

Fräsen · Drehen - komet group
Fräsen · Drehen - komet group
Fräsen · Drehen - komet group

Sie wollen auch ein ePaper? Erhöhen Sie die Reichweite Ihrer Titel.
YUMPU macht aus Druck-PDFs automatisch weboptimierte ePaper, die Google liebt.
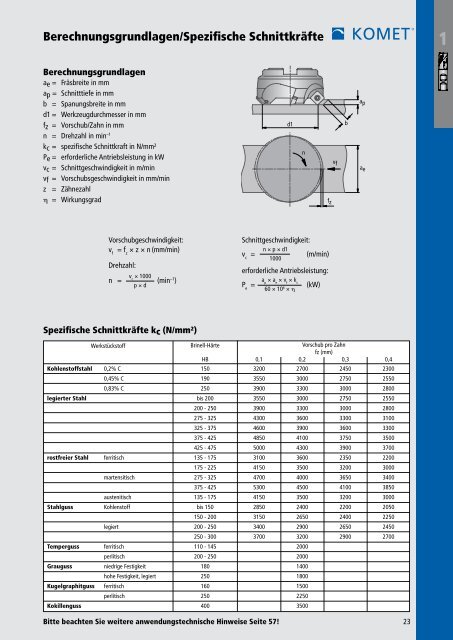
Berechnungsgrundlagen/Spezifische Schnittkräfte<br />
Berechnungsgrundlagen<br />
ae =<br />
ap =<br />
b =<br />
d1 =<br />
fz =<br />
n =<br />
kc =<br />
Pe =<br />
vc =<br />
vf =<br />
z =<br />
� =<br />
Fräsbreite in mm<br />
Schnitttiefe in mm<br />
Spanungsbreite in mm<br />
Werkzeugdurchmesser in mm<br />
Vorschub/Zahn in mm<br />
Drehzahl in min –1<br />
spezifische Schnittkraft in N/mm²<br />
erforderliche Antriebsleistung in kW<br />
Schnittgeschwindigkeit in m/min<br />
Vorschubsgeschwindigkeit in mm/min<br />
Zähnezahl<br />
Wirkungsgrad<br />
Vorschubgeschwindigkeit:<br />
v = f × z × n (mm/min)<br />
f z<br />
Drehzahl:<br />
n = (min –1 v × 1000<br />
c )<br />
p × d<br />
Spezifische Schnittkräfte kc (N/mm²)<br />
Kohlenstoffstahl<br />
legierter Stahl<br />
rostfreier Stahl<br />
Stahlguss<br />
Temperguss<br />
Grauguss<br />
Kugelgraphitguss<br />
Kokillenguss<br />
Werkstückstoff<br />
0,2% C<br />
0,45% C<br />
0,83% C<br />
ferritisch<br />
martensitisch<br />
austenitisch<br />
Kohlenstoff<br />
legiert<br />
ferritisch<br />
perlitisch<br />
niedrige Festigkeit<br />
hohe Festigkeit, legiert<br />
ferritisch<br />
perlitisch<br />
Brinell-Härte<br />
HB<br />
150<br />
190<br />
250<br />
bis 200<br />
200 - 250<br />
275 - 325<br />
325 - 375<br />
375 - 425<br />
425 - 475<br />
135 - 175<br />
175 - 225<br />
275 - 325<br />
375 - 425<br />
135 - 175<br />
bis 150<br />
150 - 200<br />
200 - 250<br />
250 - 300<br />
110 - 145<br />
200 - 250<br />
Bitte beachten Sie weitere anwendungstechnische Hinweise Seite 57!<br />
180<br />
250<br />
160<br />
250<br />
400<br />
d1<br />
Schnittgeschwindigkeit:<br />
v = c<br />
n × p × d1<br />
1000<br />
(m/min)<br />
erforderliche Antriebsleistung:<br />
a × a × v × k p e f c<br />
60 × 106 P = (kW)<br />
e × �<br />
n<br />
Vorschub pro Zahn<br />
fz (mm)<br />
0,1 0,2<br />
0,3 0,4<br />
3200<br />
3550<br />
3900<br />
3550<br />
3900<br />
4300<br />
4600<br />
4850<br />
5000<br />
3100<br />
4150<br />
4700<br />
5300<br />
4150<br />
2850<br />
3150<br />
3400<br />
3700<br />
2700<br />
3000<br />
3300<br />
3000<br />
3300<br />
3600<br />
3900<br />
4100<br />
4300<br />
3600<br />
3500<br />
4000<br />
4500<br />
3500<br />
2400<br />
2650<br />
2900<br />
3200<br />
2000<br />
2000<br />
1400<br />
1800<br />
1500<br />
2250<br />
3500<br />
f z<br />
v f<br />
b<br />
2450<br />
2750<br />
3000<br />
2750<br />
3000<br />
3300<br />
3600<br />
3750<br />
3900<br />
2350<br />
3200<br />
3650<br />
4100<br />
3200<br />
2200<br />
2400<br />
2650<br />
2900<br />
a p<br />
a e<br />
2300<br />
2550<br />
2800<br />
2550<br />
2800<br />
3100<br />
3300<br />
3500<br />
3700<br />
2200<br />
3000<br />
3400<br />
3850<br />
3000<br />
2050<br />
2250<br />
2450<br />
2700<br />
23<br />
1














