a new technology for precast units - Ratec.org
a new technology for precast units - Ratec.org
a new technology for precast units - Ratec.org

You also want an ePaper? Increase the reach of your titles
YUMPU automatically turns print PDFs into web optimized ePapers that Google loves.
164<br />
<strong>Ratec</strong> GmbH, 68766 Hockenheim, Germany<br />
Nevertheless, the possibilities opened up<br />
by the <strong>new</strong> material are not yet adequately<br />
exploited. This remains true, even when<br />
argu ments such as:<br />
• the low-noise processing, since<br />
the vibrating equipment is no longer<br />
required,<br />
• the excellent surface quality of the<br />
resulting products,<br />
• the "sharp edges" of the concrete<br />
parts and the<br />
• economy in respect of the investment<br />
in shuttering<br />
all speak in favour of the use of SCC in concrete<br />
<strong>precast</strong> factories, and justify its application.<br />
In 2003 Reymann Technik wanted to<br />
exploit SCC more effectively and efficiently,<br />
and was planning a vertical circulation line<br />
(<strong>for</strong> battery fabrication); <strong>for</strong> the first time the<br />
company had to face a problem involved in<br />
filling <strong>for</strong>mwork with SCC. In the approach<br />
being taken at the time, filling the vertical<br />
shuttering (wall elements), which were 2.80<br />
m high and 140 mm thick, and which had<br />
a narrowing in the section at the top and<br />
bottom, became a bottleneck <strong>for</strong> the plant,<br />
because the concrete had to fully deaerate<br />
while held in the shuttering, and also<br />
because outstanding surface quality had to<br />
be achieved.<br />
PRECAST CONCRETE ELEMENTS<br />
Upcrete ® and SCC – a <strong>new</strong> <strong>technology</strong> <strong>for</strong> <strong>precast</strong><br />
<strong>units</strong> with stringent requirements<br />
Self compacting concrete (SCC) is currently emerging from obscurity to become a very popular construction material. Until now, its use has<br />
been restricted to special tasks <strong>for</strong> which conventional concretes are not suitable. However, the financial benefits of SCC <strong>for</strong> standard products<br />
were recognized at an early stage in the Benelux countries, and implemented in <strong>precast</strong> parts factories. Since then, SCC is growing in<br />
popularity at more and more factories.<br />
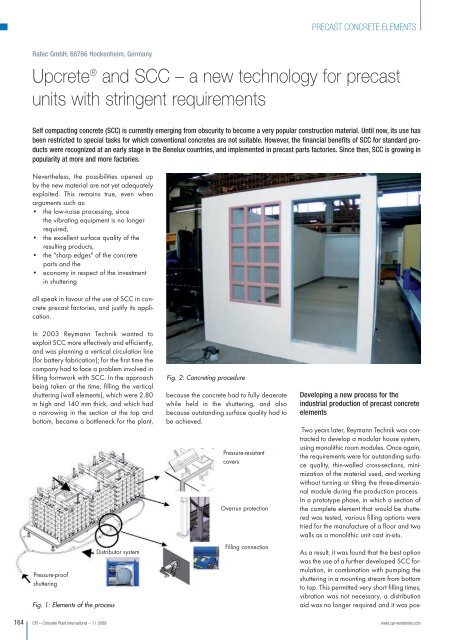
Pressure-proof<br />
shuttering<br />
Fig. 1: Elements of the process<br />
Distributor system<br />
Fig. 2: Concreting procedure<br />
Pressure-resistant<br />
covers<br />
Overrun protection<br />
Filling connection<br />
Developing a <strong>new</strong> process <strong>for</strong> the<br />
industrial production of <strong>precast</strong> concrete<br />
elements<br />
Two years later, Reymann Technik was contracted<br />
to develop a modular house system,<br />
using monolithic room modules. Once again,<br />
the requirements were <strong>for</strong> outstanding surface<br />
quality, thin-walled cross-sections, minimization<br />
of the material used, and working<br />
without turning or tilting the three-dimensional<br />
module during the production process.<br />
In a prototype phase, in which a section of<br />
the complete element that would be shuttered<br />
was tested, various filling options were<br />
tried <strong>for</strong> the manufacture of a floor and two<br />
walls as a monolithic unit cast in-situ.<br />
As a result, it was found that the best option<br />
was the use of a further developed SCC <strong>for</strong>mulation,<br />
in combination with pumping the<br />
shuttering in a mounting stream from bottom<br />
to top. This permitted very short filling times,<br />
vibration was not necessary, a distribution<br />
aid was no longer required and it was pos-<br />
CPI – Concrete Plant International – 1 | 2009 www.cpi-worldwide.com
sible, using a suitable special concrete, to manufacture horizontally<br />
covered surfaces of good quality.<br />
Analogously to injection moulding, the concreting process involves<br />
filling the horizontally shuttered areas by pushing out the air, along<br />
with, as explained above, filling with a mounting stream from bottom<br />
to top. The German expression "Druckguss-Steigspülungs-<br />
Betonier-Verfahren" (DSBV - "concreting under pressure from bottom<br />
to top in a mounting stream") has been replaced with the more pithy<br />
engineering name of Upcrete ® .<br />
Definition of Upcrete ® :<br />
"upward concreting refers to the process of concreting highly complex<br />
<strong>precast</strong> unit geometries using a method of concreting under<br />
pressure from bottom to top in a mounting stream, which combines<br />
the production of fair-faced concrete surfaces on every side, in-situ<br />
fabrication, and the maximum possible economic efficiency"<br />
Figure 1 illustrates the elements of the method, Figure 2 shows a<br />
room module, including openings <strong>for</strong> the window and door, manufactured<br />
by concreting using 6 m³ of concrete and a pumping time<br />
of 25 minutes.<br />
The advantages of the Upcrete ® <strong>technology</strong><br />
The pressurized filling is achieved with concreting pressure that is<br />
greater than atmospheric. The use of pre-deaerated, self compacting<br />
concretes simplifies the process, through which the most<br />
awkward geometries can be entirely filled. The shuttering is filled<br />
PRECAST CONCRETE ELEMENTS<br />
Jörg Reymann studied industrial engineering, and since 1998 has been<br />
a Managing Director at Reymann Technik/ <strong>Ratec</strong> GmbH<br />
info@reymann-technik.de<br />
with a mounting stream from bottom to top, which again permits the<br />
in-situ manufacture of complex concrete bodies. The surfaces generated<br />
are smooth <strong>for</strong>med finish on every side or, may be structured<br />
through the use of <strong>for</strong>mliners (tongued and grooved joints are now<br />
also possible). Troweling up or smoothing of surfaces are there<strong>for</strong>e not<br />
necessary. Only very small quantities of waste concrete are created.<br />
The technique permits the component to have very high dimensional<br />
precision, and offers very high per<strong>for</strong>mance (max. 300 l/minute).<br />
This means there<strong>for</strong>e that the manufacture of the concrete parts is<br />
quiet, does not waste material, is efficient and com<strong>for</strong>table.<br />
The elements of the method have been further developed on the<br />
basis of the discoveries made during module manufacture, and<br />
transfer of the technique to vertical manufacture is under development.<br />
The Upcrete ® Peristaltic Pump (UPP), also known as the hose or<br />
rotor pump, is an important part of this <strong>new</strong> production method. The<br />
pump allows small quantities of concrete to be pumped, and is ideal -<br />
ly adapted to the needs of the Upcrete ® <strong>technology</strong> and the conditions<br />
of a <strong>precast</strong> plant. The pump, together with its integrated<br />
cleaning system, measures about 3000 mm in length, 1500 mm in<br />
Brain. Solutions.<br />
ICCX Oceania 2009<br />
Sydney, Australia<br />
March 30 – April 2<br />
Stand No. 67<br />
RATEC is No.1 in the development of magnetic <strong>for</strong>ms and accessories. Our products enjoy success around the world,<br />
lowering <strong>for</strong>mwork costs and improving production quality. With the <strong>new</strong> Upcrete ® Technology<br />
we set Standards in production of effi cient and high quality concrete elements. Ask the specialist <strong>for</strong> detailed in<strong>for</strong>mation.<br />
RATEC GMBH<br />
Karlsruher Straße 32, D-68766 Hockenheim<br />
Phone +49-6205-9407-29, Fax +49-6205-9407-30<br />
info@ratec.<strong>org</strong>, www.ratec.<strong>org</strong>
166<br />
Fig. 3: Upcrete ® Peristaltic Pump (UPP)<br />
width and is 1700 mm high. It weighs 2.3<br />
tonnes, and can be transported by a crane<br />
and <strong>for</strong>klift truck; it can be controlled by a<br />
single worker using a bidirectional radio<br />
remote control unit. The pump can handle a<br />
maximum grain size of 16 mm, and its pumping<br />
rate is continuously controllable, allowing<br />
a filling rate of 18 m³ concrete per<br />
hour. The pump is, of course, fitted with a<br />
sensor <strong>for</strong> burst hoses and with a level sen-<br />
Fig. 4: The pump in use in a <strong>precast</strong> unit plant<br />
sor in the anticipator buffering. The filling<br />
level sensor provides an interface with an<br />
automatic connection to the anticipator buffering,<br />
the bucket transport system and the<br />
mixing equipment. The integrated cleaning<br />
unit, which has its own water reservoir,<br />
allows the pump to be cleaned, as well as<br />
the supply hose as far as the connection<br />
with the shuttering. After making the universal<br />
UCI pump connection at the connection<br />
PRECAST CONCRETE ELEMENTS<br />
to the shuttering it is only this pump connection<br />
that has to be cleaned manually.<br />
When using the pump in the plant, it is<br />
necessary to ensure that all of the transport<br />
of the SCC to the pump, whether or not an<br />
intermediate buffering is used, is done with<br />
as little air as possible.<br />
Production of individual components<br />
possible, including sandwich walls<br />
The Upcrete ® method also creates an<br />
opportunity <strong>for</strong> <strong>new</strong> thinking about vertical<br />
fabrication. By filling from below, not only<br />
can solid walls and ceilings be manufactured,<br />
but also, <strong>for</strong> the first time, double walls,<br />
which is something of a revolution. In a pilot<br />
project, <strong>Ratec</strong> created a battery shuttering<br />
scheme, capable of extension, allowing the<br />
manufacture of <strong>precast</strong> parts with thicknesses<br />
of between 60 and 450 mm (sandwich)<br />
in one shuttering. The scheme consists<br />
of pair of linear movable outer <strong>for</strong>mwork<br />
panels and of inner panels that are moved<br />
in and out, alternating with the outer panel<br />
pair; it is similar to the circulation technique.<br />
The outer panel pair can be reused after<br />
holding the concrete <strong>for</strong> between 4 and 5<br />
hours. The concrete element, which cannot<br />
yet be lifted, can remain out of the outer<br />
panel pair <strong>for</strong> the rest of the hardening<br />
time. The inner and outer panels have controlled<br />
heating. By filling from the bottom<br />
up, the original theory behind battery fabrication<br />
has been almost turned on its head,<br />
as a result of which the lower floor no longer<br />
has to be adjusted, and the upper wall<br />
height is generated by a magnetically stop<br />
switch. The grant of a patent illustrates the<br />
uniqueness of this system.<br />
Intelligent work preparation means that this<br />
vertical fabrication can not only be carried<br />
out with great efficiency and whilst using a<br />
very minimum of space, but that products<br />
that are either difficult or impossible to<br />
manufacture using the horizontal method<br />
can be made. By incorporating all the<br />
important, familiar, technical components<br />
of a circulation plant (transverse movement,<br />
friction drives, roller conveyors, control <strong>technology</strong>)<br />
it has been possible to implement<br />
these advantages in an expanding scheme.<br />
Monitoring during the filling is enabled<br />
through the overflow valve, overflow protection<br />
and through the radio remote control.<br />
Other applications: The <strong>new</strong> process <strong>technology</strong><br />
is also suited to the manufacture of<br />
other products as well as <strong>for</strong> integration into<br />
existing shuttering equipment, although the<br />
capacity of such equipment to withstand<br />
CPI – Concrete Plant International – 1 | 2009 www.cpi-worldwide.com
PRECAST CONCRETE ELEMENTS<br />
Fig. 5: Layout of a battery fabrication plant suitable <strong>for</strong> Upcrete <strong>technology</strong><br />
Fig. 6: Battery <strong>for</strong>mwork <strong>for</strong> Upcrete <strong>technology</strong><br />
YOUR SUCCESS IS<br />
OUR BUSINESS<br />
TOTAL SOLUTIONS<br />
FOR THE<br />
PRECAST INDUSTRY<br />
For your <strong>precast</strong> concrete factory we<br />
deliver turnkey complete systems as well<br />
as single components. Give us a call!<br />
Concrete Solutions<br />
53. BetonTage<br />
10.–12. 02. 2009, Neu-Ulm<br />
www.betontage.com<br />
Fig. 7: Sandwich wall and solid wall – both made with<br />
Upcrete <strong>technology</strong> EBAWE Anlagentechnik GmbH · Dübener Landstraße 58<br />
04838 Eilenburg · Germany<br />
www.cpi-worldwide.com CPI – Concrete Plant International – 1 | 2009<br />
Tel.: +49 (0)3423-665-0 · Fax: +49 (0)3423-665-200<br />
info@ebawe.de · www.ebawe.de
168<br />
Fig. 8: View of the outer panel pair <strong>for</strong> the Upcrete battery shuttering<br />
Fig. 9: Curved wall, with differently coloured concretes, made using the Upcrete <strong>technology</strong><br />
PRECAST CONCRETE ELEMENTS<br />
pressure would have to be checked.<br />
Tubbing <strong>for</strong>mwork, garbage can boxes,<br />
staircases and sound insulation walls have<br />
already all been filled with this <strong>technology</strong>.<br />
As a particular example, a curved wall with<br />
a footing was filled from the front with 6 m³<br />
of concrete. A cover was added to the existing<br />
<strong>for</strong>mwork, and different concrete <strong>for</strong>mulations<br />
were used, both in order to check<br />
different surface qualities and also so that<br />
the flows occurring within the shuttering<br />
could be seen through the difference in<br />
concrete colour. This allowed the filling time<br />
to be halved.<br />
The advantages of this method have already<br />
been demonstrated on a variety of products<br />
and under different external conditions, al -<br />
though by no means every possibility has<br />
yet been examined. The following advantages<br />
in particular have become clear from<br />
applications so far:<br />
• fast concreting times<br />
• ideal surface quality with a minimum<br />
of air void content<br />
• optimum dimensional accuracy<br />
• smooth <strong>for</strong>med finish or profiled on<br />
every side<br />
• extremely awkward geometries can be<br />
manufactured in-situ<br />
• <strong>new</strong> products and a height potential<br />
<strong>for</strong> rationalization of existing products<br />
through easy retrofitting<br />
• growing production plant can easily<br />
be adapted to market capacity<br />
This <strong>new</strong> <strong>technology</strong>, which will in no way<br />
replace or displace horizontal fabrication,<br />
nevertheless creates possibilities that permit<br />
further competitive advantages in the <strong>precast</strong><br />
parts industry.<br />
<br />
FURTHER INFORMATION<br />
RATEC GmbH<br />
Karlsruher Strasse 32<br />
68766 Hockenheim, Germany<br />
T +49 6205 940729<br />
F +49 6205 940730<br />
info@ratec.<strong>org</strong><br />
www.ratec.<strong>org</strong><br />
Contact <strong>for</strong> the USA<br />
RATEC LLC<br />
13000 Automobile Blvd, Suite 501<br />
Clearwater · FL 33762, USA<br />
T +1 727 3637732<br />
F +1 727 363 7463<br />
infoUS@ratec.<strong>org</strong><br />
www.ratec.<strong>org</strong><br />
CPI – Concrete Plant International – 1 | 2009 www.cpi-worldwide.com