Paints and Coatings - P2 InfoHouse
Paints and Coatings - P2 InfoHouse
Paints and Coatings - P2 InfoHouse

You also want an ePaper? Increase the reach of your titles
YUMPU automatically turns print PDFs into web optimized ePapers that Google loves.
132 <strong>Paints</strong> & <strong>Coatings</strong><br />
chronic <strong>and</strong> cumulative threats to<br />
health as solvents, their caustic<br />
nature dictates use of proper<br />
safety equipment mch as goggles,<br />
face masks <strong>and</strong> protective cloth-<br />
ing.<br />
Industry spokesmen suggest<br />
that caustic cleaning solution is<br />
recycled among many of those<br />
plants that use this cleaning<br />
method. Waste rinsewater, on the<br />
other h<strong>and</strong>, is typically sewered.<br />
Some paint formulators success-<br />
fully muse waste rinsewater in<br />
the production of water-based<br />
paints without impairing paint<br />
quality.! Such water recycling<br />
applications are rare.<br />
H Accordrng to a study of the<br />
United States paint m<strong>and</strong>actur-<br />
ing industry by Burns <strong>and</strong> Roe<br />
Industrial Services Corp.<br />
(Paramus, New Jersey), if the<br />
s00,OOO gallons of wastewater<br />
produced daily by the entire paint<br />
m<strong>and</strong>acturing industry in the<br />
United Stah were treated by<br />
conventional chemical precipita-<br />
tion <strong>and</strong> settling, it would yield a<br />
sludge volume of 120,OOO gallons<br />
per day.I5<br />
On the other h<strong>and</strong>, if8096 of the<br />
wastewater generated is recycled<br />
industry-wide, this would shrink<br />
the total wastestream to 160,000<br />
gallons per day.15 This assumes<br />
that 20% of the total wastewater<br />
volume would be incompatible for<br />
reuse because of colour <strong>and</strong> for-<br />
mulation restrictions.<br />
Recycling wastewater is antici-<br />
pated to be the cheapest treatment<br />
option because it greatly reduces<br />
the volume of wastewater requir-<br />
ing costly chemical precipitation<br />
<strong>and</strong> sludge disposing procedures.<br />
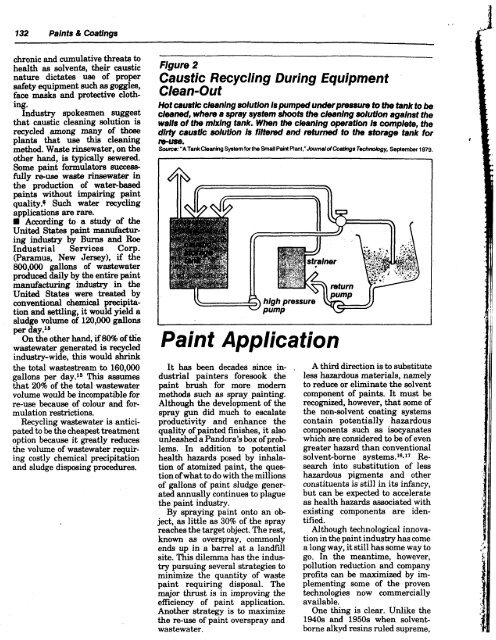
Flgure 2<br />
Caustic Recycling During Equipment<br />
Clean-Out<br />
Hot caustic cleaning solutlon Is pumped under pressure to the tank to be<br />
cleaned, where a spray system shoots the cleaning solution against the<br />
walls of the mixlng tank. When the cleaning operation is complete, the<br />
dirty caustic solutlon Is flitamd <strong>and</strong> mtumed to the storage tank for<br />
"e.<br />
Sou~:"ATankCleanlngSystemforthe Small Pain!Piant,"Joumddcodnga Tecdmibgy, September 1979.<br />
II fr \\<br />
II II<br />
Paint Application<br />
It has been decades since in-<br />
dustrial painters foresook the<br />
paint brush for more modern<br />
methods such as spray painting.<br />
Although the development of the<br />
spray gun did much to escalate<br />
productivity <strong>and</strong> enhance the<br />
quality of painted finishes, it also<br />
unleashed a P<strong>and</strong>ora's box of prob-<br />
lems. In addition to potential<br />
health hazards posed by inhala-<br />
tion of atomized paint, the ques-<br />
tion of what to do with the millions<br />
of gallons of paint siudge gener-<br />
ated annually continues to plague<br />
the paint industry.<br />
By spraying paint onto an ob<br />
ject, as little as 30% of the spray<br />
reaches the target object. The rest,<br />
known as overspray, commonly<br />
ends up in a barrel at a l<strong>and</strong>fill<br />
site. This dilemma has the indus-<br />
try pursuing several strategies to<br />
minimize the quantity of waste<br />
paint requiring disposal. The<br />
major thrust is in improving the<br />
efficiency of paint application.<br />
Another strategy is to maximize<br />
the re-use of paint overspray <strong>and</strong><br />
wastewater.<br />
,<br />
A third direction is to substitute<br />
less hazardous materials, namely<br />
to reduce or eliminate the solvent<br />
component of paints. It must be<br />
recognwd, however, that some of<br />
the non-solvent coating systems<br />
contain potentially hazardous<br />
components such as isocyanates<br />
which are considered to be of even<br />
greater hazard than conventional<br />
solvent-borne systems.16.17 Re-<br />
search into substitution of less<br />
hazardous pigments <strong>and</strong> other<br />
cuiiyiitilents is atill in its infancy,<br />
but can be expected to accelerate<br />
as health hazards associated with<br />
existing components are iden-<br />
tified.<br />
Although technological innova-<br />
tion in the paint industry has come<br />
a long way, it still has some way to<br />
go. In the meantime, however,<br />
pollution reduction <strong>and</strong> company<br />
profits can be maximized by im-<br />
plementing some of the proven<br />
technologies now commercially<br />
available.<br />
One thing is clear. Unlike the<br />
1940s <strong>and</strong> 1950s when solvent-<br />
borne alkyd resins ruled supreme,