird.<br />
Stellt N die Zahl der Keime dar, so ist die Keimbildungsgeschwindigkeit gegeben durch:<br />
dN<br />
dt<br />
mit R = Na · k = 8.31 J/(K·mol) <strong>und</strong>:<br />
∝ exp<br />
∆G0 = ∆G(rc) = 16<br />
3<br />
„<br />
− ∆G0<br />
«<br />
RT<br />
· π ·<br />
γ 3<br />
(∆gV − ɛel) 2<br />
(130)<br />
(131)<br />
Wärmebehandlung <strong>und</strong> <strong>thermomechanische</strong> Verfahren — WS 2004/05 – p.88/248
Keimbildung<br />
Das heißt, daß die Keimbildungsgeschwindigkeit stark von der Grenzflächenenergie<br />
abhängt. Die Grenzflächenenergie ist von der Struktur der Phasengrenze abhängig, es<br />
existieren kohärente, teilkohärente <strong>und</strong> inkohärente Phasengrenzflächen.<br />
Eine kohärente Phasengrenze bedeutet, daß sich die Gitterstruktur stetig fortsetzt <strong>und</strong><br />
lediglich leichte elastische Verzerrungen vorhanden sind.<br />
Eine teilkohärente Phasengrenze tritt bei einem größeren Unterschied der<br />
Gitterkonstanten auf, die elastische Verzerrung wird durch Stufenversetzungen<br />
kompensiert, die meisten Gitterebenen können fortgesetzt werden.<br />
Bei einer inkohärenten Phasengrenze haben die Phasen entweder unterschiedliche<br />
Gitterstrukturen oder eine gleiche Gitterstruktur, aber deutlich unterschiedliche<br />
Orientierungen, so daß die Gitterebenen kaum fortgesetzt werden können.<br />
Es gilt γ (kohärente)
Keimwachstum<br />
Haben sich erst einmal Keime gebildet, so wachsen diese in die ungeordnete Matrix<br />
hinein. Die Kinetik dieses Wachstums wird im Modell von Johnson <strong>und</strong> Mehl<br />
beschrieben.<br />
Sei nun:<br />
• X der geordnete Volumenbruchteil (entspricht dem rekristallisierten Gefüge)<br />
• N die Zahl der vorhandenen Keime pro Volumen<br />
• v die Geschwindigkeit der Grenzfläche (Ausbreitungsgeschwindigkeit)<br />
• V das mittlere Volumen eines Keims<br />
Dann ist:<br />
Und:<br />
dV = 4 · π · r 2 · dr = 4 · π · v 3 · t 2 · dt (132)<br />
dX = N · dV · (1 − X) = 4 · π · v 3 · N · t 2 · dt · (1 − X) (133)<br />
Wärmebehandlung <strong>und</strong> <strong>thermomechanische</strong> Verfahren — WS 2004/05 – p.90/248
Keimwachstum<br />
Daraus folgt:<br />
Woraus sich ergibt:<br />
ln(1 − X) = − 4<br />
3 · π · v3 · N · t 3<br />
(134)<br />
X = 1 − exp(− 4<br />
3 · π · v3 · N · t 3 ) (135)<br />
Wärmebehandlung <strong>und</strong> <strong>thermomechanische</strong> Verfahren — WS 2004/05 – p.91/248
Keimwachstum<br />
Nimmt die Zahl der Rekristallisationskeime/Volumen (also N) bei konstanter<br />
Keimbildungsgeschwindigkeit zu, so gilt:<br />
N = dN<br />
dt<br />
· t mit<br />
Daraus folgt für den Anteil rekristallisierten Gefüges:<br />
dN<br />
X = 1 − exp(−B · t 4 ) mit B = 4<br />
3 · π · v3 · dN<br />
dt<br />
dt<br />
= const. (136)<br />
t entspricht dabei der Glühdauer, B enthält die Bildungsgeschwindigkeit der<br />
Rekristallisationszentren <strong>und</strong> die Wandergeschwindigkeit der Rekristallisationsfront.<br />
(137)<br />
Wärmebehandlung <strong>und</strong> <strong>thermomechanische</strong> Verfahren — WS 2004/05 – p.92/248
Rekristallisationsglühen<br />
Rekristallisationsglühen ist ein Glühen katverfestigter Werkstoffe bei Temperaturen<br />
oberhalb derRekristallisationstemperatur zur Beseitigung der Kaltverfestigung <strong>und</strong> zur<br />
einstellung einer bestimmten Korngröße ohne die Durchführung einer<br />
Phasenumwandlung.<br />
Das Rekristallisationsglühen hebt also einen unerwünschten Einfluß einer<br />
Kaltverfestigung wieder auf.<br />
Diese ist meist durch den Herstellungsprozeß bedingt. So werden Werkstoffe mittels<br />
Kaltwalzen oder Ziehen bearbeitet, um eine gewünschte Dicke oder einen gewünschten<br />
Durchmesser zu erreichen.<br />
Rekristallistionsglühen stellt somit eine typische Anwendung für kaltgewalze Bänder dar.<br />
Die für die Rekristallisation notwendigen Glühzeiten sind verfahrensabhängig. Es<br />
werden sowohl B<strong>und</strong>glühen (in Haubenglüh- <strong>und</strong> Rollenherdöfen) als auch<br />
kontinuierliche Verfahren (in Band- <strong>und</strong> Durchziehöfen) eingesetzt.<br />
Bei niedrigen Temperaturen (im kommenden Bild bei T < T2) spielt die<br />
Aufheizgeschwindigkeit keine Rolle, es findet fast ausschließlich Erholung statt.<br />
Wärmebehandlung <strong>und</strong> <strong>thermomechanische</strong> Verfahren — WS 2004/05 – p.93/248
Rekristallisationsglühen<br />
Bei langsamen Aufheizgeschwindigkeiten (hier v2) auf hohe Glühtemperaturen wird die<br />
Entfestigung durch die Erholung eingeleitet. Es kommt zu recht langen Glühzeiten<br />
(entspricht z.B. der Glühung in einem Haubenofen)<br />
Bei schneller Aufheizgeschwindigkeit (v1) tritt direkt Rekristallisation auf. Die<br />
gespeicherte Verformungsenergie wird größtenteils durch die primäre Rekristallisation<br />
freigesetzt. Daher läuft auch die Rekristallisation wesentlich schneller ab (z.B.<br />
Durchziehglühung).<br />
Wärmebehandlung <strong>und</strong> <strong>thermomechanische</strong> Verfahren — WS 2004/05 – p.94/248
Rekristallisationsglühen<br />
technologische Parameter des Rekristallisationsglühens:<br />
• chemische Zusammensetzung<br />
• Ausgangsgefügezustand<br />
• Art <strong>und</strong> Grad der Verformung<br />
• Glühtemperatur<br />
• Glühdauer<br />
• Aufheiz- <strong>und</strong> Abkühlgeschwindigkeit<br />
Die Darstellung des Rekristallisationsvorgangs erfolgt im ZTR–Schaubild<br />
(Zeit–Temperatur–Rekristallisations–Schaubild).<br />
Wärmebehandlung <strong>und</strong> <strong>thermomechanische</strong> Verfahren — WS 2004/05 – p.95/248
Rekristallisationsglühen<br />
schematisches ZTR–Schaubild<br />
Wärmebehandlung <strong>und</strong> <strong>thermomechanische</strong> Verfahren — WS 2004/05 – p.96/248
Rekristallisationsglühen<br />
Welches Verfahren eingesetzt wird, hängt vom verwendeten Werkstoff ab. Ein<br />
hochverformter, weicher Stahl rekristallisiert bei einer Temperatur von 700 ◦ C innerhalb<br />
einer Minute.<br />
Somit ist ein derartiger Werkstoff für kontinuierliche Verfahren geeignet, wie zum<br />
Beispiel ein Band–Durchziehverfahren.<br />
Häufig wird unter Schutzgasatmosphäre gearbeitet, um Veränderungen an der<br />
Probenoberfläche auszuschließen (chemische Reaktionen mit der Umgebung).<br />
Bei der ansonsten verwendeten B<strong>und</strong>glühung werden dagegen deutlich längere<br />
Prozeßzeiten benötigt.<br />
Dabei sind größere Mengen an Glühgut in den entsprechenden Öfen vorhanden, was<br />
ein träges Aufheiz- <strong>und</strong> Abkühlverhalten bedingt. Die Prozeßdauer beträgt dann häufig<br />
mehrere St<strong>und</strong>en.<br />
Wärmebehandlung <strong>und</strong> <strong>thermomechanische</strong> Verfahren — WS 2004/05 – p.97/248
Rekristallisationsglühen<br />
Zeit–Temperatur–Verläufe für verschiedene Rekristallisationsglühungen, Vergleich<br />
zwischen kontinuierlichen <strong>und</strong> diskontinuierlichen Verfahren<br />
Wärmebehandlung <strong>und</strong> <strong>thermomechanische</strong> Verfahren — WS 2004/05 – p.98/248
Spanungsarmglühen<br />
Spannungsarmglühen ist eine Wärmebehandlung unterhalb von Ac1 mit nachfolgendem<br />
langsamen Abkühlen zur Verringerung von Eigenspannungen, ohne das Gefüge zu<br />
verändern.<br />
Folgen von Spannungen im Werkstück:<br />
Eine Überlagerung von inneren Spannungen mit Beanspruchungsspannungen kann zur<br />
Formänderung (zum Beispiel Verzug) bis hin zum Versagen des Bauteils führen.<br />
Ist nach einer Behandlung eines Werkstücks mit dem Auftreten von inneren<br />
Spannungen zu rechnen (zum Beispiel beim Schweißen oder Spanen), so sollte das<br />
Spannungsarmglühen direkt in Anschluß durchgeführt werden.<br />
Entstehung von Spannungen im Werkstück:<br />
Spannungen treten insbesondere beim ungleichmäßigen Abkühlen bei einer<br />
Wärmebehandlung, bei der Kaltverformung <strong>und</strong> durch vorausgegangene<br />
Phasenumwandlungen auf.<br />
Wärmebehandlung <strong>und</strong> <strong>thermomechanische</strong> Verfahren — WS 2004/05 – p.99/248
Spannungsarmglühen<br />
Abbau von Spannungen:<br />
Ein Abbau von Spannungen ist möglich, wenn Versetzungsbewegungen ausgelöst<br />
werden können (plastische Verformungen im Mikrobereich).<br />
Einfach anschaulich kann das betrachtet werden, als daß die Streckgrenze des<br />
Materials unter den Betrag der Spannungen gesenkt werden muß.<br />
Variation der Eigenschaften von C10 in Abhängigkeit von der Temperatur<br />
Wärmebehandlung <strong>und</strong> <strong>thermomechanische</strong> Verfahren — WS 2004/05 – p.100/248
Spannungsarmglühen<br />
Je weiter die Streckgrenze des Materials sinkt, desto größer ist die mögliche plastische<br />
Verformung uns somit der Spannungsabbau. Die Festigkeit <strong>und</strong> die Streckgrenze<br />
nehmen bei den meisten Werkstoffen mit steigender Temeperatur ab.<br />
Demnach muß beim Spannungsarmglüchen ein Durchwärmen bei der entsprechenden,<br />
relativ hohen Temperatur durchgeführt werden.<br />
Faustregel für Bleche:<br />
Pro Millimeter Blechdicke sollte die Glühdauer 1 bis 2 Minuten sein; die<br />
Mindestglühdauer sollte 20 bis 30 Minuten nach vollständiger Durchwärmung des<br />
Blechs betragen.<br />
Bei Stählen liegt der Temperaturbereich für das Spannungsarmglühen zwischen 450 ◦ C<br />
<strong>und</strong> 650 ◦ C.<br />
Bei vergüteten Stählen sollte die Temperatur etwa 20-30 ◦ C utnerhalb der verwendeten<br />
Anlaßtemperatur bleiben. Allerdings ist, wenn die Anlaßtemperatur relativ niedrig<br />
gewesen war, dann mit einem hohen Restspannungsanteil zu rechnen.<br />
Wärmebehandlung <strong>und</strong> <strong>thermomechanische</strong> Verfahren — WS 2004/05 – p.101/248
Spannungsarmglühen<br />
Bei ausscheidungsgehärteten Werkstoffen muß man sich in einem bestimmten<br />
Temperaturintervall befinden. Ist die Temperatur zu niedrig, ist der Spannungsabbau<br />
eventuell zu gering, ist die Temperatur zu hoch, so wird der Ausscheidungszustand<br />
ungewollt verändert.<br />
Ein Beispiel für solche Werkstoffe sind mikrolegierte Feinkornbaustähle. Dort liegt das<br />
genannte Temepraturintervall zwischen 530 ◦ C <strong>und</strong> 580 ◦ C.<br />
Man kann die notwendigen Glühzeiten unter Verwendung des Holloman–Parameters P<br />
abschätzen. P ist gekoppelt an einen bestimmten Gefügezustand, zum Beispiel den<br />
Anteil an Restspannungen.<br />
P = T ·<br />
(20 + log(t))<br />
1000<br />
Hierbei ist T die Glühtemperatur in Kelvin <strong>und</strong> t die Glühdauer in St<strong>und</strong>en; es wird der<br />
dekadische Logarithmus verwendet.<br />
(138)<br />
Wärmebehandlung <strong>und</strong> <strong>thermomechanische</strong> Verfahren — WS 2004/05 – p.102/248
Spannungsarmglühen<br />
Restspannungen nach dem Spannungsarmglühen von Feinkornbaustählen in<br />
Abhängigkeit vom Hollomon–Parameter<br />
Wärmebehandlung <strong>und</strong> <strong>thermomechanische</strong> Verfahren — WS 2004/05 – p.103/248
Spannungsarmglühen<br />
Kritisch für den Erfolg des Spannungsarmglühens ist das Aufheizen <strong>und</strong> Abkühlen der<br />
Werkstücke.<br />
Das Aufheizen soll so langsam erfolgen, daß die gewünschte Warmstreckgrenze<br />
möglichst gleichmäßig über den gesamter Querschnitt erreicht wird.<br />
Besonders kritisch ist das Aufheizen bei Werkstücken mit spröden Zonen <strong>und</strong><br />
Schweißnähten sowie oberflächengehärteten Bauteilen.<br />
Auch beim Abkühlen müssen die Zeiten kontrolliert werden, denn in ungünstigen Fällen<br />
kann trotz richtiger Aufheiz- <strong>und</strong> Haltezeiten <strong>und</strong> entsprechenden Glühtemperaturen<br />
sogar ein ungewollter Zuwachs an inneren Spannungen induziert werden.<br />
Häufig werden Abkühlgeschwindigkeiten von etwa 50 bis 100 K/h verwendet. Bei<br />
kritischen Bauteilen (zum Beispiel mit Schweißnähten) ist eine kontrollierte<br />
Ofenabkühlung nötig, um Schäden an den Werkstücken vorzubeugen.<br />
Wärmebehandlung <strong>und</strong> <strong>thermomechanische</strong> Verfahren — WS 2004/05 – p.104/248
Härten<br />
Beim konventionellen Härten wird durch eine schnelle Abkühlung aus der Austenitstufe<br />
durch ein diffusionsloses Gitterumklappen Martensit gebildet. Die<br />
Abkühlgeschwindigkeit muß dabei so groß sein, daß die Umwandlung von Austenit in<br />
Ferrit <strong>und</strong> Carbid unterbleibt.<br />
Kontinuierliches Z<strong>TU</strong>–Schaubild; vOK ist die obere kritische Abkühlgeschwindigkeit des<br />
Kerns des Werkstücks, ab der dieser durchhärtet. Die Zeit tP ist die krzeste Anlaufzeit<br />
der Perlitbildung.<br />
Wärmebehandlung <strong>und</strong> <strong>thermomechanische</strong> Verfahren — WS 2004/05 – p.105/248
Härten<br />
Schematisches Z<strong>TU</strong>–Schaubild mit den Abkühlungskurven für Rand <strong>und</strong> Kern zweier<br />
Werkstücke mit verschiedenen Durchmessern.<br />
Wärmebehandlung <strong>und</strong> <strong>thermomechanische</strong> Verfahren — WS 2004/05 – p.106/248
Härten<br />
Im allgemeinen verschieben Legierungsatome die Umwandlungslinien im<br />
Z<strong>TU</strong>–Schaubild zu längeren Zeiten <strong>und</strong> setzen damit die kritische Geschwindigkeit<br />
herab. Daher existieren verschiedene Härtungsmedien je nach chemischer<br />
Zusammensetzung der zu härtenden Werkstoffe:<br />
• unlegierte Stähle: Wasser<br />
• niedriglegierte Stähle: Öl<br />
• hochlegierte Stähle: Luft<br />
Unter Aufhärtbarkeit versteht man die maximal erreichbare Härte der Stähle, sie hängt<br />
im wesentlichen nur vom Kohlenstoffgehalt des Stahls ab.<br />
Wärmebehandlung <strong>und</strong> <strong>thermomechanische</strong> Verfahren — WS 2004/05 – p.107/248
Härten<br />
Martensithärte reiner Fe–C–Legierungen in Abhängigkeit des Kohlenstoffanteils (links);<br />
Ausschnitt aus dem EKD (rechts oben); Restaustenitanteil (rechts unten)<br />
Wärmebehandlung <strong>und</strong> <strong>thermomechanische</strong> Verfahren — WS 2004/05 – p.108/248
Härten<br />
Im Bild auf der vorigen Seite entspricht Kurve b der üblichen Abkühlung, Kurve a dem<br />
Fall, daß übereutektoide Stähle bis in das γ–Gebiet vor dem Abschrecken erwärmt<br />
wurden, <strong>und</strong> Kurve c gibt den Fall wieder, daß die Probe keinen Restaustenit mehr<br />
enthält, welche den Werkstoff entfestigt. Dieses kann zum Beispiel bei sehr kleinen<br />
Proben erreicht werden, die auf die Temperatur von flüssigem Stickstoff (77 K) abgekühlt<br />
werden.<br />
Wie aus der Graphik zu entnehmen, ergibt sich bei einem Restaustenitanteil von etwa<br />
10 % eine deutliche Abnahme der Härte des Abschreckgefüges. Der Restaustenit stellt<br />
einen relativ weichen Gefügebestandteil dar.<br />
Restaustenit kann auch im Gefüge erwünscht sein <strong>und</strong> dann zum Abbau von<br />
Spannungssitzen durch plastische Verformung <strong>und</strong> Verfestigung (zum Beispiel bei<br />
Schlagbeanspruchung oder Rollkontakt mit hoher Flächenpressung) dienen.<br />
Wärmebehandlung <strong>und</strong> <strong>thermomechanische</strong> Verfahren — WS 2004/05 – p.109/248
Härten<br />
Zur Beseitigung des Restaustenits kommen folgende Prozesse in Frage:<br />
• Verformung<br />
• Unterkühlung; führt wie die Verformung zu einer diffusionslosen Umwandlung in<br />
Martensit<br />
• Erwärmen, um eine diffusionsgesteuerte Umwandlung in Ferrit <strong>und</strong> Karbid zu<br />
erzwingen<br />
Haüfig wird die letztgenannte Methode verwendet, da die gezielte Verformung technisch<br />
recht aufwendig sein kann, die Unterkühlung dagegen die Gefahr einer Rißbildung nach<br />
sich zieht.<br />
Die Einhärtbarkeit hängt von der Zeit tP ab. Sie ist zum Beispiel bei weichen unlegierten<br />
Stählen recht kurz <strong>und</strong> somit die kritische Abkühlgeschwindigkeit ziemlich hoch.<br />
Das bedeutet, daß die Abkühlung in Sek<strong>und</strong>enbruchteilen erfolgen muß, was bei<br />
technischen Anwendungen nur für dünne Bänder realisierbar ist.<br />
Eine Zugabe von Legierungselementen verschiebt die Umwandlung in die Perlitstufe zu<br />
längeren Zeiten, ändert aber auch die Lage der Umwandlungsgebiete im<br />
Z<strong>TU</strong>–Schaubild bezüglich der Temperatur. Beide Effekte wirken sich auf die kritische<br />
Abkühlgeschwindigkeit aus.<br />
Wärmebehandlung <strong>und</strong> <strong>thermomechanische</strong> Verfahren — WS 2004/05 – p.110/248
Härten<br />
zur Verschiebung der Perlitumwandlung durch die Zugabe von Legierungselementen<br />
(schematisch)<br />
Wärmebehandlung <strong>und</strong> <strong>thermomechanische</strong> Verfahren — WS 2004/05 – p.111/248
Härten<br />
Eine weitverbreitete Methode zur Ermittelung der Härtbarkeit ist der<br />
Stirnabschreckversuch nach Jominy.<br />
Die Probe wird austenitisiert <strong>und</strong> an der Stirnseite abgeschreckt, so daß mit<br />
wachsendem Abstand von der Stirnfläche die Abkühlgeschwindigkeit immer kleiner wird.<br />
Nach dem Abschrecken wird die Probe angeschliffen <strong>und</strong> auf den 0.4 mm bis 0.5 mm<br />
tiefen Meßflächen, welche parallel zur Probenachse laufen, mit einem<br />
Härteprüfverfahren untersucht.<br />
Der Härteverlauf gibt die Härtbarkeit der Probe wieder.<br />
Bezeichung:<br />
Härte [HRC oder HV]<br />
I<br />
Abstand von der Stirnfläche [mm]<br />
(139)<br />
Wärmebehandlung <strong>und</strong> <strong>thermomechanische</strong> Verfahren — WS 2004/05 – p.112/248
Härten<br />
Abmessungen für den Jominy–Stirnabschreckversuch<br />
Wärmebehandlung <strong>und</strong> <strong>thermomechanische</strong> Verfahren — WS 2004/05 – p.113/248
Härten<br />
Auf- <strong>und</strong> Einhärtbarkeit (schematisch) für einen unlegierten (1), einen niedriglegierten<br />
(2) <strong>und</strong> einen hochlegierten (3) Stahl<br />
Wärmebehandlung <strong>und</strong> <strong>thermomechanische</strong> Verfahren — WS 2004/05 – p.114/248
Härten<br />
Härtbarkeitsstreuband eines Stahls <strong>und</strong> Festlegung der Streubereiche (Härte <strong>und</strong><br />
Abstandsgrenzwerte)<br />
Wärmebehandlung <strong>und</strong> <strong>thermomechanische</strong> Verfahren — WS 2004/05 – p.115/248
Randschichthärten<br />
Randschichthärteverfahren können in zwei Gruppen eingeteilt werden:<br />
Verfahren ohne Änderung Thermochemische<br />
der chemischen Zusammensetzung Diffusionsbehandlung<br />
Induktionshärten Nitrieren<br />
Laserstrahlhärten Nitrocarburieren<br />
Elektronenstrahlhärten Aufkohlen<br />
Flammhärten Borieren<br />
Tauchhärten etc.<br />
Bei den klassischen Randschichhärteverfahren werden die Oberflächenschichten durch<br />
eine intensive Energiezufuhr erwärmt <strong>und</strong> sofort wieder abgeschreckt, so daß es nicht<br />
zu einem Temepraturausgleich zwischen Oberfläche <strong>und</strong> dem Inneren kommt.<br />
Es sind also hohe Leistungsdichten erforderlich, um eine derartige Wärmebehandlung<br />
durchführen zu können.<br />
Die Abkühlung kann als Eigenabkühlung (Wärmestrom ins Innere) oder<br />
Fremdabkühlung (Abkühlmedien etc.) erfolgen <strong>und</strong> ist verfahrensabhängig.<br />
Häufig ist nach dem Randschichthärten noch eine Anlaßbehandlung notwendig.<br />
Wärmebehandlung <strong>und</strong> <strong>thermomechanische</strong> Verfahren — WS 2004/05 – p.116/248
Randschichthärten<br />
Tauchhärten:<br />
Das Werkstück wird kurz in Metall- oder Salzbäder (Temperatur ca. 1000 ◦ C bis 1250 ◦ C)<br />
eingetaucht <strong>und</strong> nach einer Einwirkzeit von wenigen Sek<strong>und</strong>en bis zu etwa 100<br />
Sek<strong>und</strong>en abgeschreckt.<br />
Je nach Werkstoffzusammensetzung, Badtemperatur <strong>und</strong> Eintauchzeit läßt sich die<br />
Umwandlungstiefe variierenm welche bis zu einigen Millimetern betragen kann.<br />
Die Reproduzierbarkeit dieses Verfahrens ist nicht besonders gut.<br />
Flammhärten:<br />
Die Randschicht wird mit einem Gasbrenner auf die Austenitisierungstemperatur<br />
gebracht <strong>und</strong> dann mit einem Brausensystem oder mit Abschreckbädern wieder<br />
abgekühlt.<br />
Man unterscheidet zwischen dem Vorschubhärten, bei dem der Brenner gefolgt von der<br />
Brause über die Probe bewegt wird, <strong>und</strong> dem Umlaufhärten, bei dem das rotierende<br />
Bauteil erst die Heiz- <strong>und</strong> dann die Abschreckstufe durchläuft.<br />
Das Verhältnis zwischen gehärteter Randschicht <strong>und</strong> der Probendicke bzw. Wandstärke<br />
sollte nicht größer als 0.1 bis 0.15 betragen.<br />
Wärmebehandlung <strong>und</strong> <strong>thermomechanische</strong> Verfahren — WS 2004/05 – p.117/248
Randschichthärten<br />
a) Vorschubhärten; b) Umlaufhärten<br />
1 Gas, 2 Wasser, 3 Brenner, 4 Abschreckbrause, 5 Bauteil, 6 erwärmte Randschicht, 7<br />
gehärtete Randschicht<br />
Flammhärten wird häufig in der Massenfertigung verwendet, da sich dieser Prozeß gut<br />
automatisieren läßt. Es ist auch für große, sperrige Werkstücke einsetzbar.<br />
Anwendung bei der Härtung von Zahnrädern, Laufrädern, Seilrollen, Nocken, Exzentern,<br />
Kurbelwellen etc. vor allem aus Vergütungsstählen <strong>und</strong> Gußwerkstoffen.<br />
Wärmebehandlung <strong>und</strong> <strong>thermomechanische</strong> Verfahren — WS 2004/05 – p.118/248
Randschichthärten<br />
Induktionshärten:<br />
Der Werkstoff wird lokal stark erhitzt <strong>und</strong> somit austenitisiert. Ein nachfolgendes<br />
Abschrecken führt zur martensitischen Umwandlung.<br />
Wärmebehandlung <strong>und</strong> <strong>thermomechanische</strong> Verfahren — WS 2004/05 – p.119/248
Randschichthärten<br />
Durch ein mittels stromdurchflossenen Spulen erzeugtes magnetisches Feld werden<br />
Wirbelströme im Werkstoff induziert.<br />
Somit ändern sich auch die Richtungen der Magnetfelder in den Weissschen Bezirken.<br />
Wärmebehandlung <strong>und</strong> <strong>thermomechanische</strong> Verfahren — WS 2004/05 – p.120/248
Randschichthärten<br />
Die Wärmeentwicklung ergibt sich durch folgende Beiträge: Joulesche Verluste am<br />
elektrischen Widerstand <strong>und</strong> Hystereseverluste bei magnetischen Werkstoffen.<br />
Ferner nimmt (siehe Bild) die Stromdichte im Falle von Wechselstrom von außen nach<br />
innen ab (Skin–Effekt).<br />
Wärmebehandlung <strong>und</strong> <strong>thermomechanische</strong> Verfahren — WS 2004/05 – p.121/248
Randschichthärten<br />
Für die Stromdichte I gilt:<br />
I(x) = I0 · exp(−x/δ) (140)<br />
Hierbei ist I0 die Stromdichte an der Oberfläche, x der Abstand von der Oberfläche <strong>und</strong><br />
δ die Eindringtiefe.<br />
δ ist die Tiefe, in der die Stromdichte auf den Wert 1/e gefallen ist. Sie hängt auch von<br />
der Frequenz f, dem spezifischen elektischen Widerstand ρ <strong>und</strong> der Permeabilität µ ab.<br />
δ ∝ p ρ/(f · µ) (141)<br />
Die Eindringtiefe ist also frequenzabhängig, für Stahl gilt ungefähr:<br />
• für f = 3 bis 10 kHz: δ = 8 bis 5 mm<br />
• für f = 400 bis 2500 kHz: δ = 1 bis 0.4 mm<br />
• für f = 27 MHz: δ ≈ 0.1 mm<br />
Wärmebehandlung <strong>und</strong> <strong>thermomechanische</strong> Verfahren — WS 2004/05 – p.122/248
Randschichthärten<br />
Da die Austenitisierungszeiten sehr kurz sind, sind die Austenitisierungstemperaturen<br />
etwa 30?K bis 100 K höher als Ac3, weswegen ein feinkörniges Ausgangsgefüge<br />
vorteilhaft ist.<br />
Die Temperaturverteilung nach induktiver Erwärmung nimmt die in der Abbildung<br />
dargestellte Form an. 1,2 <strong>und</strong> 3 sind Linien für eine bestimmte Frequenz bei<br />
unterschiedlichen Aufheizzeiten, während 1’ der Linie 1 für eine höhere Frequenz<br />
entspricht.<br />
Wärmebehandlung <strong>und</strong> <strong>thermomechanische</strong> Verfahren — WS 2004/05 – p.123/248
Randschichthärten<br />
Man unterscheidet zwei Verfahren:<br />
Das Standverfahren beinhaltet, daß sich Bauteil <strong>und</strong> Induktor nicht bewegen. Das<br />
Werkstück wird gleich nach dem Aufheizen abgeschreckt.<br />
Beim Vorschubverfahren wird das Bauteil am Induktor vorbeibewegt (oder umgekehrt)<br />
<strong>und</strong> mit einer Brause abgeschreckt.<br />
Da sich Induktionshärteverfahren sehr gut automatisieren lassen, sind sie sehr<br />
ökonomisch <strong>und</strong> entsprechend weit verbreitet. Typische Bauteile, welche mit diesem<br />
Verfahren gehärtet werden, sind: Walzen, Zahnräder, Achswellen, Nockenwellen,<br />
Wälzlager, usw.<br />
Das Verfahren ist auch für Kleinteile wie zum Beispiel Nadeln sehr effizient nutzbar.<br />
Wärmebehandlung <strong>und</strong> <strong>thermomechanische</strong> Verfahren — WS 2004/05 – p.124/248
Randschichthärten<br />
Laserstrahlhärten:<br />
Laserstrahlen sind in der Regel monochromatisch, haben eine große Kohärenzlänge<br />
<strong>und</strong> sind daher gut fokussierbar. Bedingt durch die extrem hohe Leistungsdichte eines<br />
Laserstrahls tritt beim Laserstrahlhärten eine sehr schnelle Erwärmung der<br />
Werkstückoberfläche auf eine Temperatur nahe des Schmelzpunkts auf, gefolgt von<br />
einer raschen Eigenabkühlung. Durch diesen Prozeß können selbst Stähle mit sehr<br />
niedrigem Kohlenstoffgehalt eine martensitische Umwandlung erfahren <strong>und</strong> somit<br />
gehärtet werden. Das Prinzip der Laserstrahlerwärmung zeigt das untenstehende Bild:<br />
Wärmebehandlung <strong>und</strong> <strong>thermomechanische</strong> Verfahren — WS 2004/05 – p.125/248
Randschichthärten<br />
Es können sehr feine Oberflächengebiete bearbeitet werden. Häufig werden die zu<br />
behandelnden Oberflächen abgerastert. Die Unterschiede in den Eigenschhaften<br />
zwischen den eizelnen Rasterpunkten sollten möglichst gering gehalten werden.<br />
Das Ausgangsgefüge hat einen recht großen Einfluß auf das Gefüge nach dem Härten,<br />
so daß ein stark inhomogenes Ausgangsgefüge eine stark inhomogene Martensitschicht<br />
zur Folge hat, was zu Härteschwankungen führen kann.<br />
Eine nachträgliche Anlaßbehandlung ist im Gegensatz zu den zuvor genannten<br />
Verfahren meist nicht notwendig, insbesondere, wenn das gehärtete Volumen sehr klein<br />
im Vergleich zum Bauteilvolumen ist.<br />
Wärmebehandlung <strong>und</strong> <strong>thermomechanische</strong> Verfahren — WS 2004/05 – p.126/248
Randschichthärten<br />
Elektronenstrahlhärten:<br />
Ähnlich wie beim Laserstrahlhärten kommt es zu einer schnellen Eigenabkühlung der<br />
Werkstücke auch hier kann auf ein späteres Anlassen verzichtet werden.<br />
Ein Elektronenstrahl wird unter Vakuum erzeugt <strong>und</strong> mit entsprechender Optik auf dem<br />
Werkstoff geführt. Die auftreffenden Elektronen setzen ihre kinetische Energie in<br />
Wärmeenergie um, die Eindringtiefe (üblicherweise zwischen 10 µm <strong>und</strong> 50 µm) hängt<br />
von der Beschleunigungsspannung ab.<br />
Wärmebehandlung <strong>und</strong> <strong>thermomechanische</strong> Verfahren — WS 2004/05 – p.127/248
Randschichthärten<br />
Prinzip der Elektronenstrahlerwärmung: 1 Kathode, 2 Steuerelektrode, 3 Anode, 4 Linse,<br />
5 Ablenksystem, 6 Bauteil<br />
Wärmebehandlung <strong>und</strong> <strong>thermomechanische</strong> Verfahren — WS 2004/05 – p.128/248
Randschichthärten<br />
Parameter Gasbrenner Induktion Laser Elektronenstrahl<br />
vE, max. [K/s] 10 2 10 4 10 9 bis 10 11 10 9 bis 10 11<br />
vE, üblich [K/s] 10 2 10 1 bis 10 4 10 3 bis 10 5 10 3 bis 10 5<br />
Abkühlung fremd fremd eigen eigen<br />
Energiequelle kontinuierlich kontinuierlich kont./gepulst kont./gepulst<br />
Wirkungsgrad [%] 50 bis 70 50 bis 70 70 bis 90 70 bis 90<br />
Hierbei ist vE die Erwärmungsgeschwindigkeit.<br />
Wärmebehandlung <strong>und</strong> <strong>thermomechanische</strong> Verfahren — WS 2004/05 – p.129/248
Randschichthärten<br />
Aufkohlen:<br />
Durch Diffusion wird in die Oberfläche von Werkstücken aus kohlenstoffarmen Stählen<br />
atomarer Kohlenstoff eingebracht.<br />
Das Ganze findet bei hohen Temperaturen statt, damit die Bildung des spröden<br />
Zementits vermieden wird <strong>und</strong> der gewünschte Kohlenstoffgehalt (< 0.8 %, da es sonst<br />
auch zu Zementitausscheidungen an den Korngrenzen kommen kann) bei diesen<br />
Temperaturen vollständig in Eisen gelöst sein kann.<br />
Die mittlere Eindringtiefe Xm ist gegeben durch:<br />
Hierbei ist D die Diffusionskonstante <strong>und</strong> t die Zeit.<br />
xm = 2 · √ D · t (142)<br />
Wärmebehandlung <strong>und</strong> <strong>thermomechanische</strong> Verfahren — WS 2004/05 – p.130/248
Randschichthärten<br />
Aufkohlen ist Teil des Eisatzhärtens. Die Schritte des Einsatzhärtens sind:<br />
• Aufkohlen: Erhöhung des C–Gehalts in der Randschicht von unter 0.25 % auf ca.<br />
0.8 %<br />
• Abschrecken zur Bildung von Martensit<br />
• Anlassen<br />
Das Ziel ist einer Verbesserung der Bauteileigenschaften:<br />
• harte, verschleißbeständige Oberfläche<br />
• erhöhte Dauerfestigkeit<br />
• Erhöhung der Streckgrenze bei ausreichender Zähigkeit im Bauteilkern<br />
Wärmebehandlung <strong>und</strong> <strong>thermomechanische</strong> Verfahren — WS 2004/05 – p.131/248
Randschichthärten<br />
Die durch das Einsatzhärten erzielbaren Bauteileigenschaften sind abhängig von:<br />
• Bauteilgeometrie<br />
• Werkstoff<br />
• Rand–Kohlenstoffgehalt <strong>und</strong> Aufkohlungstiefe (Kohlenstoffverlaufskurve)<br />
• Temperatur–Zeit–Verlauf bei der Durchführung des Einsatzhärtens<br />
Einfluß des Einsatzhärtens auf die Dauerfestigkeit:<br />
• Spannungsspitzen befinden sich bei Biege- <strong>und</strong> Torsionsbeanspruchung in der<br />
Oberfläche des Bauteils<br />
• Bauteiloberfläche besteht aus hartem, hochfestem Martensit<br />
• Durch die martensitische Randschicht mit ihrem hohen C–Gehalt entstehen in<br />
dieser Randschicht Druckeigenspannungen<br />
• allmählicher Gefügeübergang vom Rand zum Kern hat einen positiven Einfluß<br />
(besonders dann, wenn der Kern auch gehärtet ist).<br />
Wärmebehandlung <strong>und</strong> <strong>thermomechanische</strong> Verfahren — WS 2004/05 – p.132/248
Randschichthärten<br />
Aufkohlen im flüssigen Medium<br />
• Verwendung von Salzschmelzen<br />
• gute Einstellbarkeit auf konstanten Kohlenstoffpegel<br />
• Aufkohlungstemperatur > Ac3<br />
• Vorteile:<br />
• kurze Aufkohlungszeiten verglichem mit Aufkohlung im festen Medium<br />
• gute Temperaturkontrolle<br />
• Direkthärten möglich<br />
• mehrstufiges Aufkohlen: ideale Kohlenstoffsverlaufkurve ist erreichbar<br />
• Nachteile:<br />
• ungeeignet für sehr große Teile durch begrenzte Badgröße<br />
• erheblicher Einrichtungsaufwand erforderlich verglichen mit Aufkohlung im<br />
festen Medium<br />
• schwierige Mechanisierung<br />
• aufwendige Arbeitssicherheits- <strong>und</strong> Umweltschutzmaßnahmen sind<br />
erforderlich<br />
• Abdecken von Bereichen, die nicht aufgekohlt werden sollen, kaum möglich<br />
Wärmebehandlung <strong>und</strong> <strong>thermomechanische</strong> Verfahren — WS 2004/05 – p.133/248
Randschichthärten<br />
Aufkohlen im festen Medium<br />
• oberhalb Ac3<br />
• Vorteil:<br />
• jeder beliebige Ofen ausreichender Größe, Wärmeleistung <strong>und</strong> Temperatur<br />
kann verwendet werden<br />
• Nachteile:<br />
• lange Aufkohlungszeiten (Gefahr der Kornvergröberung)<br />
• Kohlenstoffpegel ist weder fest noch einstellbar<br />
• mäßige Reproduzierbarkeit der Ergebnisse<br />
• schlechte Energieausnutzung, da Kasten <strong>und</strong> Kohlungsmittel miterwärmt<br />
werden<br />
• Direkthärten nicht anwendbar<br />
• schlecht automatisierbar<br />
Aufkohlen im gasförmigen Medium<br />
• hohe Anlagenkosten<br />
• Kohlenstoffpegel kann leicht ermittelt werden<br />
• Aufkohlungswirkung läßt sich leicht bestimmen <strong>und</strong> regeln<br />
• automatisierbarer Prozeß<br />
• saubere Werkstücke mit hoher Oberflächengüte<br />
Wärmebehandlung <strong>und</strong> <strong>thermomechanische</strong> Verfahren — WS 2004/05 – p.134/248
Randschichthärten<br />
Direkthärten: Abschrecken direkt nach dem Aufkohlen, wirtschaftlich, geringer Verzug<br />
Voraussetzungen: geringe Mo/Cr–Gehalte (ungelöste Karbide); Feinkornstähle (da die<br />
Austenitkorngröße nicht durch mehrere Umwandlungen gefeint werden kann)<br />
Wärmebehandlung <strong>und</strong> <strong>thermomechanische</strong> Verfahren — WS 2004/05 – p.135/248
Randschichthärten<br />
Einfachhärten: Gefügeumwandlung nach dem Aufkohlen gefolgt von einer weiteren<br />
Austenitisierung samt Abschrecken.<br />
Voraussetzungen: gröbere Gefüge können, da mehrere Umwandlungen vorliegen,<br />
gefeint werden, was die Zähigkeit erhöht; es ist möglich, das Werkstück nach dem<br />
Aufkohlen nachzuarbeiten<br />
Wärmebehandlung <strong>und</strong> <strong>thermomechanische</strong> Verfahren — WS 2004/05 – p.136/248
Randschichthärten<br />
Doppelhärten: Der Kern des Werkstücks wird beim ersten Abschrecken in Martensit<br />
umgewandelt <strong>und</strong> beim zweiten Härtungsschritt dann nur angelassen, während die<br />
Randschicht noch einmal gehärtet wird. Nachteilig ist die hohe Gefahr von Verzug <strong>und</strong><br />
die hohen Kosten des Verfahrens, allerdings kann so ein Kern mit einer hohen Festigkeit<br />
erreicht werden.<br />
Wärmebehandlung <strong>und</strong> <strong>thermomechanische</strong> Verfahren — WS 2004/05 – p.137/248
Randschichthärten<br />
Aufsticken: Nitrieren <strong>und</strong> Nitrocarburieren<br />
Das Aufsticken wird im Temperaturbereich von 500 ◦ C bis ca. 590 ◦ C durchgeführt. Die<br />
dabei notwendigen Schritte sind:<br />
• Stickstoff wird an die Werkstoffoberfläche transportiert<br />
• Der Träger des Stickstoffs zerfällt an der Oberfläche<br />
• Stickstoff gelangt in die Werkstoffrandschicht<br />
• Diffusion des Stickstoffs in das Werkstoffinnere<br />
Vorteile des Nitrierens/Nitrocarburierens:<br />
• hohe Oberflächenhärte<br />
• gute Verschleißbeständigkeit<br />
• hohe Warmhärte<br />
• verbesserte Korrosionsbeständigkeit<br />
• Druckspannungen an Oberfläche (gut für Dauerfestigkeit)<br />
• Verzug sehr gering, da kein „typisches“ Härten erfolgt<br />
Wärmebehandlung <strong>und</strong> <strong>thermomechanische</strong> Verfahren — WS 2004/05 – p.138/248
Randschichthärten<br />
Aufbau der Nitrierschicht:<br />
Die Verbindungsschicht besteht aus 6 bis 10 % N (<strong>und</strong> bis 2 % C beim Nitrocarburieren)<br />
in Form von Nitriden <strong>und</strong> Carbonitriden.<br />
Die Diffusionsschicht besteht aus 0.2 bis 5 % N, der Stickstoff ist entweder im Fe gelöst<br />
oder liegt als feindisperse nitridische oder carbonitridische Ausscheidungen vor.<br />
Wärmebehandlung <strong>und</strong> <strong>thermomechanische</strong> Verfahren — WS 2004/05 – p.139/248
Randschichthärten<br />
Bestimmung der Nitrierhärtetiefe aus dem Härteverlauf<br />
Wärmebehandlung <strong>und</strong> <strong>thermomechanische</strong> Verfahren — WS 2004/05 – p.140/248
Randschichthärten<br />
Einfluß der Legierungselemente auf den Härteverlauf<br />
Wärmebehandlung <strong>und</strong> <strong>thermomechanische</strong> Verfahren — WS 2004/05 – p.141/248
Anlassen<br />
Es existieren vier Anlaßstufen, die bei der Wärmebehandlung von Stählen eine Rolle<br />
spielen.<br />
• 1. Anlaßstufe: Temperaturen bis 220 ◦ C<br />
• 2. Anlaßstufe: Temperaturen von 220 ◦ C bis 320 ◦ C<br />
• 3. Anlaßstufe: Temperaturen von 320 ◦ C bis 400 ◦ C<br />
• 2. Anlaßstufe: Temperaturen größer als 400 ◦ C<br />
1. Anlaßstufe:<br />
• Ausscheidung von ɛ–Karbiden (Fe3C) aus dem Martensitgitter<br />
• Verringerung der tetragonalen Gitterverzerrung des Martensits, Bildung von<br />
kubischem Martensit<br />
• praktisch keine Verringerung der Härte<br />
Wärmebehandlung <strong>und</strong> <strong>thermomechanische</strong> Verfahren — WS 2004/05 – p.142/248
Anlassen<br />
2. Anlaßstufe:<br />
• weitere Ausscheidung von ɛ–Karbiden<br />
• Restaustenit wandelt in kubischen Martensit bzw. in ein Gefüge der Zwischenstufe<br />
um<br />
• Verringerung der Härte<br />
3. Anlaßstufe:<br />
• ɛ–Karbide wandeln in Zementit um<br />
• mit steigender Anlaßtemperatur <strong>und</strong> zunehmender Anlaßdauer kann es zur<br />
Koagulation von Zementitausscheidungen kommen<br />
4. Anlaßstufe<br />
• Ausscheidung von Sonderkarbiden (legierte Karbide)<br />
• kann zu einer extremen Härtesteigerung führen (bei manchen<br />
Zusammensetzungen noch oberhalb der Martensithärte)<br />
Wärmebehandlung <strong>und</strong> <strong>thermomechanische</strong> Verfahren — WS 2004/05 – p.143/248
Härten<br />
Vergleich des Härteverlaufs eines unlegierten <strong>und</strong> eines molybdänhaltigen Stahls in<br />
Abhängigkeit von der Anlaßtemperatur<br />
Wärmebehandlung <strong>und</strong> <strong>thermomechanische</strong> Verfahren — WS 2004/05 – p.144/248
Anlassen<br />
Zerfall von Restaustenit beim Anlassen<br />
Stabilisierung des Restaustenits findet beim Anlassen bei Temperaturen bis 230 ◦ C statt.<br />
Ab ca. 230 ◦ C bis 280 ◦ C wird der Restaustenit bei den un- <strong>und</strong> niedriglegierten Stählen<br />
so verändert, daß er beim Abkühlen auf Raumtemperatur bei Bildung von Martensit<br />
<strong>und</strong>/oder Anteilen von Bainit teilweise zerfällt.<br />
Bei höherlegierten Stählen beginnt der Zerfall von Restaustenit bei Anlaßtemperaturen<br />
von oberhalb 500 ◦ C.<br />
Anlaßversprödung<br />
Es gibt zwei Arten von Anlaßversprödung, die irreversible <strong>und</strong> die reversible.<br />
Irreversible Anlaßversprödung (auch 300 ◦ C–Versprödung oder Blausprödigkeit genannt)<br />
tritt bei legierten <strong>und</strong> unlegierten Stählen durch Anlassen bei Temperaturen um 200 ◦ C<br />
bis 400 ◦ C auf. Die Ursache liegt in der Umwandlung der ɛ–Karbide in Zementit.<br />
Wärmebehandlung <strong>und</strong> <strong>thermomechanische</strong> Verfahren — WS 2004/05 – p.145/248
Anlassen<br />
Reversible Anlaßversprödung (500 ◦ C–Versprödung) tritt bei mit Cr, Mn, oder<br />
Ni–legierten Stählen bei einem zu langsamen Abkühlen oder einem Anlassen im<br />
Temperaturbereich von 350 ◦ C bis 550 ◦ C auf. Sie kann durch ein Anlassen oberhalb von<br />
550 ◦ C gefolgt von raschem Abkühlen wieder rückgängig gemacht werden. Die reversible<br />
Anlaßversprödung läßt sich mit der Ausscheidung von feinen Karbiden <strong>und</strong><br />
Legierungselementen an den Korngrenzen erklären.<br />
Eigenschaften angelassener Werkstücke<br />
• Änderung der Härte <strong>und</strong> Festigkeit<br />
• Änderung des Formveränderungsvermögens<br />
• Abnahme der Eigenspannungen<br />
• Verringerung der Rißgefahr<br />
• Abnahme der Restaustenitmenge<br />
• Änderung der Maße<br />
Wärmebehandlung <strong>und</strong> <strong>thermomechanische</strong> Verfahren — WS 2004/05 – p.146/248
Ausscheidungshärtung<br />
Ausscheidungshärtung (Aushärtung) ist ein Verfahren zur Steigerung der Festigkeit <strong>und</strong><br />
ist möglich, wenn die Ausscheidung fester Teilchen beim Unterschreiten einer<br />
Segregatgrenze stattfinden kann. Dieses Verfahren ist bei Aluminiumlegierungen<br />
besonders wichtig.<br />
Folgende Voraussetzungen müssen erfüllt sein:<br />
• die Legierung muß bei höheren Temperaturen (oberhalb der Segregatgrenze) aus<br />
Mischkristallen bestehen<br />
• im Falle einer langsamen Abkühlung müssen sich aus diesen Mischkristallen<br />
Segregate abscheiden können<br />
Wärmebehandlung <strong>und</strong> <strong>thermomechanische</strong> Verfahren — WS 2004/05 – p.147/248
Ausscheidungshärtung<br />
Wärmebehandlung <strong>und</strong> <strong>thermomechanische</strong> Verfahren — WS 2004/05 – p.148/248
Ausscheidungshärtung<br />
Im allgemeinen kann das Aushärten als eine Wärmebehandlung betrachtet werden,<br />
welche aus drei Phasen besteht:<br />
1. Lösungsglühen: Das Legierungselement (im vorigen Bild B) wird durch Erwärmen<br />
auf eine Temperatur unterhalb der eutektischen Temperatur (Gefahr des<br />
Aufschmelzens) im Mischkristall gelöst.<br />
2. Abschrecken: Durch eine schnelle Abkühlung bleibt das Element B in dem<br />
Mischkristall zwangsgelöst, es liegt dann ein übersättigter Mischkristall vor, es<br />
kommt nicht zu der bei der langsamen Abkühlung üblichen Ausscheidung der<br />
Segregate an den Korngrenzen<br />
3. Auslagern: Eine abschließende Wärmebehandlung bei Temperaturen unterhalb<br />
der Segregationstemperatur, welche durch die dabei auftretende Bildung von<br />
Ausscheidungen zu einer deutlichen Steigerung der Festigkeit führt. In welchem<br />
Maße die Festigkeit steigt, hängt von der Art, Verteilung <strong>und</strong> Größe der<br />
Ausscheidungen ab.<br />
Die Ausscheidungen in den aushärtbaren Aluminiumlegierungen bestehen zumeist aus<br />
den intermediären Verbindungen (vgl. Zustandsschaubild Al–Cu).<br />
Wärmebehandlung <strong>und</strong> <strong>thermomechanische</strong> Verfahren — WS 2004/05 – p.149/248
Ausscheidungshärtung<br />
Zustandsschaubild Al–Cu<br />
Wärmebehandlung <strong>und</strong> <strong>thermomechanische</strong> Verfahren — WS 2004/05 – p.150/248
Ausscheidungshärtung<br />
Wärmebehandlung <strong>und</strong> <strong>thermomechanische</strong> Verfahren — WS 2004/05 – p.151/248
Ausscheidungshärtung<br />
In dem im Bild dargestellten linken Teil das Al–Cu–Zustandsschaubilds kann man<br />
erkennen, daß z.B. eine Legierung mit 4 Gew.% Cu, welche auf über 450 ◦ C erwärmt<br />
wird, einen Mischkristall mit einer stabilen kubisch–flächenzentrierten α–Phase ergibt.<br />
Nach dem Abschrecken ist der Mischkristall an Cu übersättigt, es gibt Triebkräfte zur<br />
Ausscheidung der Gleichgewichtsphase Θ, CuAl2.<br />
Wärmebehandlung <strong>und</strong> <strong>thermomechanische</strong> Verfahren — WS 2004/05 – p.152/248
Ausscheidungshärtung<br />
Wird die Legierung nun gealtert, indem die Probe bei einer Temperatur unter 180 ◦ C<br />
(kann auch Raumtemperatur sein)über längere Zeit gehalten wird, so entsteht als<br />
Ausscheidung zunächst nicht die Θ–Phase, sondern die kohärenten Cu–reichen<br />
Guinier–Preston–Zonen.<br />
Der Gr<strong>und</strong> dafür liegt in der für die Keimbildung bei kohärenten Teilchen sehr niedrigen<br />
Grenzflächenenergie, die bei der tetragonalen Θ–Phase deutlich größer ist. Auch<br />
können die G.–P.–Zonen durch ihre Form (Scheiben) die notwendige elastische<br />
Verzerrungsenergie gering halten.<br />
Nach der Bildung der G.–P.–Zonen kommt es zur Bildung der sogenannten<br />
Übergangsphasen Θ ′′ <strong>und</strong> Θ ′ . Der Ausscheidungsprozeß kann wie folgt beschrieben<br />
werden:<br />
α0 −→ α1 + G.–P.–Zonen −→ α2 + Θ ′′ −→ α3 + Θ ′ −→ α4 + Θ (143)<br />
Hierbei ist α0 der originale übersättigte Mischkristall, α1 die Zusammensetzung der<br />
Matrix im Gleichgewicht mit den G.–P.–Zonen, α2 die Zusammensetzung der Matrix im<br />
Gleichgewicht mit Θ ′′ , usw..<br />
Wärmebehandlung <strong>und</strong> <strong>thermomechanische</strong> Verfahren — WS 2004/05 – p.153/248
Ausscheidungshärtung<br />
Die Abbildung zeigt die Freie Energie für die jeweiligen Phasen. Da die G.–P.–Zonen <strong>und</strong><br />
die Matrix dieselbe Kristallstruktur haben, liegen sie auf der gleichen Kurve der Freien<br />
Energie. Da die Übergangsphasen Θ ′′ <strong>und</strong> Θ ′ weniger stabil sind als die<br />
Gleichgewichtsphase Θ, haben sie höhere Freie Energien. Bei der Ausscheidung<br />
durchläuft die Freie Energie die Werte G0 −→ G1 −→ G2 −→ G3 −→ G4. Die<br />
Umwandlung endet, wenn der Zustand minimaler Freier Energie erreicht ist, also bei<br />
α4 + Θ.<br />
Wärmebehandlung <strong>und</strong> <strong>thermomechanische</strong> Verfahren — WS 2004/05 – p.154/248
Ausscheidungshärtung<br />
Übergangsphasen bilden sich, da sie für die Nukleation eine niedrigere<br />
Aktivierungsenergie aufweisen als die Gleichgewichtsphase. Die Ursache für diese<br />
niedrigeren Aktivierungsenergien liegt darin, daß die Übergangsphasen<br />
Kristallstrukturen aufweisen, welche sich zwischen den Extremen der Struktur der Matrix<br />
<strong>und</strong> der der stabilen Θ–Phase befinden. Die Abbildung verdeutlicht das für die<br />
Umwandlungen im System Al–Cu.<br />
Wärmebehandlung <strong>und</strong> <strong>thermomechanische</strong> Verfahren — WS 2004/05 – p.155/248
Ausscheidungshärtung<br />
Die Freie Energie der Legierung kann also durch die Umwandlungen in die<br />
Übergangsphasen schneller abnehmen als bei einer direkten Umwandlung in die<br />
Gleichgewichtsphase.<br />
Wärmebehandlung <strong>und</strong> <strong>thermomechanische</strong> Verfahren — WS 2004/05 – p.156/248
Ausscheidungshärtung<br />
Die Übergangsphasen sind also kohärenter als die stabile Phase.<br />
• Θ ′′ −→ von allen Seiten kohärent zur Matrix<br />
• Θ ′ −→ (001) kohärent oder teilkohärent, (100) <strong>und</strong> (010) sind nicht kohärent<br />
• Θ −→ ist inkohärent zur Matrix<br />
Wärmebehandlung <strong>und</strong> <strong>thermomechanische</strong> Verfahren — WS 2004/05 – p.157/248
Ausscheidungshärtung<br />
Struktur <strong>und</strong> Morphologie der Phasen Θ ′′ , Θ ′ <strong>und</strong> Θ in Al–Cu<br />
Wärmebehandlung <strong>und</strong> <strong>thermomechanische</strong> Verfahren — WS 2004/05 – p.158/248
Ausscheidungshärtung<br />
Matrix Legierung Ausscheidungssequenz<br />
Al Al–Ag G.–P. (kugelig) −→ γ ′ (Platten)−→ γ(Ag2Al)<br />
Al Al–Cu G.–P. (Scheiben) −→ Θ ′′ (Scheiben) −→ Θ ′ (Platten) −→ Θ(CuAl2)<br />
Cu Cu–Be G.–P. (Scheiben) −→ γ ′ −→ γ (CuBe)<br />
Fe Fe–C ɛ–Karbide (Scheiben)−→ Fe3C (Platten)<br />
Fe Fe–N α ′′ (Scheiben) −→ Fe4N<br />
Die Tabelle zeigt einige Ausscheidungssequenzen ausscheidungshärtender<br />
Legierungen.<br />
Die Entstehung kugeliger G.–P.–Zonen im System Al–Ag läßt sich dadurch erklären, daß<br />
dort relativ wenig Spannung durch Gitterfehlanpassung eingebracht wird. Somit wird, da<br />
Kugeln die geringste Oberflächenenergie haben, die Bildung kugeliger Ausscheidungen<br />
bevorzugt.<br />
Wärmebehandlung <strong>und</strong> <strong>thermomechanische</strong> Verfahren — WS 2004/05 – p.159/248
Ausscheidungshärtung<br />
Aushärtungsmodell nach Kelly <strong>und</strong> Fine<br />
Wärmebehandlung <strong>und</strong> <strong>thermomechanische</strong> Verfahren — WS 2004/05 – p.160/248
Ausscheidungshärtung<br />
Aushärtungsmodell nach Orowan<br />
Für Teilchengrößen in der Größenordnung des Teilchenabstands beträgt die Steigerung<br />
der Streckgrenze:<br />
σ = α ·<br />
G · b<br />
Λ − d<br />
(144)<br />
Wärmebehandlung <strong>und</strong> <strong>thermomechanische</strong> Verfahren — WS 2004/05 – p.161/248
Ausscheidungshärtung<br />
schematische Darstellung der wichtigsten Aushärtungsmodelle<br />
Wärmebehandlung <strong>und</strong> <strong>thermomechanische</strong> Verfahren — WS 2004/05 – p.162/248
Ausscheidungshärtung<br />
Aushärtungsverhalten einer Aluminiumlegierung mit ca. 4 Gew.% Cu. Die einzelnen<br />
Schritte sind auf der nächsten Seite erklärt.<br />
Wärmebehandlung <strong>und</strong> <strong>thermomechanische</strong> Verfahren — WS 2004/05 – p.163/248
Ausscheidungshärtung<br />
Wärmebehandlung <strong>und</strong> <strong>thermomechanische</strong> Verfahren — WS 2004/05 – p.164/248
Öfen für die Wärmebehandlung<br />
Es existieren zwei Gruppen:<br />
• Öfen für satzweisen Betrieb (sogenannte Standöfen)<br />
• Öfen mit bewegtem Einsatz (Durchlauföfen)<br />
Standöfen:<br />
Die Ofeneinlage wird gar nicht bewegt oder allenfalls, um eine gleichmäßige Temperatur<br />
des Glühguts zu erzielen. Temperatur sowie Ofenatmosphäre ändern sich im Laufe einer<br />
Wärmebehandlung mit der Zeit.<br />
Üblicherweise werden Standöfen elektrisch oder mittels gasförmiger Brennstoffe beheizt.<br />
Wärmebehandlung <strong>und</strong> <strong>thermomechanische</strong> Verfahren — WS 2004/05 – p.165/248
verschiedenen Standöfen<br />
(a) Kammerofen, (b) Herdwagenofen, (c) Schachtofen, (d) Haubenofen,<br />
(e) Hubherdofen, (f) Tiegelofen<br />
Wärmebehandlung <strong>und</strong> <strong>thermomechanische</strong> Verfahren — WS 2004/05 – p.166/248
Kammeröfen<br />
Kammeröfen stellen das häufigste Ofensystem bei der Wärmebehandlung dar. Sie<br />
haben meist eine quaderförmige Kammer. Bestückung <strong>und</strong> Entnahme der Proben erfolgt<br />
horizontal durch eine Öffnung, große Chargen bis ca. 20 t sind möglich.<br />
Wichtig ist ein guter Verschluß, um Temperaturschwankungen entlang des Glühguts<br />
oder Veränderungen in der Ofenatmosphäre zu minimieren.<br />
Mehrzweckkammeröfen dienen auch thermisch–chemischen Verfahren. Etliche<br />
verschiedene Glühprogramme unter verschiedenen Atmosphären können in ihnen<br />
realisiert werden.<br />
Ein besonderer Vorteil ist die gute Reproduzierbarkeit der<br />
Wärmebehandlungsparameter.<br />
Wärmebehandlung <strong>und</strong> <strong>thermomechanische</strong> Verfahren — WS 2004/05 – p.167/248
Doppelkammerofen für höheren Durchsatz<br />
(1) Ofenkammern, (2) Abschreckbehälter, (3) Beschickungswagen, (4) Entnahmewagen<br />
Wärmebehandlung <strong>und</strong> <strong>thermomechanische</strong> Verfahren — WS 2004/05 – p.168/248
Herdwagenöfen<br />
Für die Verwendung von Chargen mit Gewichten von 20 t bis 200 t. Ähnlicher Aufbau wie<br />
ein Kammerofen, zum Be- <strong>und</strong> Entladen wird ein verfahrbarer Ofenherd verwendet.<br />
Die Abdichtung zwischen Ofenraum <strong>und</strong> Herdwagen wird durch eine umlaufende<br />
Wassertasse realisiert. Beim Einfahren des Herdes wird sie nach oben bewegt, so daß<br />
ein an den Ofenwänden <strong>und</strong> an der Ofentür angebrachtes Blechschwert in diese<br />
eintauchen kann.<br />
Häufig werden diese Öfen mit Gasbrennern betrieben, eine sehr genaue <strong>und</strong> im<br />
Ofenbereich homogene Temperaturführung ist möglich.<br />
Wärmebehandlung <strong>und</strong> <strong>thermomechanische</strong> Verfahren — WS 2004/05 – p.169/248
Bewegliche Wassertasse am Herdwagenofen<br />
(1) Herdwagen, (2) Ofenseitenwand<br />
Position der Wassertasse: (3) Herdwagen eingefahren, (4) Herdwagen ausgefahren<br />
Wärmebehandlung <strong>und</strong> <strong>thermomechanische</strong> Verfahren — WS 2004/05 – p.170/248
Schachtöfen<br />
Schachtöfen sind meist zylindrisch mit verfahrbarem Deckel aufgebaut. Be- <strong>und</strong><br />
Entladung des Ofens erfolgt von oben, bei großen Werkstücken ist dabei ein Kran<br />
notwendig. Sie werden meist für rotationssymmetrische Werkstücke wie zum Beispiel<br />
Rohre verwendet.<br />
Die Beheizung erfolgt in vertikal angeordneten Zonenringen, um eine gleichmäßige<br />
Temperaturverteilung im Ofen zu bekommen.<br />
Für thermisch–chemische Behandlungen gibt es eine Abwandlung, den<br />
Vertikalretortenofen. In der sogenannten Retorte kann das Material unter Schutzgas<br />
vom restlichen Ofen isoliert wärmebehandelt werden.<br />
Der Vorteil ist ein geringerer Schutzgasverbrach <strong>und</strong> eine relativ gute Einstellbarkeit der<br />
gewünschten Atmosphäre. Nachteil ist der schlechte Wärmeübertrag vom Ofen zum<br />
Erwärmgut.<br />
Wärmebehandlung <strong>und</strong> <strong>thermomechanische</strong> Verfahren — WS 2004/05 – p.171/248
Vertikalretortenofen<br />
(1) Schachtofen mit Heizung, (2) Retorte, (3) Retortendeckel mit Vorrichtung zum<br />
Abnehmen, (4) Umwälzventilator, (5) Leitzylinder<br />
Wärmebehandlung <strong>und</strong> <strong>thermomechanische</strong> Verfahren — WS 2004/05 – p.172/248
Öfen für die Wärmebehandlung<br />
Haubenofen<br />
Entspricht dem Schachtofen, allerdings befindet sich nun der Deckel incl.<br />
Heizeinrichtung in der Haube, die Öffnung ist unten. Entsprechend dem<br />
Vertikalretortenofen existiert hier eine Zwischenhaube, die das Glühgut zum Beispiel vor<br />
Oxydation schützt <strong>und</strong> eine leichtere Einstellung der Glühatmosphäre ermöglicht.<br />
Wärmebehandlungen werden in derartigen Öfen bei Temperaturen bis ca. 800 ◦ C<br />
durchgeführt.<br />
Hubherdofen<br />
Hier können Glühtemperaturen bis 1600 ◦ C erreicht werden, derartige Öfen sind für<br />
Einsatzmassen bis etwa 20 t geeignet.<br />
Das Glühgut wird auf einem vertikalverfahrbaren Herd durch die horizontale Öffnung des<br />
Ofens eingefahren.<br />
Wärmebehandlung <strong>und</strong> <strong>thermomechanische</strong> Verfahren — WS 2004/05 – p.173/248
Tiegel- <strong>und</strong> Salzbadöfen<br />
Das Glühgut ist in Tiegel- <strong>und</strong> Salzbadöfen von einer schmelzflüssigen Phase umgeben,<br />
welche für die Wärmeübertragung sowie als Schutz- <strong>und</strong> Reaktionsmedium dient.<br />
Bei indirekt beheizbaren Salzbadöfen wird das Salz in einem Tiegel geschmolzen,<br />
welcher von außen beheizt wird (zum Beispiel durch Gasflamme oder Heizwendeln).<br />
Direkt beheizbare Salzbadöfen werden durch den eigenen elektrischen Widerstand<br />
aufgeheizt (Elektrodensalzbadöfen).<br />
Da man die Tiegel auswechseln kann, sind verschiedene Wärmebehandlungen in der<br />
gleichen Ofenanlage möglich.<br />
Ein wesentlicher Nachteil dieser Öfen ist es, daß sie sehr wartungsintensiv sind.<br />
Wärmebehandlung <strong>und</strong> <strong>thermomechanische</strong> Verfahren — WS 2004/05 – p.174/248
gasbeheizter Tiegelsalzbadofen mit Vorwärmkammer<br />
(1) Tiegel, (2) Vorwärmkammer, (3) Abgas, (4) Brenner<br />
Wärmebehandlung <strong>und</strong> <strong>thermomechanische</strong> Verfahren — WS 2004/05 – p.175/248
Elektrodensalzbadofen<br />
Wärmebehandlung <strong>und</strong> <strong>thermomechanische</strong> Verfahren — WS 2004/05 – p.176/248
Vakuumofen<br />
(1) Heizkammer, (2) Abschreckbad, (3) Abkühlraum (Schutzgas)<br />
Vakuumöfen sind notwendig, wenn die Oxydation verhindert werden soll. Der<br />
Restsauerstoffgehalt (ca. 0.02 ppm) ist deutlich niedriger als unter normalen<br />
Schutzgasen wie Stickstoff oder Argon (10 ppm bis 100 ppm). Für Abschreckvorgänge<br />
müssen Vakuumöfen noch über weitere Kammern verfügen.<br />
Wärmebehandlung <strong>und</strong> <strong>thermomechanische</strong> Verfahren — WS 2004/05 – p.177/248
Durchlauföfen<br />
Durchlauföfen verfügen über folgende Eigenschaften:<br />
• kontinuierlicher Transport des Glühguts durch die Ofenanlage<br />
• zeitlich <strong>und</strong> örtlich konstante Prozeßparameter (Temperatur, Atmosphäre, etc.)<br />
• lassen sich direkt in technologische Fertigungslinien einfügen<br />
Rollenherdofen:<br />
Der Rollenherdofen wird im Temperaturbereich von 200 ◦ C bis 1000 ◦ C für das Glühen<br />
von Halbzeug <strong>und</strong> Fertigteilen eingesetzt. Der Durchsatz beträgt bis zu 5 t pro St<strong>und</strong>e.<br />
Als Transportsystem dienen hitzebeständige Herdrollen, deren Antrieb sich<br />
außenliegend befindet.<br />
Wärmebehandlung <strong>und</strong> <strong>thermomechanische</strong> Verfahren — WS 2004/05 – p.178/248
Rollenherdofen<br />
(1) Herdrolle, (2) Antrieb, (3) Strahlheizrohr, (4) Ofengehäuse, (5) feuerfestes Material,<br />
(6) Werkstück<br />
Wärmebehandlung <strong>und</strong> <strong>thermomechanische</strong> Verfahren — WS 2004/05 – p.179/248
Rollenherdofenanlage<br />
(1) Schutzgaserzeuger, (2) Stickstoffversorgung, (3) Meß - <strong>und</strong> Regelungsschränke, (4)<br />
Verbrennungsventilator, (5) Kühlluftventilatoren, (6) Bühne, (7) Quertransport, (8)<br />
Schleuse, (9) Aufheizzone, (10) Entkohlungszone, (11) Langsamkühlzone, (12)<br />
Bläuzone, (13) Schnellkühlzone, (14) Schleuse, (15) Abbrennofen, (16) Beladestation,<br />
(17) Entladestation, (18) Abkühlstrecke<br />
Wärmebehandlung <strong>und</strong> <strong>thermomechanische</strong> Verfahren — WS 2004/05 – p.180/248
Förderbandofen<br />
(1) Aufgabevorrichtung, (2) Ofen zum Austenitisieren, (3) Abschreckbad, (4)<br />
Waschmaschine, (5) Ofen zum Anlassen<br />
Ein Förderbandofen wird für die thermische Behandlung von Massenteilen (zum Beispiel<br />
Schrauben) eingesetzt. Der Temperaturbereich liegt zwischen 300 ◦ C <strong>und</strong> 1000 ◦ C, der<br />
Durchsatz ist bis etwa 3 t pro St<strong>und</strong>en. Förderbandöfen sind nicht geeignet für<br />
Kleinstteile (< 8 mm), da sie sich in den Bandgelenken <strong>und</strong> -maschen verklemmen<br />
können.<br />
Wärmebehandlung <strong>und</strong> <strong>thermomechanische</strong> Verfahren — WS 2004/05 – p.181/248
Trommelofen<br />
Der Trommelofen, der dem Förderbandofen ähnlich ist, ist auch für Kleinteile geeignet.<br />
Durch die sich drehenden Trommeln sind allerdings die Laufzeiten für die einzelnen Teile<br />
durch den Ofen leicht unterschiedlich, so daß eine schlechte Reproduzierbarkeit vorliegt.<br />
Wärmebehandlung <strong>und</strong> <strong>thermomechanische</strong> Verfahren — WS 2004/05 – p.182/248
Schubschalenofen<br />
(1) Aufgabevorrichtung, (2) Schubschalenofen, (3) Aufgabestation, (4) Auskippstation,<br />
(5) Abschreckbad mit Austragband, (6) Schubschalen<br />
Ein Schubschalenofen wird verwendet, wenn eine höhere Qualität der<br />
Wärmebehandlung erforderlich ist. Durch die Schubschalen wird ein gleichmäßiger<br />
Transport des Glühguts ermöglicht. Da die schalen auch im Ofen zurückbewegt werden,<br />
wird der Wirkungsgrad desselben erhöht.<br />
Wärmebehandlung <strong>und</strong> <strong>thermomechanische</strong> Verfahren — WS 2004/05 – p.183/248
Durchstoßofen<br />
(1) Eingangsschleuse, (2) Aufheizzone, (3) Aufkohlungszone, (4) Härtezone, (6)<br />
Härtepresse, (7) Schwenkvorrichtung, (8) Waschen <strong>und</strong> Entspannen, (10)<br />
Speicherstrecke<br />
Durchstoßöfen werden für die thermochemische Behandlung großer Stückzahlen<br />
verwendet (zum Beispiel Einsatzhärten von Zahnrädern). Der Durchsatz kann bis zu 1 t<br />
pro St<strong>und</strong>e betragen.<br />
Wärmebehandlung <strong>und</strong> <strong>thermomechanische</strong> Verfahren — WS 2004/05 – p.184/248
Drehherdofen<br />
(1) abhebbarer Oberofen, (2) Herdplatte, (4) Drehscheibe, (5) Antrieb, (7) Unterofen, (8)<br />
Flüssigkeitstasse<br />
Probe wird an derselben Stelle eingelegt <strong>und</strong> entnommen; Temperaturen bis 1350 ◦ C;<br />
mehrere Tonnen Durchsatz pro St<strong>und</strong>e<br />
Wärmebehandlung <strong>und</strong> <strong>thermomechanische</strong> Verfahren — WS 2004/05 – p.185/248
Tunnelofen<br />
(1) Ofengehäuse mit Ausmauerung, (2) Herdwagen im Ofen, (3) Herdwagen auf<br />
Rückführgleis, (4) Beheizung, (5) Ofeneingang<br />
Entspricht im Aufbau dem Herdwagenofen, nur daß mehrere Herdwagen<br />
aneinandergereiht den Ofenherd bilden. Die Wagen werden nach dem Verlassen des<br />
Ofens auf einem Rückführgleis wieder zum Ofeneingang zurückgefahren.<br />
Der Tunnelofen wird meist für verschiedene einfache Glühverfahren wie zum Beispiel<br />
Rekristallisieren, Normalisieren oder Altern verwendet.<br />
Wärmebehandlung <strong>und</strong> <strong>thermomechanische</strong> Verfahren — WS 2004/05 – p.186/248
Durchziehofen<br />
Durchziehöfen dienen zur Wärmebehandlung von Endlosglühgut (Band oder Draht),<br />
welches mit Hilfe von außerhalb der Anlage angebrachten Haspeln durch den<br />
Durchziehofen gezogen wird.<br />
Vorteil ist eine homogene Gefügeausbildung über das gesamte Band, verschiedene<br />
Wärmebehandlungsmethoden sind in derartigen Anlagen realisierbar.<br />
Es gibt sowohl horizontale als auch vertikale Ausführungen.<br />
Wärmebehandlung <strong>und</strong> <strong>thermomechanische</strong> Verfahren — WS 2004/05 – p.187/248
Durchziehofen<br />
Wärmebehandlung <strong>und</strong> <strong>thermomechanische</strong> Verfahren — WS 2004/05 – p.188/248
Werkstoffverhalten bei höheren Temperaturen<br />
Bei höheren Temperaturen können durch Diffusion von Leerstellen <strong>und</strong> Atomen<br />
Entfestigungsvorgänge wie Erholung <strong>und</strong> Rekristallisation ablaufen.<br />
Des weiteren wird bei erhöhten Temperaturen der Ausscheidungszustand des<br />
Werkstoffs verändert, es kann zu Lösungsvorgängen kommen, der Widerstand gegen<br />
Versetzungsbewegungen kann sich verringern, was ebenfalls zu einer Entfestigung führt.<br />
Warmumformung vs. Kaltumformung<br />
Bei der Warmumformung stellt sich ein dynamisches Gleichgewicht aus Verfestigungs<strong>und</strong><br />
Entfestigungsvorgängen ein.<br />
Wärmebehandlung <strong>und</strong> <strong>thermomechanische</strong> Verfahren — WS 2004/05 – p.189/248
Werkstoffverhalten bei höheren Temperaturen<br />
1: dynamische Rekristallisation; 2: dynamische Erholung<br />
Wärmebehandlung <strong>und</strong> <strong>thermomechanische</strong> Verfahren — WS 2004/05 – p.190/248
Vorgänge bei der Warmumformung<br />
Die auftretenden Entfestigungsvorgänge sind statische <strong>und</strong> dynamische Rekristallisation<br />
<strong>und</strong> Erholung. Statisch bedeutet in diesem Zusammenhang, daß der Vorgang nach der<br />
Verformung, dynamisch, daß er während der Verformung stattfindet.<br />
Da bei den dynamischen Vorgängen Verfestigung <strong>und</strong> Entfestigung konkurrieren,<br />
können sich im stationären Zustand beide Vorgänge in ihrer Wirkung aufheben.<br />
So kommt es zur Einstellung einer konstanten Fließspannung, welche durch die<br />
Subkorngröße <strong>und</strong> die Versetzungsdichte gegeben ist.<br />
Wärmebehandlung <strong>und</strong> <strong>thermomechanische</strong> Verfahren — WS 2004/05 – p.191/248
Fließspannung<br />
Die Fließspannung wird häufig im zylindrischen Stauchversuch ermittelt. Es gilt:<br />
kf = F<br />
S<br />
Hierbei ist kf die Fließspannung, F die Kraft <strong>und</strong> S die momentane Querschnittsfläche.<br />
ϕ = ln<br />
„ H0<br />
H<br />
Hierbei ist ϕ der Verformungsgrad, H die momentane Zylinderhöhe <strong>und</strong> H0 die<br />
Anfangshöhe des Zylinders.<br />
˙ϕ = |v|<br />
H<br />
v stellt in dieser Gleichung die Traversengeschwindigkeit dar.<br />
«<br />
(145)<br />
(146)<br />
(147)<br />
Wärmebehandlung <strong>und</strong> <strong>thermomechanische</strong> Verfahren — WS 2004/05 – p.192/248
Fließspannung<br />
Abhängigkeit der Fließspannung von Temperatur, Umformgrad <strong>und</strong><br />
Umformgeschwindigkeit (C45)<br />
Wärmebehandlung <strong>und</strong> <strong>thermomechanische</strong> Verfahren — WS 2004/05 – p.193/248
Einphasiges Gefüge bei Warmumformung<br />
Bei geringen Umformgeschwindigkeiten tritt nur dynamische Erholung auf, bei höheren<br />
Geschwindigkeiten reicht die erzielte Versetzungsdichte aus, dynamische<br />
Rekristallisation auszulösen. Es bilden sich während der Umformung neue, zunächst<br />
unverfestigte Körner, die Fließpannung sinkt also ab, bei weiterer Umformung kommt es<br />
aber wieder zu einer Verfestigung, so daß sich der Vorgang periodisch wiederholt.<br />
Ist die Umformgeschwindigkeit sehr hoch, können die einzelnen Rekristallisationszyklen<br />
nicht mehr aufgelöst werden, es kommt makroskopisch betrachtet zu einem<br />
Verfestigungsmaximum gefolgt von stetiger dynamischer Rekristallisation.<br />
Wärmebehandlung <strong>und</strong> <strong>thermomechanische</strong> Verfahren — WS 2004/05 – p.194/248
Verfestigungskurven von Reinsteisen<br />
Wärmebehandlung <strong>und</strong> <strong>thermomechanische</strong> Verfahren — WS 2004/05 – p.195/248
Entfestigung beim Warmwalzen<br />
Wärmebehandlung <strong>und</strong> <strong>thermomechanische</strong> Verfahren — WS 2004/05 – p.196/248
Einfluß von plastischer Verformung auf Umwandlungen<br />
Verformungsbedingte Fehlstellen, veränderte Gittergeometrie sowie die dadurch<br />
bedingte elastische Verzerrungsenergie haben einen Einfluß auf den Mechanismus <strong>und</strong><br />
die Kinetik von Phasenumwandlungen.<br />
• durch Fehlstellen wird die Löslichkeit von Fremdatomen verändert, andere<br />
Verteilung von Fremdatomen in der Matrix<br />
• Fehlstellen erhöhen die Keimbildungsrate, da sie selbst als Keim wirken können<br />
• Änderung der Diffusivität mit der Anzahl an Gitterdefekten<br />
• Umwandlungen mit Volumenzunahme werden vereinfacht, wenn Gitterleerstellen<br />
vorliegen<br />
• häufig Beschleunigung von Ausscheidungsvorgängen<br />
Wärmebehandlung <strong>und</strong> <strong>thermomechanische</strong> Verfahren — WS 2004/05 – p.197/248
Thermomechanische Behandlungen<br />
Die <strong>thermomechanische</strong> Behandlung (TMB) stellt eine Kombination aus reiner<br />
Wärmebehandlung <strong>und</strong> einer Umformung dar.<br />
Ziel ist es, die Eigenschaften der Werkstoffe durch eine gezielte Beeinflussung des<br />
Gefüges einzustellen.<br />
Die Palette möglicher <strong>thermomechanische</strong>r Behandlungen ist recht groß, so lassen sich<br />
verschiedene Temperaturzyklen mit Verformungsverfahren kombinieren, wobei auch<br />
Zeitpunkt <strong>und</strong> Temperatur eine bedeutende Rolle spielen.<br />
Einige gängige Verformungs–Temperatur–Zeit–Zyklen sollen im folgenden vorgestellt<br />
werden.<br />
Wärmebehandlung <strong>und</strong> <strong>thermomechanische</strong> Verfahren — WS 2004/05 – p.198/248
Thermomechanische Behandlungen<br />
Man kann die <strong>thermomechanische</strong>n Behandlungen anhand des Zeitpunkts der<br />
Umformung klassifizieren:<br />
• Umformung vor der eigentlichen Wärmebehandlung: VTMB<br />
• Umformung während der Wärmebehandlung: HTMB, TMBP, BTMB, HNTMB,<br />
NHTMB<br />
• Umformung nach der Wärmebehandlung: MV, MTB<br />
• Umformung vor <strong>und</strong> nach der Wärmebehandlung: zum Beispiel Patentieren<br />
Wärmebehandlung <strong>und</strong> <strong>thermomechanische</strong> Verfahren — WS 2004/05 – p.199/248
VTMB<br />
VTMB = vorbereitende <strong>thermomechanische</strong> Behandlung<br />
Kaltverformen des Ferrit–Zementitgefüges (ɛ ca. 60 %), dann Anlassen bei T < T rekrist.<br />
(ca. 300 ◦ C bis 400 ◦ C); dann schnelles Erwärmen auf T = A3 + 30 ◦ C bis 40 ◦ C, gefolgt<br />
von Härten <strong>und</strong> Anlassen (letzteres bei T < 300 ◦ C, Anwendung für niedrig- <strong>und</strong><br />
unlegierte Stähle<br />
Wärmebehandlung <strong>und</strong> <strong>thermomechanische</strong> Verfahren — WS 2004/05 – p.200/248
HTMB<br />
HTMB= Hochtemperatur–<strong>thermomechanische</strong> Behandlung<br />
Austenitisierung (<strong>und</strong> entweder Umformen bei T Austenit. oder bei etwas niedrigerer<br />
Temperatur), Umformung knapp oberhalb von A3 (ɛ = 25 − 40 %), Härten <strong>und</strong> Anlassen<br />
bei 150 ◦ C bis 400 ◦ C, Anwendung für legierte <strong>und</strong> unlegierte Stähle<br />
Ziel einer HTMB–Behandlung ist es, durch das Abschrecken das durch Rekristallisation<br />
entstandene feinkörnige Gefüge am Kornwachstum zu hindern, um so ein feinkörniges<br />
<strong>und</strong> gleichmäßiges Umwandlungsgefüge zu erhalten. Auf diese Weise können hohe<br />
Festigkeiten bei gleichzeitig hohen Zähigkeiten erreicht werden.<br />
HTMB wird bei der Herstellung von Feinkornstählen industriell angewandt.<br />
Wärmebehandlung <strong>und</strong> <strong>thermomechanische</strong> Verfahren — WS 2004/05 – p.201/248
HTMBZ<br />
HTMBZ = Hochtemperatur–<strong>thermomechanische</strong> Behandlung mit Umwandlung in der<br />
Zwischenstufe<br />
Austenitisierung <strong>und</strong> Warmformgebung wie bei HTMB, bei T = 350 ◦ C bis 550 ◦ C<br />
Zwischenstufenumwandlung, nachfolgendes Anlassen nicht notwendig, Anwendung für<br />
un- <strong>und</strong> niedriglegierte Stähle<br />
Wärmebehandlung <strong>und</strong> <strong>thermomechanische</strong> Verfahren — WS 2004/05 – p.202/248
TMBP1<br />
TMBP = Thermomechanische Behandlung mit Umwandlung in der Perlitstufe<br />
Austenitisieren bei 950 ◦ C, Umformen bei 600 ◦ C bis 650 ◦ C, Umformen vor der<br />
Perlitumwandlung (ɛ von 40 - 70 %), Anwendung für unlegierte Stähle<br />
Wärmebehandlung <strong>und</strong> <strong>thermomechanische</strong> Verfahren — WS 2004/05 – p.203/248
TMBP2<br />
TMBP = Thermomechanische Behandlung mit Umwandlung in der Perlitstufe<br />
Austenitisieren bei 950 ◦ C, Umformen bei 600 ◦ C bis 650 ◦ C, Umformen während oder<br />
nach der Perlitumwandlung (ɛ von 40 - 70 %), Anwendung für unlegierte Stähle<br />
Wärmebehandlung <strong>und</strong> <strong>thermomechanische</strong> Verfahren — WS 2004/05 – p.204/248
NTMB<br />
NTMB = Niedertemperatur–<strong>thermomechanische</strong> Behandlung<br />
Austenitisieren (T = 900 ◦ C), Umformen bei ca. 420 ◦ C bis 650 ◦ C (ɛ von 50 - 90 %), es<br />
wird der unterkühlte Austenit umgeformt, dann Anlassen bei 100 ◦ C bis 400 ◦ C;<br />
Anwendung für legierte Stähle, bei denen der unterkühlte Austenit stabil ist (zum<br />
Beispiel X40Cr13)<br />
Wärmebehandlung <strong>und</strong> <strong>thermomechanische</strong> Verfahren — WS 2004/05 – p.205/248
NTMB<br />
Tritt bei NTMB nach der Umformung im metastabilen Austenit eine Umwandlung in der<br />
Martensitstufe auf, so wird das Verfahren Austenitformhärten (Ausforming) genannt.<br />
Hierbei sind sehr hohe Festigkeiten erreichbar, allerdings werden für die Umformung des<br />
metastabilen Austenits höhere Umformkräfte benötigt.<br />
Ferner muß der Austenit unter den Umformbedingungen hinreichend stabil sein.<br />
Auch das Austenitformhärten hat eine industrielle Bedeutung gewonnen.<br />
Wärmebehandlung <strong>und</strong> <strong>thermomechanische</strong> Verfahren — WS 2004/05 – p.206/248
NTMBZ<br />
NTMBZ = Niedertemperatur–<strong>thermomechanische</strong> Behandlung mit Umwandlung in der<br />
Zwischenstufe<br />
Wie NTMB, nur daß es hierbei zu einer Zwischenstufenumwandlung kommt, daher auch<br />
Anwendung für normale legierte <strong>und</strong> unlegierte Stähle<br />
Wärmebehandlung <strong>und</strong> <strong>thermomechanische</strong> Verfahren — WS 2004/05 – p.207/248
NHTMB<br />
NHTMB = Nieder–Hochtemperatur–<strong>thermomechanische</strong> Behandlung<br />
Austenitisieren, Umformen im Bereich der Zwischenstufe, danach eine weitere<br />
Umformung des Austenits, Abschrecken <strong>und</strong> Anlassen bei 100 ◦ C bis 400 ◦ C;<br />
Anwendung für legierte Stähle<br />
Wärmebehandlung <strong>und</strong> <strong>thermomechanische</strong> Verfahren — WS 2004/05 – p.208/248
HNTMB<br />
HNTMB = Hoch–Niedertemperatur–<strong>thermomechanische</strong> Behandlung<br />
Austenitisieren <strong>und</strong> Umformen des Austenits, dann Umformen im Bereich der<br />
Zwischenstufe, Anlassen bei 100 ◦ C bis 400 ◦ C; Anwendung für legierte Stähle<br />
Wärmebehandlung <strong>und</strong> <strong>thermomechanische</strong> Verfahren — WS 2004/05 – p.209/248
MV1<br />
MV = Martensitverformung<br />
Härten <strong>und</strong> Anlassen (bei 100 ◦ C bis 200 ◦ C), Umformen des Martensits (ɛ ca. 1 % bis<br />
3 %), noch einmal Anlassen bei 100 ◦ C bis 200 ◦ C; Anwendung für unlegierte <strong>und</strong><br />
legierte Stähle<br />
Wärmebehandlung <strong>und</strong> <strong>thermomechanische</strong> Verfahren — WS 2004/05 – p.210/248
MV2<br />
MV = Martensitverformung<br />
Austenitisieren <strong>und</strong> Umformen, Abschrecken <strong>und</strong> Anlassen (bei 150 ◦ C bis 200 ◦ C).<br />
Umformen des Martensits (zum Teil ɛ > als bei MV1), noch einmal Anlassen bei 150 ◦ C<br />
bis 200 ◦ C; Anwendung für unlegierte <strong>und</strong> legierte Stähle<br />
Wärmebehandlung <strong>und</strong> <strong>thermomechanische</strong> Verfahren — WS 2004/05 – p.211/248
MTB<br />
MTB = Mechanisch–thermische Behandlung<br />
Härten, Anlassen, Kaltverformen (ɛ = 0.3 % bis 10 %), Anlassen unterhalb der<br />
Rekristallisationstemperatur; Anwendung für legierte Stähle<br />
Wärmebehandlung <strong>und</strong> <strong>thermomechanische</strong> Verfahren — WS 2004/05 – p.212/248
Patentieren<br />
Kaltverformen (ɛ = 60 % bis 80 %), Austenitisieren, Zwischenstufenumwandlung (380 ◦ C<br />
bis 550 ◦ C), danach wieder Kaltverformen, kann wiederholt werden; Anwendung für<br />
legierte <strong>und</strong> unlegierte Stähle<br />
Wärmebehandlung <strong>und</strong> <strong>thermomechanische</strong> Verfahren — WS 2004/05 – p.213/248
Beispiel: HTMB–Behandlung von Federstahl<br />
Federstähle: unleg. Stähle, Si–Mn–, Si–Cr, Cr–Mn, <strong>und</strong> Cr–V–Stähle<br />
Vorteil legierter Federstähle: bessere Durchhärtbarkeit<br />
Man benötigt für Federstähle Werkstoffe mit einer möglichst hohen Festigkeit <strong>und</strong><br />
Duktilität.<br />
Wärmebehandlung <strong>und</strong> <strong>thermomechanische</strong> Verfahren — WS 2004/05 – p.214/248
Austenitisieren<br />
Ein wichtiger Faktor sind die Austenitisierungsbedingungen, insbesondere die<br />
Austenitkorngröße <strong>und</strong> der Legierungsgrad des Mischkristalls direkt vor der<br />
Warmverformung.<br />
Meist wird so austenitisiert, daß sich die Legierungselemente im Austenit lösen. Nach<br />
dem Lösen der Karbide kommt es zu einem verstärkten Kornwachstum.<br />
Daraus folgt, daß zumeist relativ grobkörniger Austenit bei der Warmumformung<br />
verarbeitet wird.<br />
Es gibt Einflüsse durch die Oberflächenreaktionen (vor allem Entkohlung) sowie durch<br />
die eingestellte Austenitkorngröße (Änderung der Ver- <strong>und</strong> Entfestigungsvorgänge<br />
während der Warmformgebung).<br />
Wärmebehandlung <strong>und</strong> <strong>thermomechanische</strong> Verfahren — WS 2004/05 – p.215/248
Oberflächenreaktionen<br />
Der wichtigste Einfluß ist der einer Randentkohlung der Oberfläche des Materials beim<br />
Austenitisieren.<br />
Restspannung an der Oberfläche der Feder nach Vergütung <strong>und</strong> HTMB, a) Vormaterial<br />
randentkohlt, b) Vormaterial nicht randentkohlt<br />
Wärmebehandlung <strong>und</strong> <strong>thermomechanische</strong> Verfahren — WS 2004/05 – p.216/248
Warmumformung<br />
Einen Einblick in die Vorgänge bei der Verformung ergibt der Blick auf die<br />
Warmfließkurven der Federstähle; a) 55 SiMn 7 (Verformungsgeschwindigkeit 0.1/s); b)<br />
50 CrV 4 (T = 900 ◦ C)<br />
Wärmebehandlung <strong>und</strong> <strong>thermomechanische</strong> Verfahren — WS 2004/05 – p.217/248
Warmumformung<br />
Es zeigt sich, daß in dem genannten Fall dynamische Rekristallisation auftritt. Aus<br />
TEM–Untersuchungen ergibt sich:<br />
• kleine Formänderungen vor Fließkurvenmaximum: dynamisch erholtes Gefüge mit<br />
Beginn von Subkornbildung<br />
• mittlere Formänderungen nahe des Maximums: dynamische Polygonisation<br />
• große Formänderungen nach dem Maximum: dynamisch rekristallisiertes Gefüge<br />
Wärmebehandlung <strong>und</strong> <strong>thermomechanische</strong> Verfahren — WS 2004/05 – p.218/248
Warmumformung<br />
Die deutlichste Ausbildung der Subkörner tritt also bei mittleren Umformgraden im<br />
Gebiet des Maximums der Warmfließkurve auf.<br />
Beispiel: Subgefüge von X 50 Ni 24 nach Warmformgebung bis zum Fließmaximum<br />
Wärmebehandlung <strong>und</strong> <strong>thermomechanische</strong> Verfahren — WS 2004/05 – p.219/248
Einfluß der Austenitumformung auf den Martensit<br />
Es gibt Zusammenhänge zwischen dem Ausgangsgefüge <strong>und</strong> dem Gefüge nach der<br />
Umwandlung, man spricht von Vererbung.<br />
Gefügevererbung: Einfluß auf Korngröße <strong>und</strong> -morphologie, Textur<br />
Subgefügevererbung: Beziehung zwischen einzelnen Gitterfehlern <strong>und</strong> deren<br />
Konfiguration (einzelne Versetzungen, Stapelfehler, Subkorngrenzen, etc.) von<br />
ineinander umwandelnden Phasen<br />
Texturvererbung: Bei der martensitischen Umwandlung des umgeformten Austenits läßt<br />
sich aus der Textur des Austenits direkt die zu erwartende Textur des Martensits<br />
vorhersagen. So kann durch eine gezielte Steuerung der Austenittextur eine gewünschte<br />
Martensittextur eingestellt werden, so daß man auf diese Weise erwünschte<br />
mechanische Anisotropien für ein verbessertes Beanspruchungsverhalten der Federn<br />
erhalten kann.<br />
Wärmebehandlung <strong>und</strong> <strong>thermomechanische</strong> Verfahren — WS 2004/05 – p.220/248
Einfluß der Austenitumformung auf den Martensit<br />
Bei der HTMB–Behandlung entstehen Subkorngrenzen, welche bei der anschließenden<br />
Martensitumwandlung vererbt werden (Subgefügevererbung). Das läßt sich gut im TEM<br />
an Proben mit großem Restaustenitanteil an den Phasengrenzen visualisieren.<br />
links: Schema der vererbten Subgefüges; rechts: 55 SiMn 7<br />
Wärmebehandlung <strong>und</strong> <strong>thermomechanische</strong> Verfahren — WS 2004/05 – p.221/248
Wirkung des Subgefüges<br />
Die Vererbung des Subgefüges gibt den Vorteil der HTMB gegenüber einer<br />
konventionellen Vergütung bezogen auf die mechanischen Eigenschaften des<br />
Werkstoffs.<br />
Die Subkorngrenzen dienen als Hindernisse für Versetzungen. Daraus folgt:<br />
• höhere Festigkeit<br />
• weniger Spannungskonzentration −→ bessere Verformbarkeit<br />
Besonders wichtig ist das für niedrige Anlaßtemperaturen, wo es im Martensit nur zu<br />
einer leichten Erholung kommt (kein weiterer Spannungsabbau durch Polygonisation).<br />
Wärmebehandlung <strong>und</strong> <strong>thermomechanische</strong> Verfahren — WS 2004/05 – p.222/248
auftretende Modifikationen des Martensits<br />
Es treten bei vergütbaren Federstählen mit einem Kohlenstoffgehalt von 0.4 % bis 0.6 %<br />
zwei Martensitmorphologien auf: Latten- <strong>und</strong> Plattenmartensit.<br />
Der Lattenmartensit weist eine hohe Versetzungsdichte (10 12 cm −2 ) auf, die einzelnen<br />
Martensitkristalle liegen aufeinander, er ist deutlich besser verformbar als<br />
Plattenmartensit (welcher viele Zwillingen besitzt).<br />
Bei 55 SiMn 7 zum Beispiel ist nach konventioneller Härtung der Volumenanteil an<br />
Lattenmartensit 55 %, nach HTMB 70 %, was deutlich bessere mechanische<br />
Eigenschaften zur Folge hat (zum Beispiel eine deutliche Reduktion der<br />
Sprödbruchempfindlichkeit).<br />
Wärmebehandlung <strong>und</strong> <strong>thermomechanische</strong> Verfahren — WS 2004/05 – p.223/248
Anlassen<br />
Bei Federstählen <strong>und</strong> HTMB wird die Anlaßbehandlung bei Temperaturen zwischen<br />
460 ◦ C <strong>und</strong> 520 ◦ C durchgeführt (wie bei normaler Wärmebehandlung).<br />
Beim Härten von umgeformtem <strong>und</strong> nicht rekristallisiertem Austenit ergibt sich beim<br />
Anlassen des Martensits eine beschleunigte Erholung <strong>und</strong> Rekristallisation. Bei<br />
normaler Vergütung von 55 SiMn 7 erfolgt die Polygonisation bei 350 ◦ C bis 400 ◦ C, bei<br />
HTMB–Material bei 250 ◦ C.<br />
So erhöht sich auch das Formänderungsvermögen des Martensits bei HTMB.<br />
Des Weiteren führt HTMB beim Anlassen zu feineren, besser verteilten<br />
Karbidausscheidungen als konventionelles Härten.<br />
Wärmebehandlung <strong>und</strong> <strong>thermomechanische</strong> Verfahren — WS 2004/05 – p.224/248
Einfluß auf mechanische Eigenschaften<br />
Veränderungen der Eigenschaften durch HTMB (950 ◦ C), nach der Verformung 20 s<br />
warten, Anlassen bei 420 ◦ C gegenüber konventionellem Vergüten (900 ◦ C, Anlassen bei<br />
520 ◦ C) für den Federstahl 55 SiMn 7.<br />
Zugversuch:<br />
• Zugfestigkeit: + 10-15 %<br />
• Streckgrenze: + 10-15 %<br />
• Dehnung: ≥ 0 %<br />
• Einschnürung: ≥ 0 %<br />
• E–Modul: + 10-15 %<br />
Biegeversuch:<br />
• Bruchzähigkeit: + 30 %<br />
• E–Modul: + 10-15 %<br />
Wärmebehandlung <strong>und</strong> <strong>thermomechanische</strong> Verfahren — WS 2004/05 – p.225/248
Einfluß auf mechanische Eigenschaften<br />
Kerbschlagbiegeversuch:<br />
• Kerbschlagzähigkeit (-60 ◦ C bis +60 ◦ C): + 60 %<br />
Dauerschwingversuch:<br />
• Biegewechselfestigkeit: +10-15 %<br />
• Zeitfestigkeit: Verbesserung bei großen Amplituden<br />
Rißwachstum:<br />
• kritischer Spannungsintensitätsfaktor: + 10 %<br />
Wärmebehandlung <strong>und</strong> <strong>thermomechanische</strong> Verfahren — WS 2004/05 – p.226/248
Einfluß auf mechanische Eigenschaften<br />
Eine vergüteter 55 SiMn 7 sollte eine Zugfestigkeit von mind. 1300 MPa bei einer<br />
Mindestbruchdehnung von 6 % haben. Im Vergütungsschaubild erkennt man, daß bei<br />
HTMB im Vergleich zur konventionellen Vergütung eine höhere Festigkeit bei gleicher<br />
Dehnung <strong>und</strong> Einschnürung erreicht wird.<br />
Wärmebehandlung <strong>und</strong> <strong>thermomechanische</strong> Verfahren — WS 2004/05 – p.227/248
Einfluß auf mechanische Eigenschaften<br />
Kraft–Durchbiegungs–Diagramm für 55 SiMn 7, ermittelt im Drei–Punkt–Biegeversuch<br />
Wärmebehandlung <strong>und</strong> <strong>thermomechanische</strong> Verfahren — WS 2004/05 – p.228/248
Einfluß auf mechanische Eigenschaften<br />
Wöhlerkurven für 55 SiMn 7 (1: vergütet, 950 ◦ C, Ölhärtung, angelassen 1 h bei 420 ◦ C;<br />
2: vergütet, 900 ◦ C, Ölhärtung, angelassen 1h bei 520 ◦ C; 3: HTMB bei 950 ◦ C,<br />
Verformung 40 %, 20 s Halten. Härten, angelassen 1 h bei 420 ◦ C.<br />
Wärmebehandlung <strong>und</strong> <strong>thermomechanische</strong> Verfahren — WS 2004/05 – p.229/248
Einfluß auf mechanische Eigenschaften<br />
Die Dauerfestigkeit nach HTMB wächst für hochfeste Federstähle bei einer Streckgrenze<br />
von > 1500 MPa mit zunehmender Streckgrenze, wenn die Festigkeitssteigerung ohne<br />
Verlust der Plastizität erreicht wird.<br />
erweitertes HTMB = HTMB + Vergüten<br />
Wärmebehandlung <strong>und</strong> <strong>thermomechanische</strong> Verfahren — WS 2004/05 – p.230/248
Einfluß der Umformtemperatur<br />
Es zeigt sich, daß die beste Umformtemperatur nicht unbedingt in der Nähe von A3 liegt,<br />
wie man es erwarten würde, wenn man annimmt, daß so Rekristallisation nach der<br />
Umformung am besten vermieden wird.<br />
Oberhalb von 950 ◦ C verläuft die Rekristallisation sehr schnell, was den starken Abfall in<br />
der Dauerschwingfestigkeit (nächstes Bild) erklärt.<br />
Ist die Temperatur aber zu niedrig, tritt während der Verformung keine dynamische<br />
Polygonisation auf; das entstehende Gefüge entspricht eher einem kaltverfestigten<br />
Gefüge (Versetzungszellenstruktur), was die Plastizität <strong>und</strong> somit auch die<br />
Dauerschwingfestigkeit mindert.<br />
Wärmebehandlung <strong>und</strong> <strong>thermomechanische</strong> Verfahren — WS 2004/05 – p.231/248
Einfluß der Umformtemperatur<br />
Zusammenhang zwischen der Dauerschwingfestigkeit von 55 CrMn 4 <strong>und</strong> der<br />
Umformtemperatur bei HTMB (Verformung 50 %, Anlassen bei 250 ◦ C)<br />
Wärmebehandlung <strong>und</strong> <strong>thermomechanische</strong> Verfahren — WS 2004/05 – p.232/248
Einfluß der Haltezeit nach dem Umformen<br />
Die Haltezeit hängt stark von den stattfindenden Umwandlungen des Austenits ab.<br />
Liegt beim Umformen ein homogenes Stahlgefüge durch dynamische Polygonisation vor,<br />
sollte umgehend abgeschreckt werden (meist bei unlegierten Stählen, da dort höhere<br />
Diffusionsgeschwindigkeiten vorhanden sind <strong>und</strong> damit schneller Entfestigung auftritt).<br />
Bei höherlegierten Stählen kann die Haltezeit zu längeren Zeiten hin verschoben<br />
werden.<br />
Wärmebehandlung <strong>und</strong> <strong>thermomechanische</strong> Verfahren — WS 2004/05 – p.233/248
Einfluß der Haltezeit nach dem Umformen<br />
Abhängigkeit der mechanischen Eigenschaften von 55 CrMn 4 von der Haltezeit nach<br />
dem Umformen (hier: Austenitisierung bei 1100 ◦ C, Walzen bei 900 ◦ C, Verformung: 20 %<br />
Wärmebehandlung <strong>und</strong> <strong>thermomechanische</strong> Verfahren — WS 2004/05 – p.234/248
Prozeßtechnik von Wärmebehandlungen<br />
Im allgemeinen herrscht bei der Betrachtung der Wärmebehandlung eines Werkstücks<br />
eine starke Verflechtung verschiedener Faktoren:<br />
So beinhaltet eine Wärmebehandlung einen Temperatur–Zeit–Zyklus, welcher zur<br />
Einstellung eines bestimmten Gefügezustands führen soll. Dieser wiederum hängt vom<br />
Anfangszustand des Gefüges sowie der chemischen Zusammensetzung des Werkstoffs<br />
ab.<br />
Ebenso spielt das Ofenmedium eine entscheidende Rolle (dort sind ja auch unter<br />
anderem chemische Reaktionen möglich)sowie bei der Wärmebehandlung entstehende<br />
Spannungen im Werkstück, welche wiederum einen Einfluß auf die Parameter einer<br />
weiteren Wärmebehandlung haben.<br />
Wärmebehandlung <strong>und</strong> <strong>thermomechanische</strong> Verfahren — WS 2004/05 – p.235/248
Prozeßtechnik von Wärmebehandlungen<br />
Um eine komplexe Wärmebehandlung realisieren zu können, müssen die einzelnen<br />
Schritte der Behandlung sowie deren Auswirkungen auf den Werkstoff verstanden sein.<br />
Auch im Bereich der Wärmebehandlungen sind früher viele Behandlungstechniken<br />
mittels empirischer Methoden entwickelt worden.<br />
Die Produktionskette (welche nicht auf naturwissenschaftlichen Gr<strong>und</strong>lagen aufgebaut<br />
war) wurde durch die ständige Beschäftigung mit dem Prozeß optimiert, indem durch<br />
gelungene <strong>und</strong> mißlungene Prozeßparameter ein Satz von Regeln erstellt wurde,<br />
welcher mit der Zeit eine Optimierung des Prozesses ermöglichte.<br />
Eine Möglichkeit, die Qualität eines Bauteils zu überprüfen, ist es, einen Vergleich<br />
zwischen einem zu erzielenden Materialparameter (Sollwert) <strong>und</strong> dem in der<br />
Prozeßkette tatsächlich realisiertem Wert anzustellen.<br />
Wärmebehandlung <strong>und</strong> <strong>thermomechanische</strong> Verfahren — WS 2004/05 – p.236/248
Empirie<br />
Im allgemeinen kann ein solcher Zusammenhang mit einer Gaußverteilung dargestellt<br />
werden.<br />
xS: Sollwert; E(x): Erwartungswert (Häufigkeitsmaximum), X u/o: untere/obere<br />
Toleranzgrenze; F 1,/2: Bereich des Ausschusses; d: Abweichung des Sollwerts vom<br />
Erwartungsmaximum; S: Streubreite<br />
Wärmebehandlung <strong>und</strong> <strong>thermomechanische</strong> Verfahren — WS 2004/05 – p.237/248
Empirie<br />
qualitative Bewertung eines Massenprozesses:<br />
• die Größe d (Abweichung des Häufigkeitmaximums vom Sollwert)<br />
• die Größe der Streubreite S<br />
ökonomisch Bewertung eines Massenprozesses:<br />
• die Größe des Anteils der Bauteile, welche außerhalb des Toleranzbereichs liegen<br />
Insgesamt ergibt sich für viele empirische Verfahren, daß sie, wenn sie derart geprüft<br />
werden, häufig nicht den aktuellen ökonomischen Anforderungen entsprechen, auch<br />
könnte die Qualität der Produkte deutlich gesteigert werden. Dazu gehört ein Einbringen<br />
der naturwissenschaftlichen Gr<strong>und</strong>lagen in die Prozeßtechnik.<br />
Wärmebehandlung <strong>und</strong> <strong>thermomechanische</strong> Verfahren — WS 2004/05 – p.238/248
Prozeßtechnik der Wärmebehandlung<br />
Viele Teilprozesse sind inzwischen detailliert studiert <strong>und</strong> verstanden worden. So gibt es<br />
für die einzelnen Schritte von Wärmebehandlungen, wie zum Beispiel Härten, Anlassen<br />
oder Aufkohlen, genaue Kenntnisse.<br />
Ziel ist es nun, die vielen Detailkenntnisse einzelner Teilprozesse in eine wirksame<br />
Prozeßkette für eine komplexe Wärmebehandlung einzubinden.<br />
Ebenso wird bei der steigenden Kenntnis der Teilprozesse deutlich, daß die Zahl der zu<br />
berücksichtigenden Wechselwirkungen zwischen einzelnen Prozeßschritten wächst, was<br />
das System einer Prozeßkette deutlich kompliziert.<br />
Prozeßtechnik: Anwendung der mathematischen <strong>und</strong> physikalischen Gr<strong>und</strong>lagen mit<br />
dem Ziel, komplizierte Prozesse beschreiben zu können. Erfaßt sind dabei sowohl die<br />
Prozeßführung (Steuerung solcher Systeme) als auch die Projektierung (Entwicklung).<br />
Wärmebehandlung <strong>und</strong> <strong>thermomechanische</strong> Verfahren — WS 2004/05 – p.239/248
Prozeßtechnik der Wärmebehandlung<br />
Die Darstellung von Prozeßketten wird mit Hilfe der Systemtechnik realisiert.<br />
Ein System besteht aus einer Anzahl aktiver Elemente (Prozeßstationen), welche mit<br />
Hilfe einer Anzahl von Relationen untereinander verb<strong>und</strong>en sind.<br />
Die Darstellung solcher Systeme geschieht über eine Art Blockschaltbild, die<br />
Prozeßstationen werden dabei durch ein Kästchen, die technologischen Parameter<br />
durch einen Pfeil visualisiert. So kann das Bild einer ganzen Prozeßkette erstellt werden.<br />
XE: Einflußgrößen; YE: Zielgrößen<br />
Es gilt XEV + XEW = XE, wobei die Indizes V <strong>und</strong> W für die Einflüsse des Verfahren<br />
bzw. des Werkstoffs stehen. Die Koppelung ist gegeben durch: XEW = YE−1.<br />
Wärmebehandlung <strong>und</strong> <strong>thermomechanische</strong> Verfahren — WS 2004/05 – p.240/248
Prozeßtechnik der Wärmebehandlung<br />
Begriff der Systemtechnik Bedeutung (Wärmebehandlung)<br />
System Wärmebehandlungstechnologie<br />
Elemente z.B. Erwärmen, Halten, Abkühlen<br />
Relationen Gefügezustand vor, während <strong>und</strong><br />
nach der Wärmebehandlung, chemische<br />
Zusammensetzung des Werkstoffs, Bauteilgeometrie,<br />
Temperatur–Zeit–Verläufe von Bauteil <strong>und</strong><br />
Ofen, Ofenatmosphäre, Abkühlmedium<br />
Struktur Bildung einer Kette technologischer<br />
Stationen (Erwärmen — Halten)<br />
Funktion Überführung der Anfangseigenschaften<br />
in den gewünschten Endzustand durch<br />
einen Stufenprozeß<br />
Wärmebehandlung <strong>und</strong> <strong>thermomechanische</strong> Verfahren — WS 2004/05 – p.241/248
Prozeßtechnik der Wärmebehandlung<br />
Wärmebehandlung <strong>und</strong> <strong>thermomechanische</strong> Verfahren — WS 2004/05 – p.242/248
Prozeßtechnik der Wärmebehandlung<br />
Systemtechnische Darstellung: Vergüten<br />
Wärmebehandlung <strong>und</strong> <strong>thermomechanische</strong> Verfahren — WS 2004/05 – p.243/248
Blockschaubild eines HTMB–Prozesses<br />
Warmwalzen eines Federstahls 55 CrMn 4<br />
I: werkstückabhängige Eingangsgrößen X W ; I.1: Stahl + Eigenschaften; I.2:<br />
Abmessungen etc. des Vormaterials<br />
II: verfahrenstechnische Eingangsgrößen X V ; II.1: Austenitisieren; II.2: Umformen; II.3:<br />
Abschrecken; II.4: Anlassen<br />
III: Ausgangsgröße Y mit den geforderten Eigenschaften III.1<br />
Wärmebehandlung <strong>und</strong> <strong>thermomechanische</strong> Verfahren — WS 2004/05 – p.244/248
simple Annäherung: black box<br />
Weiß man bei einem Element (= Kasten) nicht, wie der Mechanismus zwischen Ursache<br />
(meist physikalischer Natur) <strong>und</strong> Wirkung (Einfluß der Behandlung auf das Gefüge)<br />
funktioniert, wird ein derartiges Element als „black box“ bezeichnet.<br />
Für den Praktiker ist eine solche formale Darstellung zum Teil aber tatsächlich<br />
verwendbar, insofern, als daß es zahlreiche Tafeln, Tabellen <strong>und</strong> Diagramme gibt, die<br />
verraten, was bei einer bestimmten Wärmebehandlung mit einem bekannten Werkstoff<br />
passiert.<br />
Es existiert also eine Angabe darüber, wie aus den werkstoffabhängigen<br />
Eingangsvektoren durch die Wahl geeigneter T –t–Zyklen ein gewünschter<br />
Ausgangsvektor erzeugt werden kann.<br />
Wärmebehandlung <strong>und</strong> <strong>thermomechanische</strong> Verfahren — WS 2004/05 – p.245/248
mathematischer Ansatz<br />
Im Rahmen der Prozeßtechnik ist es das Ziel, die Eingangs- <strong>und</strong> Ausgangsgrößen eines<br />
Elements in mathematische Gleichungen umzusetzen. Die dabei verwendeten<br />
Methoden beinhalten Regressionsanalysen, Modelle <strong>und</strong> zuweilen auch eine passende<br />
analytische Lösung.<br />
Problem: Wie wird ein Gefügezustand mathematisch beschrieben?<br />
Ein möglicher Ansatz ist es, eine Eigenschaft Z (zum Beispiel die Zugfestigkeit) als<br />
Funktion des Gefügezustands G darzustellen:<br />
Z = f(G) = f(T, t, cW ) (148)<br />
Hierbei ist T die Temperatur, t die Zeit <strong>und</strong> cW die chemische Zusammensetzung des<br />
Werkstoffs.<br />
Wärmebehandlung <strong>und</strong> <strong>thermomechanische</strong> Verfahren — WS 2004/05 – p.246/248
mathematischer Ansatz<br />
Wird nun eine einfache Wärmebehandlung betrachtet (Erwärmen, Halten, Abkühlen), so<br />
ergibt sich die Zugfestigkeit GA,i an dem geometrischen Ort i auf dem Bauteil nach dem<br />
Abkühlen:<br />
GA,i = fi(GH,i, TA,i, tA,i, cW A,i) (149)<br />
Die Zugfestigkeit hängt also vom Gefügezustand nach dem Halten (GH,i) sowie den<br />
Parametern der Abkühlung ab. Es ist:<br />
a0 stellt die Aktivität der Ofenatmosphäre dar.<br />
GH,i = fi(GE,i, cW H,i, a0H,i) (150)<br />
Wärmebehandlung <strong>und</strong> <strong>thermomechanische</strong> Verfahren — WS 2004/05 – p.247/248
mathematischer Ansatz<br />
Für GE,i ergibt sich schließlich:<br />
GE,i = fi(G, TE,i, tE,i, cW E,i, a0E,i) (151)<br />
Das Gleichungssystem wird dann schnell komplex, gerade dann, wenn man bedenkt,<br />
daß hierbei noch gar nicht alle Größen <strong>und</strong> Abhängigkeiten erfaßt sind.<br />
Wärmebehandlung <strong>und</strong> <strong>thermomechanische</strong> Verfahren — WS 2004/05 – p.248/248