Volume 20 Issue 2 - Finn-Power International, Inc.
Volume 20 Issue 2 - Finn-Power International, Inc.
Volume 20 Issue 2 - Finn-Power International, Inc.

You also want an ePaper? Increase the reach of your titles
YUMPU automatically turns print PDFs into web optimized ePapers that Google loves.
Management Corner<br />
Reflection, Resolution &<br />
Planning<br />
See Page 3<br />
EuroBLECH <strong>20</strong>10<br />
“Green Means” from Prima<br />
<strong>Finn</strong>-<strong>Power</strong><br />
See Page 12<br />
Tech Tips...<br />
<strong>Finn</strong>-<strong>Power</strong> Turret Flexibility<br />
See Page 2<br />
<strong>Inc</strong>reasing Productivity... See Page 4<br />
Discover Lean Manufacturing... See Page <strong>20</strong><br />
Automation Flexibility... See Page 14<br />
Customer Profiles Highlight<br />
Prima <strong>Finn</strong>-<strong>Power</strong>’s<br />
Productivity and Flexibility<br />
<strong>Volume</strong> <strong>20</strong> <strong>Issue</strong> 2 December <strong>20</strong>10<br />
Bending Technology<br />
Analyze the Options...<br />
FABTECH <strong>20</strong>10<br />
“Green Means” Makes<br />
Impact in Atlanta<br />
See Page 8<br />
See Page 13<br />
Software Updates<br />
Tulus & NC Express<br />
See Page 18<br />
Tooling Articles…<br />
Mate Precision<br />
Tooling See Page 7<br />
Wilson Tool<br />
<strong>International</strong> See Page 23<br />
Wila USA See Page 17
TECH TIPS<br />
<strong>Finn</strong>-<strong>Power</strong> Turret Flexibility<br />
To maximize <strong>Finn</strong>-<strong>Power</strong> turret punch press productivity and flexibility,<br />
the latest series of turrets have several features that are built-in, or can<br />
be added to existing machines.<br />
These features allow the full use of indexable tooling, Multi-Tools and<br />
upforming indexable tools integrated with the <strong>Finn</strong>-<strong>Power</strong> NC Express<br />
graphical programming system.<br />
The turret layout for the standard hydraulic or servo electric machine<br />
consists of <strong>20</strong> stations. The linear drive machines have a 24 or 30 station<br />
turret layout.<br />
Turret Layout Tooling Options<br />
Standard <strong>20</strong> station turret<br />
■ A full 33 ton 3.5” (89 mm) indexable station can be in each odd<br />
numbered station<br />
■ Or a fixed Multi-Tool station<br />
■ Or an indexable drop-in 3 station B, or 8 Station A Multi-Tool in the<br />
standard D auto-index stations<br />
■ 5 odd numbered stations can be indexable upform or fixed upform<br />
stations<br />
On the SB and LB the choice can be:<br />
Standard 24 station turret<br />
■ Every station is capable of index, upform and Multi-Tool, both indexible<br />
and fixed<br />
Standard 30 station turret<br />
■ 15 stations are index, or Multi-Tool capable<br />
■ 7 stations are index and upform index capable<br />
The fixed D upform stations can be customized for large form tools<br />
bigger than 3.5” (89 mm) in diameter up to 4.75” (121 mm) in size using a<br />
modified fixed upform holder. This station allows you to have the oversize<br />
form die sit below the die line and form up from it, leaving the turret clear of<br />
the die when retracted.<br />
The custom holder has the flexibility to<br />
allow the use of regular D size form tools, as well<br />
as up to 3” (76 mm) diameter punching tools.<br />
The turret layout for these machines can<br />
also be factory ordered to have special thick<br />
turret E (4.5”) station bores that are nonindexable<br />
for E size form or cluster punch<br />
tooling that the user may have. This enables you<br />
to have one machine with a large tool capacity<br />
capable of even large forms in a single turret.<br />
Below is a turret layout for the latest series of machines with a <strong>20</strong> station<br />
turret showing turret flexibility options which allow greater productivity by<br />
reducing the number of tool change-outs. This is due to the ability to index<br />
form tools rather requiring single tools at fixed positions. You can also have<br />
many full tonnage index stations in the same turret layout, allowing you to<br />
reduce fixed tool numbers saving on both tool change-out time and the cost<br />
of extra tools.<br />
NC Express Turret Layout<br />
This turret layout has:<br />
■ 24-8 mm/0.312” fixed round tools<br />
or shapes at 0.45 and 90 degrees<br />
■ 10-16 mm/0.625” fixed round<br />
tools or shapes at 0.45 and 90<br />
degrees<br />
■ 8-24 mm/0.945” fixed round tools<br />
or shapes at 0.45 and 90 degrees<br />
■ 3 indexable Multi-Tool regular B<br />
station tools (regular B size tools<br />
can be used in this station)<br />
2<br />
by Andrew McCarlie, Applications Engineer<br />
■ 1 B 1.25” indexable upform station<br />
■ 8 indexable Multi-Tool regular A station tool (regular A size tools<br />
can be used in this station)<br />
■ 2 D 3.5” indexable upform full tonnage stations with 2” punching<br />
capacity<br />
■ 1 3.5” regular full tonnage D index station with 3.5” punching<br />
capacity<br />
■ 1 4.75” fixed upform station with 3.5” punching capacity<br />
■ 7 fixed 1.25” B stations<br />
■ 3 fixed 2” C stations<br />
This gives you a total of 68 tools of which 15 are<br />
fully indexable, including 3 index upform stations<br />
and all are full tonnage capable.<br />
The turret has one specially modified fixed D<br />
upform station for a 4.5” knockout tool. The<br />
station can also be used for regular 3.5”(89 mm)<br />
punch tools.<br />
The Index Upform Capability<br />
The index upform option has been designed to be very flexible. It can<br />
operate in several different ways to accommodate the user giving<br />
greater productivity.<br />
These are:<br />
■ As a punching index station with a 2” (50 mm) diameter<br />
maximum hole size capacity unless the tool is a cluster punch. A<br />
special shim and die holder are used when this mode is being<br />
used. The upform mode is not used.<br />
■ An indexable upforming station with the ability to index a shape<br />
and form at full tonnage up to 3.5” (89 mm) diameter up to<br />
0.6<strong>20</strong>” (16 mm) high. The fully controllable lower upform ram is<br />
used here making it possible to form from below the sheet or die<br />
line thereby eliminating scratches and allowing for forms up to<br />
0.6<strong>20</strong>” (16 mm) high.<br />
The <strong>Finn</strong>-<strong>Power</strong> index upform lower ram is fully controllable at<br />
maximum forming tonnage as well as indexable and NOT just like the<br />
die retraction function of a fixed or indexable station found on some<br />
machines. The servo-electric option machines lower upform ram can<br />
be controlled in 0.001mm increments. This method of forming allows<br />
you to run sheets faster because you do not have a formed die sitting<br />
high in the turret.<br />
The index upform station allows for the use of rollerball or wheel<br />
technology tools with the ability to program the rollerball/wheel die to<br />
lift up into position before forming the material. It<br />
is retracted after being used.<br />
Both the above abilities of the upform station<br />
to die lift independently of the forming mode allow<br />
the flexibility to leave such tools in the turret where<br />
possible and save time changing out tools.<br />
The FINN-ISH LINE is a publication distributed to PRIMA FINN-POWER<br />
customers, prospective customers, employees, dealers, suppliers and friends. The<br />
staff of the FINN-ISH LINE requests article ideas and letters for future publication.<br />
Editor Robert J. Kolcz rjk@primafinnpower.us<br />
Assistant Editor Diana Vazquez diana.vazquez@primafinnpower.us<br />
Technical Editor Lutz Ehrlich lehrlich@primafinnpower.us<br />
Contributing Editor Andrew McCarlie mccarlie@primafinnpower.us<br />
All registered trademarks in this publication are property of their respective owners.
MANAGEMENT CORNER by John Rogers, COO<br />
Reflection, Resolution & Planning<br />
The Holiday Season is traditionally a time<br />
for reflection and resolution. And in this<br />
still uncertain economy, sheet metal<br />
fabrication shop owners and managers should<br />
not only reflect and resolve, but also take this<br />
time to aggressively plan on how to best position<br />
their companies to have the competitive edge in<br />
the months ahead.<br />
To be sure, there are strong glimmers of<br />
hope of a continued recovery. The large number<br />
of visitors to the Prima <strong>Finn</strong>-<strong>Power</strong> EuroBLECH<br />
booth coupled with the fact that we sold a<br />
record amount of equipment during the show<br />
demonstrated strong signs of a resurgence in the<br />
economy. We also experienced a steady stream of<br />
visitors at the FABTECH booth, which was also<br />
very encouraging.<br />
Green Means<br />
Our theme for both shows was Green Means, a<br />
recognition of how during the last decade, Prima<br />
<strong>Finn</strong>-<strong>Power</strong> has pioneered servo-electric products<br />
into the sheet metal fabrication industry. We<br />
introduced the first servo-electric turret punch<br />
press – the E5 work center – in 1998. Since that<br />
time, our family of energy-saving products has<br />
grown to the widest offering of servo-electric<br />
technology in the sheet metal fabrication market.<br />
Today, these products include:<br />
■ Servo-electric turret punch press work<br />
centers, including the new cost efficient E5x<br />
■ Laser cutting<br />
■ Servo-electric press brakes<br />
■ Automatic bending<br />
■ Integrated punching and laser cutting cells<br />
■ Integrated punching and shearing cells<br />
We are helping our customers transform their<br />
facilities into Green Factories. And while the lofty<br />
social and ethical values of green manufacturing<br />
are certainly extremely important, there are also<br />
many practical reasons to consider these products.<br />
Sustainability also adds to manufacturing<br />
efficiency and productivity. All <strong>Finn</strong>-<strong>Power</strong> servoelectric<br />
machines provide our customers with such<br />
benefits as:<br />
■ Higher precision<br />
■ Higher repeatability<br />
■ Higher quality of end product<br />
■ Less energy consumption<br />
■ Lower maintenance costs<br />
■ Lower operating costs<br />
■ Higher versatility<br />
■ Higher reliability<br />
■ Ease of operation<br />
■ Less noise & vibration<br />
Prima <strong>Finn</strong>-<strong>Power</strong>’s servo-electric technology<br />
can produce more accurate, higher-quality parts<br />
while dramatically slashing energy and operating<br />
costs that will add “green” to both your<br />
corporate carbon footprint and company’s<br />
profits. Our Green Means flexibility streamlines<br />
operations and eliminates waste, while matching<br />
the right machine, cell, or system to each<br />
individual customer production need. Whether<br />
your fabrication need is to laser cut, punch,<br />
form, shear, mark, tap, bend, load/unload, utilize<br />
full FMS automation…or anything in-between,<br />
Prima <strong>Finn</strong>-<strong>Power</strong> has the flexible manufacturing<br />
solution for your company.<br />
In The Words of Our Customers<br />
This issue of the FINN-ISH Line features several<br />
customer profile articles that highlight how<br />
Prima <strong>Finn</strong>-<strong>Power</strong>’s flexibility and technological<br />
advantage have helped customers increase their<br />
quality, productivity, and profits:<br />
Pulverman Precision Metal Components,<br />
Dallas, PA (see page 14) Through its emphasis<br />
on contract manufacturing and diversity,<br />
Pulverman has been able to grow its business<br />
and has experienced double digit growth every<br />
year except in <strong>20</strong>09.<br />
■ “We are very impressed with the Prima lasers and<br />
the company’s service. Back in <strong>20</strong>04, I never<br />
imagined having three Prima lasers when we<br />
bought the first. Today, I don’t believe we would<br />
ever buy a different brand. We are quite satisfied.<br />
From a service standpoint, there is high level of<br />
responsiveness and a very good relationship that is<br />
very important to us. We also run our machines<br />
very hard, as evidenced in our first Platino,<br />
which has over 46,000 hours of run time.”<br />
Emerson Network <strong>Power</strong>, Columbus, OH<br />
(see page <strong>20</strong>) In 1997, manufacturing managers<br />
at the Liebert Precision Cooling facility in<br />
Columbus, Ohio decided to replace their existing<br />
legacy mechanical turret punch presses. Instead<br />
of merely replacing the mechanical machines<br />
with hydraulic models, the company invested in<br />
Shear Genius flexible manufacturing cells from<br />
<strong>Finn</strong>-<strong>Power</strong>. In <strong>20</strong>08, the company purchased an<br />
3<br />
automated cell from <strong>Finn</strong>-<strong>Power</strong>. The cell<br />
includes the Shear Genius, a picking/stacking<br />
robot, and the EBe automated bender.<br />
■ “We installed the cell in May <strong>20</strong>08 and made<br />
production level quantities in August. It has<br />
reduced our setup times dramatically compared<br />
to the 18 minute changeover from our press<br />
brakes. There is a savings of 30% in labor when<br />
running the EBe over the manual brake. In<br />
terms of volume, we can now make a panel<br />
every 40-50 seconds. We make approximately<br />
300 parts per shift, running three shifts during<br />
the week. To date, our cost savings with the EBe<br />
has totaled over $750,000, consisting mostly of<br />
labor savings and setup time reduction.”<br />
Vac-Con, Green Cove Springs, FL (see page 4)<br />
Vac-Con is one of the world’s leading<br />
manufacturers of sewer cleaning and excavating<br />
equipment, producing such products as<br />
combination sewer cleaners, jetters, and<br />
industrial vacuums. After attending trade shows<br />
and doing a great deal of research, Vac-Con<br />
purchased a Prima Platino 2D Laser System with<br />
the 10-shelf TowerServer automated work<br />
handling system.<br />
■ “This system has proven to be one of the better<br />
investments that we ever made. It has allowed<br />
us to gain about a 30-35% increase in<br />
output.”<br />
■ “The Platino’s efficiency has allowed us to take<br />
one of the plasma cutting centers off-line.<br />
During the past four years, we have improved<br />
our manufacturing efficiency by 15-<strong>20</strong>%. I<br />
attribute a large part of that to the Prima laser<br />
cutting system and tower.”<br />
Happy Holidays from everyone<br />
at Prima <strong>Finn</strong>-<strong>Power</strong>!
CUSTOMER PROFILE<br />
Florida Manufacturer Dramatically <strong>Inc</strong>reases<br />
Productivity with Automated Laser<br />
Vac-Con, Green Cove Springs, FL, is one of<br />
the world’s leading manufacturers of sewer<br />
cleaning and excavating equipment,<br />
producing such products as combination sewer<br />
cleaners, jetters, and industrial vacuums. Vac-Con<br />
manufactures these products to be sold to<br />
municipalities and contractors across North<br />
America, as well as South America, the Middle<br />
East, and Europe.<br />
Most of the products that Vac-Con<br />
manufactures are cut from steel plate – <strong>20</strong> gauge<br />
up to 2 1 /2 inches. In <strong>20</strong>07, Vac-Con’s<br />
management decided that its fabrication shop<br />
needed more capacity. The company had two<br />
large plate plasma cutting centers and a laser<br />
cutting centers on site. After attending trade<br />
shows and doing a great deal of research, Vac-Con<br />
purchased a Prima Platino 2D Laser System with<br />
the 10-shelf TowerServer automated work<br />
handling system.<br />
“The Prima laser system was<br />
responsible for a 30-40%<br />
increase in our productivity.<br />
Approximately 50-60% of all<br />
metal in our shop is processed<br />
by the Prima laser system.”<br />
The Platino is equipped with lasers developed<br />
and produced at Prima Industrie in laser powers<br />
ranging from 3000 to 5000W. The laser cuts a<br />
broad range of materials and thicknesses with<br />
speed and precision without the need for manual<br />
adjustments. Platino’s laser cutting head gives<br />
users a choice of a 10-inch focal length in<br />
addition to the standard 5-inch and 7.5-inch<br />
lenses. The 10-inch lens enhances the application<br />
flexibility by increasing the depth of focus and<br />
enlarging the spot diameter for high and uniform<br />
cut quality of thick stainless (5/8 in), thick<br />
aluminum (1/2 in) and thick mild steel (1 in).<br />
Offering a compact footprint along with a<br />
Cartesian Cantilever structure that provides threesided<br />
access, Platino is a cost-effective machine<br />
that is easy to operate and quick to program. Its<br />
unique stonecast frame reduces vibration and<br />
increases stiffness by about 4 times compared to<br />
cast iron and about 6 times compared to welded<br />
frames. Its low heat conductivity results in much<br />
higher thermal stability compared to traditional<br />
cast or steel frames.<br />
According to Bob Graden, plant manager,<br />
The Platino is equipped with lasers developed and produced at Prima Industrie in laser powers ranging from 3000 to<br />
5000W. The laser cuts a broad range of materials and thicknesses with speed and precision without the need for manual<br />
adjustments.<br />
Vac-Con’s plant manager Bob Graden (right), considers the Prima Platino a wise investment for his company. It has<br />
allowed the company to gain a 30-35% increase in output.<br />
the Prima Platino has been a wise investment for<br />
Vac-Con. “We decided on the Platino because of<br />
its “footprint”, which fit within the production<br />
space of our building,” explains Graden. “As we<br />
researched the laser market, we also discovered<br />
that Platino and the TowerServer was the most<br />
economical system on the market at that time.”<br />
4<br />
Flexible Automation<br />
Prima’s 10-shelf TowerServer allows easy<br />
loading/unloading for blanks and processed<br />
sheets. It has an elevator for loading and<br />
unloading the pallets on and off the tower, and<br />
features single sheet separating, control systems,<br />
and sheet reference. “This system has proven to
“This system has proven to be<br />
one of the better investments<br />
that we ever made. It has<br />
allowed us to gain a 30-35%<br />
increase in output.”<br />
be one of the better investments that we ever<br />
made. It has allowed us to gain a 30-35% increase<br />
in output,” says Graden. “The Prima TowerServer<br />
improves our efficiency to quickly produce parts<br />
and increases our flexibility by allowing us to store<br />
different gauges and types of material. We run<br />
this unit unmanned throughout our 2nd shift.<br />
Before we bought the Prima, we were producing<br />
Platino’s laser cutting head gives users a choice of a 10-inch<br />
focal length in addition to the standard 5-inch and 7.5inch<br />
lenses. The 10-inch lens enhances the application<br />
flexibility by increasing the depth of focus and enlarging the<br />
spot diameter for high and uniform cut quality of thick<br />
stainless (5/8 in), thick aluminum (1/2 in) and thick mild<br />
steel (1 in).<br />
“The Prima TowerServer<br />
improves our efficiency to<br />
quickly produce parts and<br />
increases our flexibility by<br />
allowing us to store different<br />
gauges and types of material.<br />
We run this unit unmanned<br />
throughout our 2nd shift.”<br />
about 80 sheets a week off the two plasma cutting<br />
centers. Now we are cutting anywhere from <strong>20</strong>0<br />
to 300 sheets per week. The Platino’s efficiency<br />
has allowed us to take one of the plasma cutting<br />
centers off-line. During the past four years, we<br />
have improved our manufacturing efficiency by<br />
15-<strong>20</strong>%. I attribute a large part of that to the<br />
Prima laser cutting system and tower.”<br />
The TowerServer not only helped produce<br />
more parts for Vac-Con, but allowed the<br />
company to better manage its sheet steel<br />
inventory. “Every day our engineers look at parts<br />
in a different light because we now have<br />
capabilities throughout our laser cutting<br />
operations which allow us to not only to improve<br />
the quality of the part, but in some cases to be<br />
able to combine pieces that we used to have to<br />
make and then weld together,” explains Graden.<br />
“We are able to cut it on our laser cutting center<br />
and then go to our press brake operations and<br />
greatly reduce our welding time and increase the<br />
appearance and quality of parts that we produce.”<br />
Proven Performance<br />
According to Graden, since installation, the Prima<br />
laser system has proven itself time and time again<br />
at Vac-Con. “When we first brought the Platino<br />
online, we had two operators operating the<br />
machine 16-<strong>20</strong> hours per day,” says Graden. “As<br />
we gained a better understanding of the machine<br />
and got more familiar with the nesting of the<br />
parts we produce, we found that we could<br />
actually move one of the operators to another<br />
function within the fabrication area. Because we<br />
can run “lights out” with the Prima Platino laser<br />
system, it is nice to come to the shop in the<br />
morning and find parts sitting there ready to go<br />
to other processes. We can now build the trucks<br />
more efficiently.”<br />
Reduced Secondary Operations<br />
The Platino laser system also helped improve<br />
quality at Vac-Con. “We have seen a great<br />
improvement in the quality of parts that come off<br />
the Platino,” explains Graden. “The parts coming<br />
off the plasma cutting machines had to be put<br />
through a secondary operation. We have a<br />
5<br />
Prima’s 10-shelf TowerServer allows easy loading / unloading<br />
for blanks and processed sheets. It has an elevator for loading<br />
and unloading the pallets on and off the tower, and features<br />
single sheet separating, control systems, and sheet reference.<br />
sanding machine that is located next to the<br />
plasma cutting machines, and we had to put all<br />
those parts from the plasma cutter through the<br />
sander. The Prima laser has eliminated secondary<br />
operations in about 99% of the parts that we<br />
process through the Platino.”<br />
The Platino laser system also helped improve quality at Vac-Con. It has eliminated secondary operations in about 99% of<br />
the parts that the company processes through the Platino.
continued from page 5<br />
<strong>Inc</strong>reased Productivity<br />
Prior to purchasing the Prima laser system in<br />
<strong>20</strong>07, Vac-Com produced 18-<strong>20</strong><br />
combination machines per month. “Once<br />
we bought the Prima, our on-line efficiency<br />
and production continued to increase until<br />
we were producing between 32-34 units per<br />
month,” reflects Graden. “The Prima laser<br />
system was responsible for a 30-40%<br />
increase in our productivity. Approximately<br />
50-60% of all metal in our shop is processed<br />
by the Prima laser system.”<br />
“The Platino’s efficiency<br />
has allowed us to take one of<br />
the plasma cutting centers<br />
off-line. During the past four<br />
years, we have improved our<br />
manufacturing efficiency by<br />
15-<strong>20</strong>%. I attribute a large<br />
part of that to the Prima<br />
laser cutting system and<br />
tower.”<br />
Vac-Con decided to purchase the Platino because of its<br />
footprint, which fit within the production space of its<br />
building. As the company researched the laser market, it<br />
discovered that Platino and the TowerServer was the most<br />
economical system on the market at that time.<br />
Quality & Service<br />
Every unit that Vac-Con produces goes through<br />
its rigorous testing facility. Every unit is raised in<br />
the air and inspectors walk underneath it to check<br />
the wiring and electrical, hydraulics, and<br />
plumbing that is mounted underneath the truck.<br />
Vac-Con inspectors operate every function on<br />
each truck for 2-4 hours. Then the company<br />
repeats the process on the lift again to look for<br />
any issues from the practice run.<br />
“We decided on the Platino<br />
because of its ‘footprint’,<br />
which fit within the<br />
production space of our<br />
building. As we researched<br />
the laser market, we also<br />
discovered that Platino and<br />
the TowerServer was the most<br />
economical system on the<br />
market at that time.”<br />
“Another reason we chose Prima was that in<br />
years past, we’ve had some issues with the<br />
customer support and service support,” says<br />
Graden. “Prima management made a<br />
commitment to us that if we bought the machine<br />
6<br />
Vac-Con is one of the world’s leading manufacturers of sewer cleaning<br />
and excavating equipment, producing such products as combination<br />
sewer cleaners, jetters, and industrial vacuums.Vac-Con manufactures<br />
these products to be sold to municipalities and contractors across North<br />
America, as well as South America, the Middle East, and Europe.<br />
that they would continue to support the system as<br />
long as we had it in our operation. And for the<br />
past three years, every time we’ve needed<br />
assistance, they’ve honored our partnership.” Bill<br />
Barnes, plant engineer /maintenance manager<br />
adds: “We still communicate on a regular basis<br />
with the tech that did the Prima installation in<br />
<strong>20</strong>07. We have each other’s phone numbers. They<br />
do a good job of supporting me. Whether it is a<br />
quick software calibration fix, parts, or service,<br />
they have always been there for us.”<br />
Most of the products that Vac-Con manufactures are cut<br />
from steel plate – <strong>20</strong> gauge up to 2 1 /2 inches.
FOCUS ON TOOLING<br />
New Options for Forming Efficiency<br />
Prima <strong>Finn</strong>-<strong>Power</strong> turret press users now<br />
have additional options for more flexible,<br />
efficient, and affordable forming<br />
operations.<br />
Ultraform Fx And Ultraform<br />
Xt Holders<br />
First up are Mate’s new Ultraform FX and<br />
Ultraform XT holders that offer fabricators the<br />
flexibility of Mate’s top-of-the-line ULTRAFORM®<br />
insert system, yet even more affordable.<br />
Ultraform FX and Ultraform XT both take<br />
full advantage of the interchangeability of<br />
Mate’s ULTRAFORM insert system without all<br />
of the features. The reduced holder complexity<br />
is for machines with precise stroke control, such<br />
as Prima <strong>Finn</strong>-<strong>Power</strong>® eMachines. They’re also<br />
for customers who do not want or infrequently<br />
use length adjustment.<br />
Ultraform Fx:<br />
Ultraform FX is a fixed-length holder designed<br />
for customers who:<br />
■ Desire flexibility<br />
■ Own machines with precise stroke control<br />
■ Do not want length adjustment –<br />
Ultraform FX uses Mate’s Ultraform holder<br />
system so that customers may use an<br />
unlimited number of forming tools with<br />
the same holder.<br />
Available in B through E-Stations,<br />
Ultraform FX features multiple angle settings of<br />
0, 90, 180 and 270 degrees and lubrication<br />
grooves.<br />
Ultraform Xt:<br />
Ultraform XT is designed for customers who:<br />
■ Desire flexibility<br />
■ Perform infrequent length adjustment<br />
Ultraform XT uses Mate’s ULTRAFORM<br />
holder system so that customers may use an<br />
unlimited number of forming tools with the<br />
same holder.<br />
Available in B through E-Stations, Ultraform<br />
XT features multiple angle settings of 0, 90, 180<br />
and 270 degrees and lubrication grooves. To<br />
adjust the length, customers just need to loosen<br />
the head cap and turn the punch head.<br />
Eliminate A Secondary Operation<br />
With Rollerball Deburr<br />
The punching process frequently causes burrs<br />
on sheet metal parts. Removing them often<br />
How Rollerball Deburr works:<br />
7<br />
By John Galich, Marketing Manager, Mate Precision Tooling<br />
requires secondary deburring operations that are<br />
either performed manually or use specialized<br />
equipment. With Mate’s new Rollerball Deburr<br />
tool, you may eliminate these costly secondary<br />
operations right at the punch press. Sold as a<br />
set, Rollerball Deburr comes complete with<br />
everything you need, including three springs<br />
that allow them to adjust the tension<br />
appropriate to the material being punched.<br />
Rollerball Deburr is available in Ultraform,<br />
Ultraform FX and Ultraform XT versions.<br />
Mate’s Rollerball Deburr tool takes<br />
advantage of its Rollerball technology, which<br />
uses the extended programming capabilities<br />
presses that can operate in the x and y axis with<br />
the ram down. Rollerball Deburr pushes the<br />
burr away and creates a radius on the side of the<br />
part. Using a special ball in both the upper and<br />
lower part of the tool, every possible part<br />
contour can be processed—even small corners.<br />
Mate Rollerball Deburr can be used with such<br />
materials as mild steel, stainless steel and<br />
aluminum materials.<br />
Mate’s forming solutions gives Prima <strong>Finn</strong>-<br />
<strong>Power</strong> users additional opportunities to<br />
maximize the efficiency of your turret press.
BENDING TECHNOLOGY<br />
Discovering the<br />
Best Path to<br />
Better Bending<br />
Analyze the options, from the<br />
stand-alone press brake to the<br />
fully automated panel bender<br />
By Michael Stock<br />
Think about the old days for a second. A<br />
single-station duplicator punch press was<br />
the epitome of blanking precision for<br />
many a contract fabricator. Then this new<br />
technology called a turret punch press came<br />
along. It could hold multiple tools, move the<br />
sheet to the right location, and cut interior<br />
holes and part profiles. Production went<br />
through the roof. Then the laser cutting<br />
machine emerged on the scene and removed<br />
tooling and the associated setup from the<br />
equation, increased part profiling and sheet<br />
nesting flexibility, and yielded higher machine<br />
efficiency and maximum throughput in highmix,<br />
low-volume applications.<br />
However, more important than that, for the<br />
first time the machine controlled part quality. As<br />
long as it had the right program and the correct<br />
punch tools or laser focusing head, a blanking<br />
machine could read and execute programmed<br />
instructions correctly from the first part<br />
onward. If another batch of those parts came in<br />
a week, a month, even a year hence, the<br />
machine could produce the exact same part.<br />
To be sure, skilled personnel are still<br />
needed to program, set up, and maintain the<br />
machine, and periodic edge quality inspection<br />
is still as important as ever. But when it comes<br />
to process operation, a human no longer needs<br />
to monitor a machine continuously to ensure it<br />
makes good parts.<br />
More recently, bending technology has<br />
undergone a similar evolution, but admittedly,<br />
the challenges have been more complex. The<br />
modern press brake is now a CNC machine<br />
capable of high repeatability, but it still requires<br />
an operator to hold the part during the process<br />
and set up the tooling. A multiaxis robot can be<br />
integrated with the CNC brake to eliminate<br />
operator handling, but currently it does not<br />
efficiently address the tooling setup from one<br />
part to the next.<br />
The panel bender changes this. The<br />
bending process can be fully automated—<br />
automatic tool setup, automatic part loading,<br />
complete part manipulation, and unloading (see<br />
Figure 1). It produces positive and negative<br />
bends quickly and accurately, no blank flipping<br />
required. The part stays flat on the machine<br />
table as only the flange is bent. Now, like the<br />
blanking machine, the bending machine controls<br />
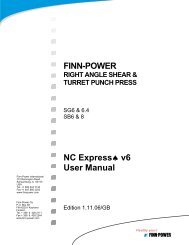
FIGURE 1 The level of bending automation you need depends on myriad factors, such as part size and expected volume. In this setup,<br />
an automated blanking and panel bending cell speeds the fabrication of large panels.<br />
part quality and, on some parts, forms in<br />
seconds what would take a press brake a few<br />
minutes.<br />
“Panel benders can’t handle<br />
everything a stand-alone or<br />
robotized press brake can, but<br />
then again, it can do many<br />
profiles that are either very<br />
difficult or impossible to do in<br />
a press brake.”<br />
Note the key phrase, though: some parts.<br />
Panel benders can’t handle everything a standalone<br />
or robotized press brake can, but then<br />
again it can do many profiles that are either very<br />
difficult or impossible to do in a press brake. In<br />
fact, bending automation has always been more<br />
8<br />
complex. Aside from using punch form tools,<br />
blanking deals mainly with just two dimensions.<br />
In bending, you have all three to worry about.<br />
Choosing which bending technology is best<br />
involves balancing maximum throughput with<br />
your expected return on investment. To uncover<br />
that, you need to have a good understanding of<br />
the bending requirements specific to your<br />
application and know exactly how your bending<br />
operators spend their day; that is, how much<br />
time they spend bending versus not bending.<br />
You need to know the setup times your parts<br />
require; downtime between jobs; the percentage<br />
of time operators are handling the part; your<br />
scrap rate, including scrap produced during<br />
setup (tryout parts) and rejected pieces produced<br />
during the run; and your average daily output of<br />
each machine. You need to know your expected<br />
part volume and optimal batch size that<br />
minimizes the cost of work-in-process (WIP).<br />
You also need to keep an open mind to all the<br />
bending options out there—and there are many.
Technology Basics<br />
Press brakes are common for a reason: They’re<br />
inexpensive and versatile. If stage bending, you<br />
can carry a complex part through multiple<br />
bends on different tool sets within one brake<br />
bed, and finish a complex part after just one<br />
handling. If you’re using special tools, such as<br />
an offset punch and die set, and if the brake has<br />
sufficient tonnage, you can bottom-bend a<br />
complex geometry precisely, in one hit.<br />
But the brake has drawbacks that have<br />
given headaches to many a metal manufacturer.<br />
Often the press brake remains the operation’s<br />
principal bottleneck. Why? It’s because of setup<br />
and the high level of operator skill generally<br />
required. It takes time to switch out tools and<br />
create or retrieve an existing program, and it<br />
may take a few tryout pieces to make a good<br />
part. Recent press brake technology has helped<br />
reduce this time via quick-change tool clamps,<br />
multiaxis backgauges, and real-time control<br />
feedback that detects variances in material.<br />
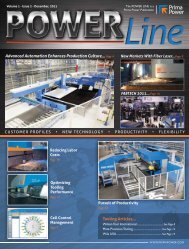
FIGURE 2 A panel bender can perform positive and<br />
negative bends without flipping the workpiece.<br />
FIGURE 3 Behind the panel bender’s hold-down tool<br />
segments, shown at left, are two bending blades. One moves<br />
up for positive bending, the other moves down for negative<br />
bending (blades are shown in the center, at the bottom and<br />
top of the image).<br />
But the basic premise of brake bending has<br />
remained the same for decades. The brake<br />
applies pressure to the blank in three places: the<br />
two die shoulders on the bottom and the punch<br />
tip on the top. To air-bend, the punch descends<br />
a predetermined distance into the V die, below<br />
the die shoulders. Mathematically, you can<br />
determine how far the punch needs to go to<br />
bend a sheet of a certain thickness to the<br />
specified angle. This equation involves not only<br />
the final outside radius desired, but also the<br />
material thickness. So as thickness varies<br />
unexpectedly, the radius changes a little bit,<br />
which influences the actual bend angle—hence<br />
the need for those test parts.<br />
A panel bender is different. The material<br />
isn’t bent with pressure applied on both sides of<br />
the metal. Instead, the sheet is positioned under<br />
a hold-down tool and a flange is bent in the<br />
positive or negative direction. A bottom blade<br />
moves up to bend positively; a top blade moves<br />
down to bend negatively (see Figures 2 and 3).<br />
The upper hold-down tool segments and<br />
stationary bottom hold-down tool clamp the<br />
blank in place, but they don’t directly form the<br />
metal. The only forming pressure applied comes<br />
from those upper or lower blades. The sheet<br />
metal is formed with just one pressure point<br />
from the blade on one side of the sheet—a lot<br />
less complicated than the press brake’s three<br />
points of pressure. The blades approach the<br />
flange in a curved movement (technically<br />
speaking, through interpolation of two axes), so<br />
they maintain a single point of contact<br />
throughout the bend. Without this, the blade<br />
would slide against the flange during bending.<br />
The curved movement also allows for complex<br />
bending operations, like radius bumping,<br />
without specialty tools (see Figure 4).<br />
Panel Bending Advantages<br />
Automated panel benders thrive on large<br />
workpieces with both positive and negative<br />
flanges that are difficult to handle in the press<br />
brake. Also, material variation and springback<br />
can be less significant on a panel bender because<br />
the bending method generally puts less stress on<br />
the workpiece.<br />
Referencing differs in a panel bender.<br />
Before bending, the sheet is placed against<br />
locating pins. The hold-down tools clamp on,<br />
the locating pins move out of the way, and the<br />
upper and lower blades move in to commence<br />
bending, starting with the outermost bend and<br />
moving inward. Because the machine handles<br />
the part during bending, it can reference all<br />
bends from the center of the blank out. This<br />
means bends aren’t referenced off of previous<br />
bends, as they are with a conventional CNC<br />
press brake, with operators holding those prior<br />
bends against the backgauge. It doesn’t matter<br />
how sophisticated a press brake’s backgauge is; if<br />
a previous bend is off, those loose tolerances will<br />
accumulate over subsequent bends.<br />
FIGURE 4 A panel bender’s bending blades move in a curved<br />
motion to perform complex bending operations, including<br />
radius bumping.<br />
9<br />
“Automated panel benders<br />
thrive on large workpieces<br />
with both positive and<br />
negative flanges that are<br />
difficult to handle in the press<br />
brake. Also, material<br />
variation and springback can<br />
be less significant on a panel<br />
bender because the bending<br />
method generally puts less<br />
stress on the workpiece.”<br />
In a panel bender, the angle is determined<br />
not by the tooling, but by the motion of the top<br />
and bottom bending blades. It’s the hold-down<br />
tool segments that must be changed out for<br />
various part widths. Many panel bender models<br />
change out these upper tools automatically,<br />
often within a few seconds (see Figure 5).<br />
An automated panel bender uses a<br />
manipulator to move the blank by sliding it into<br />
the hold-down tools to correctly position the<br />
bend line for the required bend sequence, then<br />
turning it to the next side. Some stand-alone<br />
panel benders remove the table and<br />
manipulator, leaving blank manipulation to a<br />
human operator or articulating-arm robot.<br />
FIGURE 5 On this panel bender, the top hold-down tool<br />
segments are changed out automatically.<br />
Panel Bending Limits<br />
Knowing this, you might wonder why all the<br />
press brakes in the world aren’t replaced by<br />
panel benders. Sure, the panel bender is more<br />
expensive than the press brake, but a panel<br />
bender’s productivity is so much greater. So it’s<br />
not just about the price tag. It’s really because a<br />
panel bender can’t handle everything a press<br />
brake can.<br />
Most benders can’t handle stock thicker<br />
than 11-gauge mild steel. Also, automated panel<br />
benders work with parts that are only so small,<br />
generally a little more than 6 in. wide,<br />
continued on page 10
BENDING TECHNOLOGY<br />
continued from page 9<br />
depending on the exact part dimensions and<br />
bend requirements. Anything smaller and the<br />
manipulator can’t handle the part (see Figure 6).<br />
Stand-alone panel benders don’t have a<br />
manipulator, but parts still must be large<br />
enough to be handled by at least one 4.5-in.wide<br />
hold-down upper tool segment.<br />
Panel benders can form flanges only so high<br />
or long. Typical applications involve flanges 8<br />
in. and less. This is due to the panel bender’s<br />
design. Behind those upper and lower bending<br />
FIGURE 6 On this automated panel bender, a<br />
manipulator moves the blank into position.<br />
blades is a rigid C frame with (you guessed it)<br />
an 8-in. throat. Any flange greater than that<br />
would interfere with the machine.<br />
Some panel benders also can have trouble<br />
with some interior flanges, no matter their<br />
height. Picture a 4-foot-square blank with a<br />
cutout window in the center having a flange on<br />
at least two sides, which need to be bent up.<br />
Remember the panel bender’s 8-in. throat? In<br />
most cases, the sheet can’t be positioned far<br />
enough in to make those bends. And even if it<br />
could, the manipulator common to most<br />
automated panel benders couldn’t hold the part,<br />
because the material is missing in the center.<br />
Similarly, a panel bender has trouble with<br />
blanks with punched forms, such as louvers,<br />
specifically on the negative side of the sheet.<br />
The sheet can’t lie flat anymore, which means it<br />
won’t suit a panel bender.<br />
Such benders also can’t bottom-bend an<br />
offset or some other special form profiles like a<br />
press brake can, and this makes certain precision<br />
bend geometries better-suited for the press<br />
brake, particularly those formed in one hit with<br />
special tools. For instance, some jobs require a<br />
one-metal-thickness offset on the edge of a<br />
panel so it can fit up with an adjacent panel<br />
when assembled. A panel bender can air-bend<br />
this to a lazy offset, which may be suitable, but<br />
it can’t do it with the precision, 90-90-degree<br />
accuracy obtained with the special single-hit<br />
offset tooling in a press brake, provided the<br />
brake has sufficient tonnage.<br />
Avoid Tunnel Vision<br />
Still, such an offset bend could be formed<br />
upstream in a turret punch press using a wheel<br />
tool, then make its way to the panel bender for<br />
the remaining bends. This fact proves an<br />
important point: Avoid tunnel vision when it<br />
comes to bending options. It isn’t just about what<br />
bends a machine can do; it’s about what<br />
combination of technology produces maximum<br />
throughput and quick ROI. A large percentage of<br />
parts usually can be redesigned to maximize the<br />
advantages of this technology.<br />
For automated panel benders, an acceptable<br />
ROI usually requires higher part volume. Note<br />
that “volume” in this sense doesn’t mean large<br />
batch sizes. On the contrary, one of the greatest<br />
advantages of a panel bender is that it can be<br />
programmed to bend short runs of complex parts<br />
with mere seconds of hold-down-tool changeover<br />
time between them. These machines are great at<br />
handling very small batch sizes. The more setup<br />
time an operation takes on a press brake,<br />
generally the more time a panel bender can save.<br />
So in this case, “large volume” may mean a great<br />
number of short-run parts. Call it “high mix,<br />
high volume.”<br />
Of all the bending options, the stand-alone<br />
press brake is the least expensive, followed by the<br />
robotized press brake. A stand-alone panel bender<br />
is generally more expensive (depending on<br />
product configurations), followed by the same<br />
panel bender with an integrated robot. Finally,<br />
there are the fully automated panel benders and<br />
integrated flexible manufacturing systems with<br />
material and part retrieval.<br />
Some might raise their eyebrows at the<br />
stand-alone panel bender: Why is it more<br />
10<br />
“Some might raise their<br />
eyebrows at the stand-alone<br />
panel bender: Why is it<br />
more expensive than the<br />
robotized press brake? Here,<br />
you have to look at<br />
efficiency and productivity,<br />
particularly when it comes<br />
to complex parts.”<br />
expensive than the robotized press brake? Here,<br />
you have to look at efficiency and productivity,<br />
particularly when it comes to complex parts.<br />
Robotized press brakes are great at handling<br />
large, heavy parts that would strain operators.<br />
But if a person spends a lot of time setting up a<br />
press brake for a certain group of short-run jobs,<br />
so will the robot. A robot may be able to move<br />
faster, and it doesn’t go out for a coffee break or<br />
call in sick, but it still must go through all the<br />
motions a human would.<br />
Consider the conundrum many job shops<br />
find themselves in during this economic<br />
recovery. They survive on short-run jobs that<br />
keep money coming in the door, but those jobs<br />
can cause huge headaches on the floor.<br />
Say you have 60 or so orders of 10-piece<br />
runs requiring complex bends and multiple tool<br />
changes on the press brake. With a stand-alone<br />
press brake, you spend most of your time<br />
setting up tools and moving material. And a<br />
robotized press brake doesn’t necessarily make<br />
things easier. Those 60 parts of different<br />
geometries may require about 30 grippers for<br />
the robot—and what robot cell has enough<br />
room for 30 grippers? If you want the robot to<br />
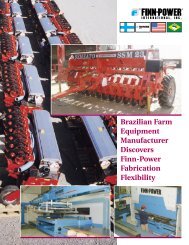
FIGURE 7 In this stand-alone panel bender, the operator positions the part next to the locating pins, and the machine takes it<br />
from there, holding the workpiece during the bending process.
change out tools, you’ll need more grippers, or a<br />
person will need to intervene to perform setups<br />
manually. That makes for a cluttered robot cell<br />
and a lot of extra robot movement, complexity<br />
that may outweigh any increase in part<br />
consistency or reduction in bending cycle time<br />
the robot may achieve.<br />
The stand-alone panel bender, though, is<br />
different. You call up the program (often by just<br />
scanning in a bar code on the job traveler), and<br />
robotic manipulators change out the hold-down<br />
tools. You place the part against the locating<br />
pins, and the machine takes it from there,<br />
completing the operation in a few seconds or<br />
minutes (see Figure 7). If you integrate an<br />
articulating-arm robot within the panel bending<br />
cell, you eliminate the need for human<br />
intervention entirely. A complex part might take<br />
50 seconds on a stand-alone panel bender,<br />
without a robot, while that same part would<br />
take 3 or 4 minutes in a robotized press brake.<br />
This isn’t to say a robotized press brake<br />
can’t be a smart investment. If your batch sizes<br />
generally are 25 or more pieces and parts are of<br />
average complexity, then one skilled brake<br />
technician can operate several automated brake<br />
cells and send productivity sky-high. But just be<br />
aware that a robotized press brake cell isn’t the<br />
only option to increase efficiency, improve part<br />
quality, or automate the bending operation.<br />
Equipment Choice: Where to Begin<br />
A shop with three press brakes that bend 50,000<br />
pieces a year isn’t going to be able to justify an<br />
automated panel bender. Such a machine would<br />
bend parts quickly and then sit idle most of the<br />
time. Yes, as any lean manufacturing guru will<br />
tell you, machine idle time isn’t a bad thing;<br />
overall manufacturing time is what really<br />
matters. All the same, 50,000 pieces can bring<br />
in only so much annual revenue. If such a shop<br />
isn’t expecting to increase sales significantly, it<br />
would take a long, long time to recoup the<br />
investment.<br />
A good candidate for automated panel<br />
bending is a shop with four or more press<br />
brakes processing roughly 100,000 parts or<br />
more a year. This “minimum volume” number<br />
is for the ROI calculation. The more volume<br />
you have (again, this could be a great number of<br />
extremely short-run parts), the faster ROI you’ll<br />
get. An automated panel bender running over<br />
two shifts can produce roughly 350,000 pieces a<br />
year. Obviously, such machines give a shop<br />
tremendous capacity.<br />
A shop with a dozen or so press brakes<br />
might run as many as a few thousand part<br />
geometries over one year. An automated panel<br />
bender may be able to handle only 30 to 40<br />
percent of those parts. But if that percentage<br />
consists of large volumes, or if those parts require<br />
long setup times and are difficult to handle, a<br />
panel bender would produce a quick ROI. It<br />
would increase part consistency and, because<br />
setups happen in seconds, allow the<br />
shop to run even smaller batch sizes to<br />
reduce the cost of WIP.<br />
But what if that 30 to 40 percent<br />
doesn’t entail a large enough volume<br />
of total parts? Here the automated<br />
panel bender might not be the best<br />
solution. In this case, a stand-alone<br />
panel bender that does not have a<br />
manipulator might suit, because it can<br />
handle a greater variety of blank<br />
sizes—perhaps enough to handle 60<br />
to 70 percent of your part mix. Also,<br />
like with the automated panel bender,<br />
the stand-alone panel bender can send<br />
setup and cycle times plummeting. A<br />
shop with four press brakes needing to<br />
increase capacity may consider adding<br />
two more. But the stand-alone panel<br />
bender alone might be able to do the<br />
work of four press brakes. This means<br />
the shop could invest in the bender<br />
and actually sell two of its existing press<br />
brakes—and still increase capacity while<br />
reducing WIP.<br />
But what if even the stand-alone<br />
panel bender can’t handle that many parts?<br />
What if a shop runs a variety of sheet<br />
thicknesses, with only 30 percent of the part<br />
mix being 11-ga. or thinner? Or perhaps it deals<br />
with a large portion of parts requiring flange<br />
lengths longer than 8 in., and they happen to be<br />
awkward for a person to handle, but still easily<br />
stackable or otherwise manipulated. In these<br />
cases, a robotized press brake might suit best.<br />
In fact, an articulating-arm robot, in a press<br />
brake cell or tied to a stand-alone panel bender,<br />
has its own advantages. Once it’s finished<br />
bending, that same robot can send the bent part<br />
to downstream operations. Want to put the part<br />
on a conveyor to send it to a downstream cell<br />
for hardware insertion? An articulating-arm<br />
robot can do that. How about placing a bent<br />
piece in a welding fixture? A robot can do that<br />
too. In fact, the robot creates a palette of<br />
possibilities that other forms of automation<br />
don’t offer.<br />
Growing With Automation<br />
The level of automation you choose and how<br />
quickly you achieve an ROI depend on the<br />
number of parts that flow through the shop. As<br />
that volume grows, so generally does the level of<br />
automation.<br />
For many, it happens incrementally. A shop<br />
first invests in a level of bending automation<br />
that gives a suitable ROI for their projected<br />
part volume. That piece of automation<br />
increases the shop capacity and shortens leadtimes,<br />
making the whole operation more<br />
competitive. Part volumes grow. The volume<br />
may come from a large number of short-run<br />
jobs, but again, panel benders can handle those<br />
small lots quickly and easily.<br />
11<br />
FIGURE 8 A flexible manufacturing system integrates punching, cutting,<br />
bending, and a material storage and retrieval system. All are coordinated<br />
for optimal line balancing, so that parts arrive at downstream processes at<br />
the right time.<br />
As volume grows further, the shop invests<br />
in more automation, perhaps a flexible<br />
manufacturing system (FMS) that can retrieve<br />
cut parts from the blanking machine, store<br />
them, and then send them on to the bending<br />
cell a few minutes or hours later. The FMS is<br />
carefully timed for optimal line balancing so<br />
that all components arrive at downstream<br />
processes at the right time (see Figure 8).<br />
The right automation adds capacity<br />
without adding more people, increasing the<br />
value of each skilled employee. Skilled press<br />
brake technicians, those who really know the<br />
fundamentals of sheet metal bending, remain<br />
incredibly valuable assets, and they are difficult<br />
to find even during these challenging economic<br />
times. One technician, who perhaps once spent<br />
his or her day standing by one press brake<br />
bending parts, can become much more valuable<br />
operating two or three automated cells<br />
simultaneously.<br />
Michael Stock is manager of bending products for<br />
Prima <strong>Finn</strong>-<strong>Power</strong> North America.<br />
Reprinted with permission from THE FABRICATOR.<br />
July, <strong>20</strong>10
EUROBLECH TRADE SHOW<br />
“Green Means” From<br />
Prima <strong>Finn</strong>-<strong>Power</strong><br />
Under the theme – “Green Means” – Prima<br />
<strong>Finn</strong>-<strong>Power</strong>’s EuroBLECH booth was the<br />
center of intense interest from fabricators<br />
throughout Europe and the world. Not only were<br />
the throngs of visitors enthusiastic, but<br />
demonstrated strong signs of a resurgence in the<br />
economy. Prima <strong>Finn</strong>-<strong>Power</strong> sold a record amount<br />
of equipment during EuroBLECH <strong>20</strong>10.<br />
“Over the years, both the Prima and <strong>Finn</strong>-<br />
<strong>Power</strong> product lines have been developed towards<br />
greater flexibility and operating economy through<br />
versatility, high automation level, and low energy<br />
and maintenance cost,” says Tomas Hedenborg,<br />
SVP in charge of sales, service, and marketing.<br />
“Also for a long time, the ecological aspects have<br />
been included among design criteria. It is now<br />
time to sum up all the eco-friendly freatures and<br />
tell the fabricating world that we can truly provide<br />
them with Green Means. This translates into<br />
technology and knowhow which will meet the<br />
requirements of both productivity and more<br />
sustainable manufacturing.”<br />
The Prima <strong>Finn</strong>-<strong>Power</strong> list of equipment at<br />
EuroBLECH included:<br />
■ New generation of the Prima Rapido laser<br />
■ Prima Zaphiro 2D high-range laser<br />
■ New servo-electric Shear Genius<br />
■ Flexible Fast Bend servo-electric bending<br />
machine<br />
■ New version of Tulus software<br />
■ New generation NC Express CAD/CAM<br />
software<br />
12
FABTECH TRADE SHOW<br />
Prima <strong>Finn</strong>-<strong>Power</strong> Green Means Makes an<br />
Impact in Atlanta<br />
The Prima <strong>Finn</strong>-<strong>Power</strong> booth was filled with curious fabricators from the<br />
Southeast and across the country in the Georgia World Congress in<br />
Atlanta, November 2 - 4. The FABTECH booth featured the same Green<br />
Means theme as EuroBLECH. Each day of the show, hundreds of interested<br />
visitors entered the Prima <strong>Finn</strong>-<strong>Power</strong> booth to see the latest in laser cutting,<br />
bending, and punching technology, including:<br />
■ Fast Bend, a new servo-electric bending concept, capable of bending five<br />
different parts in just five minutes<br />
■ Zaphiro, a new high-range 2D laser<br />
■ E5x, the cost efficient, servo-electric punching center<br />
13
CUSTOMER PROFILE<br />
Pulverman Thrives with Prima Laser Systems<br />
Pulverman Precision Metal Components,<br />
Dallas, PA, was founded in the 1940's as<br />
a machine/fabrication shop that<br />
primarily serviced the local industry's machine<br />
and HVAC requirements. Randy Mark,<br />
president, purchased Pulverman in September,<br />
1999. At that time, the company had only eight<br />
employees, a small 9,600-square-foot<br />
production facility, and sales revenues below<br />
$500,000 per year. However, with this<br />
acquisition, Pulverman’s financial future was<br />
about to change dramatically.<br />
Mark transformed the company into a<br />
contract manufacturer servicing such diverse<br />
industries as trucking and transportation,<br />
HVAC, medical cabinetry, construction,<br />
computer doors, industrial components,<br />
appliance, food processing, agriculture, among<br />
others. In <strong>20</strong>04, the company moved into its<br />
new 80,000-square-foot facility with over 160<br />
employees. And sales revenues have soared to in<br />
excess of $<strong>20</strong>-million per year.<br />
Company Growth & Engineering<br />
“Through our emphasis on contract<br />
manufacturing and diversity, we’ve been able to<br />
grow our business,” explains Mark. “We’ve<br />
experienced double digit growth every year<br />
except in <strong>20</strong>09. We have evolved into a multimillion<br />
dollar company that provides our<br />
customers with laser cutting, fabricating,<br />
machining, stamping, and powder coating<br />
capabilities. Our highly trained and experienced<br />
engineering group provide our customers with<br />
technical expertise, product improvement ideas,<br />
and new product development support.<br />
Through our product improvement strategy, we<br />
can offer design alternatives for parts and<br />
assemblies to improve or reduce cost of an<br />
existing configuration. Our modern software<br />
tools – including AutoCAD and 3-D modeling<br />
– give us the opportunity to share information<br />
According to Ken Yermal, engineer, while lights out automation is not a major part of Pulverman’s current production, the Prima<br />
Platino lasers have helped the company trim labor costs. With two people, the company is able to run all three Platino lasers<br />
efficiently, and have parts that are already out of the skeleton and ready to move to the next operation. In most cases, no deburring<br />
operations are needed.<br />
In order to expand its laser cutting capabilities, Pulverman purchased a Prima Platino 2D laser system with a 10-shelf TowerServer in<br />
<strong>20</strong>04. The Platino is equipped with lasers developed and produced at Prima Industrie in laser powers ranging from 3000 to 5000W.<br />
The laser cuts a broad range of materials and thicknesses with speed and precision without the need for manual adjustments.<br />
14<br />
“The Prima Platino lasers run<br />
three shifts a day, five days a<br />
week – and partial shift on<br />
weekends. Considering what<br />
we do to them, they hold up<br />
very well.”<br />
electronically in a way that is beneficial to our<br />
customers. We also offer computermanufacturing<br />
systems for our customers and<br />
we are EDI and capacity planning capable.”<br />
Prima Platino Lasers<br />
In order to expand its laser cutting capabilities,<br />
Pulverman purchased a Prima Platino 2D laser<br />
system with a 10-shelf TowerServer in <strong>20</strong>04.<br />
The Platino is equipped with lasers developed<br />
and produced at Prima Industrie in laser powers<br />
ranging from 3000 to 5000W. The laser cuts a<br />
broad range of materials and thicknesses with<br />
speed and precision without the need for<br />
manual adjustments.<br />
Platino’s laser cutting head gives users a<br />
choice of a 10-inch focal length in addition to<br />
the standard 5-inch and 7.5-inch lenses. The 10inch<br />
lens enhances the application flexibility by
“We are very impressed with<br />
the Prima lasers and the<br />
company’s service. Back in<br />
<strong>20</strong>04, I never imagined<br />
having three Prima lasers<br />
when we bought the first.<br />
Today, I don’t believe we<br />
would ever buy a different<br />
brand. We are quite satisfied.<br />
From a service standpoint,<br />
there is a high level of<br />
responsiveness and a very<br />
good relationship that is very<br />
important to us. The<br />
interaction is there. We also<br />
run our machines very hard,<br />
as evidenced in our first<br />
Platino, which has over<br />
46,000 hours of run time.”<br />
increasing the depth of focus and enlarging the<br />
spot diameter for high and uniform cut quality<br />
of thick stainless (5/8 inch), thick aluminum<br />
(1/2 inch) and thick mild steel (1 inch).<br />
Offering a compact footprint along with a<br />
Cartesian, Cantilever structure that provides<br />
three-sided access, Platino is a cost-effective<br />
machine that is easy to operate and quick to<br />
program. Its unique stonecast frame reduces<br />
vibration and increases stiffness by about 4<br />
times compared to cast iron and about 6 times<br />
compared to welded frames. Its low heat<br />
conductivity results in much higher thermal<br />
stability compared to traditional cast or steel<br />
frames.<br />
TowerServer<br />
Prima’s 10-shelf TowerServer allows easy<br />
loading/unloading for blanks and processed<br />
sheets. It has an elevator for loading and<br />
unloading the pallets on and off the tower, and<br />
features single sheet separating, control systems,<br />
and sheet reference. “We tend to run medium<br />
thickness, longer-running parts on the 4000W<br />
Platino laser with the TowerServe,” explains Ken<br />
Yermal, engineer. “We run the parts that repeat<br />
through the shop every single week.”<br />
In <strong>20</strong>06, Pulverman purchased a second<br />
Platino laser with a load/unload. “We really like<br />
the flexibility of the load/unload,” says Yermal.<br />
“It gives us the ease of loading and unloading<br />
sheets, just like we do on the large tower. All we<br />
have to do is touch a few buttons to unload a<br />
scrap sheet and load a new sheet. With the<br />
load/unload, we can just load the material that<br />
we are running at that moment.”<br />
Pulverman purchased a stand alone Platino<br />
4000W laser in <strong>20</strong>08. “We run our heavy plate<br />
on this machine,” explains Yermal. “It is used<br />
for long running jobs that are the same heavy<br />
material.”<br />
The latest Platino laser, also 4000W, was<br />
installed in January <strong>20</strong>10. It replaced the<br />
original Prima laser that is used with the<br />
TowerServer.<br />
Workhorses<br />
According to Yermal, nearly 50% of all the<br />
product Pulverman produces goes through the<br />
Platino lasers. “A lot of our lighter material and<br />
parts that are not very intricate tend to go<br />
through the turrets, and anything that is<br />
heavier, has intricate contours, and takes more<br />
time to process ends up on the lasers,” explains<br />
Yermal. “The Prima Platino lasers run three<br />
shifts a day, five days a week – and partial shift<br />
on weekends. Considering what we do to them,<br />
they hold up very well.”<br />
“We are very impressed with the Prima<br />
lasers and the company’s service,” adds Randy<br />
Mark, president. “Back in <strong>20</strong>04, I never<br />
15<br />
Prima’s 10-shelf TowerServer allows easy loading/unloading<br />
for blanks and processed sheets. It has an elevator for loading<br />
and unloading the pallets on and off the tower, and features<br />
single sheet separating, control systems, and sheet reference.<br />
imagined having three Prima lasers when we<br />
bought the first. Today, I don’t believe we would<br />
ever buy a different brand. We are quite<br />
satisfied. From a service standpoint, there is a<br />
high level of responsiveness and a very good<br />
In <strong>20</strong>06, Pulverman purchased a second Platino laser with a load/unload. According to Yermal, the flexibility of the<br />
load/unload gives Pulverman the ease of loading and unloading sheets, just like on the large tower. All the operator needs to<br />
do is touch a few buttons to unload a scrap sheet and load a new sheet. With the load/unload, the company can just load the<br />
material that it is running at that moment.<br />
continued on page 16
continued from page 15<br />
relationship that is very important to us. The<br />
interaction is there. We also run our machines<br />
very hard, as evidenced in our first Platino,<br />
which has over 46,000 hours of run time.”<br />
“When we purchased the first Prima laser,<br />
we experienced very good results from the<br />
machine,” says Yermal. “We also experienced a<br />
long run of reliability. If there were any<br />
“When we purchased the first<br />
Prima laser, we experienced<br />
very good results from the<br />
machine.We also experienced<br />
a long run of reliability. If<br />
there were any problems with<br />
the machine, the service was<br />
very reliable…and a tech<br />
arrived here the same day or<br />
the next day.”<br />
problems with the machine, the service was very<br />
reliable…and a tech arrived here the same day<br />
or the next day. We were never down for a long<br />
period of time, and we developed a very good<br />
working relationship with Prima. In addition,<br />
on several occasions, Prima offered to train our<br />
operators in how to take a look at our cut<br />
quality and identify what the problems are and<br />
what parameters need to<br />
be adjusted. When we<br />
employ new operators or<br />
start to cut new material,<br />
I give a call to Prima and<br />
they have been very<br />
helpful.”<br />
Labor Savings<br />
While lights out<br />
automation is not a<br />
major part of Pulverman’s<br />
current production, the<br />
Prima Platino lasers have<br />
helped the company trim<br />
labor costs. “Each shift,<br />
we have one operator and<br />
one helper running three<br />
machines,” explains<br />
Yermal. “The skilled<br />
operator is responsible for<br />
anything that needs to be<br />
done on the machine, such<br />
as beam alignment, and he<br />
oversees what is being run on the machine, lines<br />
up what jobs are next, etc. His helper will pull<br />
the parts off, unload the skeleton, get the next<br />
sheet ready for processing, etc. With two<br />
people, we are able to run all three Platino lasers<br />
efficiently, and have parts that are already out of<br />
the skeleton and ready to move to the next<br />
operation. In most cases, the cut quality is<br />
running good, and we don’t need to perform<br />
deburring operations…the parts move directly<br />
to the press brakes.”<br />
The latest Platino laser, also 4000W, was installed in January <strong>20</strong>10. It replaced the original Prima laser.<br />
16<br />
Nearly 50% of all the product Pulverman produces goes through the Platino lasers. The<br />
Prima Platino lasers run three shifts a day, five days a week – and partial shift on<br />
weekends.<br />
Expansion<br />
Pulverman is currently adding a 3,000 squarefoot<br />
office expansion to its facility to<br />
consolidate offices and to better centralize<br />
departments. “We are creating a better office<br />
environment for our entire management group<br />
– production, engineering, purchasing, and<br />
sales – that will help us operate more efficiently.<br />
Plans to add 3,000 square feet of additional<br />
manufacturing space in later <strong>20</strong>11 are also in<br />
the works,” concludes Mark.<br />
“We really like the flexibility<br />
of the load/unload. It gives us<br />
the ease of loading and<br />
unloading sheets, just like we<br />
do on the large tower. All we<br />
have to do is touch a few<br />
buttons to unload a scrap<br />
sheet and load a new sheet.<br />
With the load/unload, we can<br />
just load the material that we<br />
are running at that moment.”
FOCUS ON TOOLING By David Bishop, Business Development Manager, Wila USA<br />
CATCH THE WILA ® WAVE<br />
Finished Part Perfection With No Die Shimming<br />
It is common for die shimming to account for up to fifty percent of setup<br />
time on an average press brake that is eight feet (2.5 meters) in<br />
length or longer. Tooling wear, along with the deflection that naturally<br />
occurs on press brakes of this length and longer must be compensated for,<br />
or long parts will often come out looking like a canoe. Failure to address<br />
this issue can also make things difficult in the assembly area and in the<br />
field where parts are mated to other assemblies.<br />
To make matters worse, shimming dies on a press brake is a skill that<br />
can only be learned with a lot of time and experience running a press<br />
brake. No one can teach you how to accurately shim press brake dies for<br />
whatever material lengths and material types that may come in the door,<br />
and there are no manuals available to tell you which shims to use and<br />
where to place them. And needless to say, picking up and setting down<br />
long heavy dies repeatedly in order to shim them properly is an unsafe and<br />
often dangerous practice. It is for these reasons that Wila produces the<br />
world’s most advanced crowning systems.<br />
Advanced features include:<br />
■ Patented Wila Wave® technology provides perfectly smooth and<br />
consistent bend angles over the full length of each part<br />
■ Centralized adjustment, making them simple and extremely fast to<br />
set-up<br />
■ Localized adjustments every 8” (<strong>20</strong>0 mm) to compensate for machine<br />
and tooling wear along the full length of the machine<br />
■ Available with a CNC motor that is integrated with the machine’s<br />
control to automatically set the proper crown position prior to each<br />
bend<br />
■ Most manually driven models include a hand crank with digital<br />
readout, making it fast and easy to repeat set-ups<br />
■ Available with hydraulically driven clamping pins for ultra-fast set-ups<br />
■ Can accept any type of die from Single-V Dies, 2V Dies, Wila Multi-<br />
V Dies, Channel Dies, and 4-Way Dies<br />
■ Available in special widths up to 24” (610 mm) to accommodate press<br />
brakes with wide beds, applications involving heavy plate forming,<br />
and dies with extra large V-openings<br />
■ Can be used with tandem press brakes<br />
■ Available in lengths of up to sixty feet (<strong>20</strong> meters)<br />
■ Models available to meet every budget<br />
17<br />
.<br />
It doesn’t matter which press<br />
brake you own, how long it is,<br />
how much tonnage it can apply,<br />
or what you are using it to<br />
produce, Wila has a crowning<br />
system that is perfectly matched<br />
for your press brake, your<br />
bending requirements, and your<br />
budget. More fabricators choose<br />
Wila Crowning Systems each year<br />
than all others combined. Catch<br />
the Wila Wave and eliminate<br />
costly die shimming, while<br />
enjoying finished part perfection<br />
and maximum productivity.
SOFTWARE UPDATES<br />
Tulus Machine Software<br />
Tulus is Prima <strong>Finn</strong>-<strong>Power</strong>’s integrated and scalable software tool for<br />
centralized management of fabrication from a single machine to a<br />
factory wide process. Tulus controls machines by tasks and provides<br />
an easy way of adding new production orders to the task list.<br />
Fast production change requests and utilization optimization are now<br />
easy to handle simultaneously.<br />
Tulus productivity enhancement features:<br />
■ Online process simulation view<br />
■ Tool data synchronization with NC Express<br />
■ Easy tool setup with automatic optimization<br />
■ Restart from simulation screen<br />
■ Automatic stacking management<br />
■ Visualized online machine status, axis coordinates, inputs etc. for<br />
easier diagnosis<br />
■ Improved touch screen support<br />
Optional features:<br />
■ Swift tool setup: scan coded tool for quick setup<br />
■ Tulus office: utilize features offline from machine<br />
■ Tulus reporting: machine performance and utilization<br />
Tooling/turret – Tool setup is fast due to graphical turret view and<br />
online tool data synchronization with NC Express.<br />
Task list/simulation – Tulus is easy to use. Online task list helps speed<br />
up the setup processes, and online simulation shows process status clearly.<br />
18<br />
by Kyle Plass, Applications<br />
Laser – Laser setup is fast with integrated laser technologies &<br />
parameters and visualization of the cutting process.<br />
Stacking management – Tulus is a powerful tool for automatic production<br />
with features such as automatic online stacking management, visualized<br />
information on stacking and sorting, as well as online production follow-up.<br />
Easy to use – All functions now within one software; easy to use interface,<br />
machine functions are simple to control via graphics on screen.
NC Express Programming Software<br />
The advances of computer technology continually allow the ability for<br />
better processes to be developed within software. Prima <strong>Finn</strong>-<strong>Power</strong><br />
has realized this and has made new developments and many<br />
enhancements to the control and programming software for all Prima<br />
<strong>Finn</strong>-<strong>Power</strong> equipment.<br />
NC Express is a production management tool designed to provide<br />
maximum positive impact on manufacturing flexibility and<br />
efficiency for Prima <strong>Finn</strong>-<strong>Power</strong> equipment.<br />
Main NC Express features included:<br />
■ Windows user interface<br />
■ Orders Management System (MRP/ERP connectivity)<br />
■ Geometry importing and editing<br />
■ Automatic feature based tooling<br />
■ Automatic true shape random part nester<br />
■ Fully automatic machine optimization<br />
■ Automatic clamp settings to minimize dead zones<br />
■ Index & Multi-Tool optimizations<br />
■ Laser DPM+ high speed cutting<br />
+ Easy Windows user interface & common functions<br />
+ CAD functions, 2D import, 3D unfolding (optional)<br />
= Easy To Use<br />
19<br />
Additional features:<br />
■ Unfolder to open 3D models<br />
■ Parametric programming for JIT production<br />
■ Automatic batch processing and ERP<br />
+ Full setup and production reporting for operators and management<br />
+ Automatic machine sequence optimization for punch, shear, and laser<br />
+ Full system simulation for error checking and reliable production<br />
= Highest Machine Productivity<br />
+ Efficient automatic nesting of punching, shearing & laser<br />
+ Automatic part sorting and stacking for automated system<br />
= Material Savings & Automation
CUSTOMER PROFILE<br />
Emerson Discovers Flexible & Lean Manufacturing<br />
with <strong>Finn</strong>-<strong>Power</strong> Equipment<br />
Emerson Network <strong>Power</strong>’s Liebert business<br />
is a leading supplier of data center<br />
infrastructure solutions including<br />
precision air conditioning, critical power, and<br />
infrastructure monitoring systems. Its primary<br />
market is data centers that need to maintain<br />
precise temperatures for reliable IT equipment<br />
performance. Liebert HVAC and system cooling<br />
solutions protect mission-critical applications<br />
from variations in temperature and humidity,<br />
ensuring business continuity for Emerson<br />
customers.<br />
In 1997, manufacturing managers at the<br />
Liebert Precision Cooling facility in Columbus,<br />
Ohio decided to replace their existing legacy<br />
mechanical turret punch presses. Instead of<br />
merely replacing the mechanical machines with<br />
hydraulic models, the company invested in<br />
Shear Genius flexible manufacturing cells from<br />
<strong>Finn</strong>-<strong>Power</strong>.<br />
Shear Genius flexibility<br />
With the Shear Genius integrated punch/right<br />
angle shear combination concept, the objective<br />
is to provide one machine capable of<br />
transforming a full-sized sheet into punched<br />
parts. These parts can be moved to secondary<br />
operations utilizing the sorting and stacking<br />
automation and on to bending operations<br />
without being touched by human hands. As<br />
loading, punching, and shearing of parts<br />
become automated, the result is finished parts<br />
with a dramatic reduction in scrap and manual<br />
labor while increasing profitability.<br />
With the Shear Genius integrated punch/right angle shear combination<br />
concept, the objective is to provide one machine capable of transforming a<br />
full-sized sheet into punched parts.<br />
The Shear Genius functions with<br />
sophisticated simplicity, able to perform the<br />
most demanding jobs with minimal set-up times<br />
and "lights out" operation. The Shear Genius<br />
increases material productivity through efficient<br />
The EBe servo electric Express Bender is a bending solution that is designed specifically for each fabricator’s production<br />
requirements to achieve maximum productivity, quality, and repeatability. The bending operation is fully automated, from<br />
the loading of flat punched parts to unloading of the finished product.<br />
and versatile nesting programs. The level of<br />
automation can be customized through <strong>Finn</strong>-<br />
<strong>Power</strong>'s flexible modular solutions for raw<br />
material storage, loading, unloading, sorting and<br />
stacking. These features can be added<br />
later as budgets allow and production<br />
demands increase.<br />
The Shear Genius eliminates<br />
wasteful skeletons and costly<br />
secondary operations such as<br />
deburring. Nibbled edges on the part<br />
exteriors are eliminated through the<br />
use of the integrated right angle<br />
shear. In fact, the same clamps that<br />
hold the sheet for punching also hold<br />
it for shearing. In essence, the Shear<br />
Genius allows the automated process<br />
to begin with a full-sized sheet of<br />
material and end with a punched<br />
part after automated loading,<br />
punching, forming, shearing,<br />
stacking and unloading – all in one<br />
operation. This allows true singlepiece<br />
flow to be synchronized with a<br />
customer’s takt time.<br />
According to Jack Somerville,<br />
manufacturing engineering manager at the<br />
Emerson Columbus Ohio facility, the <strong>Finn</strong>-<br />
<strong>Power</strong> Shear Genius has made its mark at<br />
Emerson. “The integrated shear is a feature that<br />
<strong>20</strong><br />
originally sold us on the Shear Genius,” explains<br />
Somerville. “Other features we really like<br />
include the large turret with a Multi-Tool, the<br />
automatic sheet feeder for raw stock, the<br />
“The decision to purchase this<br />
cell was the result of the<br />
reliability we had experienced<br />
from the Shear Genius<br />
equipment since 1997. We<br />
wanted to achieve continuous<br />
part flow from the Shear<br />
Genius to the EBe bender.”<br />
conveyance system to dispose of scrap, and the<br />
machine’s overall robustness and durability.<br />
There is a lot of uptime with the Shear Genius.”<br />
Through the years, the Emerson<br />
Columbus, OH facility has added new<br />
generations of Shear Genius equipment to its<br />
fabrication arsenal. Today, it has a total of five<br />
Shear Genius cells and one Laser Punch cell.<br />
Based on its success, other Emerson plants have<br />
added the Shear Genius (SG) to their machine
equipment lists, including:<br />
■ Delaware, OH – two SGs<br />
■ Ironton, OH – five SGs<br />
■ Mexicali, Mexico – five SGs<br />
■ Reynosa, Mexico – six SGs<br />
Punch/Shear/Bend/Weld Cell<br />
Supporting management’s commitment to lean<br />
manufacturing, Emerson Network <strong>Power</strong><br />
purchased an automated cell from <strong>Finn</strong>-<strong>Power</strong><br />
in the spring of <strong>20</strong>08. The cell includes the<br />
Shear Genius, a picking/stacking robot, and the<br />
EBe automated bender.<br />
The EBe servo electric Express Bender is a<br />
bending solution that is designed specifically for<br />
each fabricator’s production requirements to<br />
achieve maximum productivity, quality, and<br />
repeatability. The bending operation is fully<br />
automated, from the loading of flat punched<br />
parts to unloading of the finished product.<br />
The EBe bender has a maximum bending<br />
length of 100.39” (2550 mm) and a maximum<br />
“There is a savings of 30% in<br />
labor when running the EBe<br />
over the manual brake.”<br />
opening height of 8” (<strong>20</strong>0 mm). The new<br />
construction features actuations of the bending<br />
blade movements (vertical and horizontal) by<br />
NC servo axes instead of hydraulic cylinders.<br />
The upper tool movements are also made by<br />
another NC servo axis.<br />
<strong>Finn</strong>-<strong>Power</strong> EBe provides the high bending<br />
quality required in demanding applications.<br />
The quality is achieved through precise control<br />
of bending axes, fast and smooth bending<br />
motion, open programmability, and rigid<br />
construction that is immune to variation in<br />
thermal conditions.<br />
Jack Somerville, manufacturing engineering manager (right) and Fred Crumb, production<br />
line manager, inspect a part formed on the EBe. The EBe has increased Emerson’s precision<br />
and reduced variation, cutting the company’s weld time in half.<br />
“The decision to purchase this cell was the<br />
result of the reliability we had experienced from<br />
the Shear Genius equipment since 1997,”<br />
explains Somerville. “We wanted to achieve<br />
continuous part flow from the Shear Genius to<br />
the EBe bender. <strong>Finn</strong>-<strong>Power</strong> offered the<br />
seamless communications and parts handling<br />
required to flow parts from the Shear Genius to<br />
the picking/stacking robot (PSR), and through<br />
to the EBe. The high quality and all electric<br />
features of the EBe were very impressive. Two<br />
years ago, not all manufacturers had electric<br />
benders that were that flexible and had as good<br />
of a tool changeover method. With its<br />
automatic tool change, the EBe has the ability<br />
to run any part, any time, with very quick<br />
changeover. This feature was key for us. It<br />
allowed us to achieve our lean objective of<br />
flowing parts through the cell as well as<br />
providing the flexibility of running several part<br />
numbers at the same time.”<br />
Three SGs feed material to the EBe, which<br />
runs three shifts during the week. “The EBe cell<br />
runs <strong>20</strong>% of our volume in the department,”<br />
adds Fred Crumb, production line manager.<br />
“We installed the cell in May <strong>20</strong>08 and made<br />
production level quantities in August. It has<br />
reduced our setup times dramatically compared<br />
to the 18 minute changeover from our press<br />
brakes. Some tool changes on the EBe are done<br />
manually, yet only take about 3 minutes;<br />
however, 80-90% of the tool changes on the<br />
EBe are done automatically, and those average<br />
only <strong>20</strong>-30 seconds. There is a savings of 30%<br />
in labor when running the EBe over the manual<br />
brake.”<br />
“Many of our panels are so large that we<br />
needed to have two operators on one press<br />
brake. We now run these parts through the EBe<br />
because only one operator is required. That<br />
operator never has to lift the part to bend it. In<br />
terms of volume, we can now make a panel<br />
every 40-50 seconds.<br />
We make<br />
approximately 300<br />
parts per shift, running<br />
three shifts during the<br />
week. To date, our cost<br />
savings with the EBe<br />
has totaled over<br />
$750,000, consisting<br />
mostly of labor savings<br />
and setup time<br />
reduction.”<br />
21<br />
Custom<br />
modification<br />
<strong>Finn</strong>-<strong>Power</strong> also<br />
worked with Emerson<br />
on designing a<br />
conveyor from the EBe<br />
to the next operation,<br />
welding. “During the<br />
runoff in Italy for the<br />
EBe, we asked <strong>Finn</strong>-<strong>Power</strong> to make a custom<br />
modification to the unloader,” explains<br />
Somerville. “We needed the ability to flow our<br />
parts in a lean way and did not want to batch<br />
between the EBe and the welder. We wanted to<br />
do one-piece flow because the majority of our<br />
parts get welded with either a TIG or a spot<br />
welding process. In order to help us stay lean<br />
“In terms of volume, we can<br />
now make a panel every 40-50<br />
seconds. We make approximately<br />
300 parts per shift, running<br />
three shifts during the week. To<br />
date, our cost savings with the<br />
EBe has totaled over $750,000,<br />
consisting mostly of labor savings<br />
and setup time reduction.”<br />
and run one-piece flow, <strong>Finn</strong>-<strong>Power</strong> modified<br />
the logic in the PLC and modified the unloader<br />
rails so the parts have two ways to exit. They<br />
can exit directly out of the machine down a<br />
conveyor to the welder or they can exit at a 90<br />
degree angle for unloading. As a result, a part<br />
now flows from raw stock through punching,<br />
bending, and welding in six minutes compared<br />
to the two hours it took before we installed the<br />
cell. <strong>Finn</strong>-<strong>Power</strong> helped us achieve our goal of<br />
high quality, on-time delivery, and lean<br />
manufacturing.”<br />
High precision<br />
Emerson is also impressed with the high<br />
precision of the EBe. “The EBe has increased<br />
our precision and reduced variation, cutting our<br />
weld time in half,” says Somerville. “Our typical<br />
tolerance is +/- 0.030”, however the EBe easily<br />
gives us +/- 0.010”. This increased capability<br />
has shown up in our welding. We weld the<br />
“Without the <strong>Finn</strong>-<strong>Power</strong><br />
equipment, we would not be<br />
able to achieve the level of<br />
precision and still remain cost<br />
competitive in the market<br />
today. <strong>Finn</strong>-<strong>Power</strong> helps us<br />
meet our customer’s<br />
expectations for world-class<br />
products.”<br />
continued on page 22
continued from page 21<br />
corners of our panels, but our product line is more than just panels<br />
with square corners. Approximately half of our panels have a “chiseled”<br />
look with 45 degree angles at the corner. It is unique to our product<br />
and gives our DS product line its personality. Welding these corners<br />
requires a higher level of precision than we could get day-to-day from<br />
the manual press brakes. Before the EBe, the welders had to spend time<br />
Through the years, the Emerson Columbus, OH facility has added new generations of<br />
Shear Genius equipment to its fabrication arsenal. Today, it has a total of five Shear<br />
Genius cells and one Laser Punch cell.<br />
adjusting the corners prior to making their weld. With the EBe, the<br />
corners are much more precise, eliminating the adjustment time and<br />
allowing the welders to work more efficiently.”<br />
According to Somerville, flexible <strong>Finn</strong>-<strong>Power</strong><br />
SG and EBe cell equipment has provided the<br />
following benefits to Emerson’s Liebert business:<br />
■ Improved quality – reduced defects<br />
■ Reduced overproduction with one-piece flow<br />
■ Eliminated fork lift moves between the punch<br />
and the brake operations<br />
■ Improved ergonomics by reducing the<br />
amount of manual loading, unloading, and<br />
flipping of parts<br />
■ Reduced changeover times<br />
■ Reduced the need for two-man jobs at the<br />
press brake<br />
■ <strong>Inc</strong>reased efficiency by running the Shear<br />
Genius, EBe, TIG welder and Spot welder<br />
with only three operators<br />
■ Reduced the amount of inventory<br />
■ Greatly improved on-time delivery<br />
“Our products are combination air conditioning<br />
and humidifying units,” concludes Somerville.<br />
“They are more highly engineered than your<br />
average air conditioner sitting on a roof. Our<br />
products go into multi-million dollar computer<br />
centers throughout the world. Our customers<br />
demand units that are highly precise and have<br />
high quality components…with no leaks…no<br />
water on the floor. The quality of the sheet metal<br />
components is just as vital as the quality of any<br />
other component. Without the <strong>Finn</strong>-<strong>Power</strong><br />
equipment, we would not be able to achieve the<br />
level of precision and still remain cost competitive<br />
in the market today. <strong>Finn</strong>-<strong>Power</strong> helps us meet<br />
our customer’s expectations for world-class<br />
products.”<br />
Lean Modification / Behavioral Tool<br />
Emerson Network <strong>Power</strong>’s Liebert business and <strong>Finn</strong>-<strong>Power</strong> worked together to connect<br />
Emerson’s machine monitoring system to the new automated cell. The system communicates<br />
from the machine’s PLC to Emerson’s monitoring computer. It tracks accurate runtime,<br />
downtime, and piece count data from both the Shear Genius and the EBe. Emerson<br />
management decided to place 40” LCD monitors overhead each machine so the operators<br />
could also view the machine’s performance real-time. Once the monitors were in place, the<br />
operators began using the real-time feedback to drive up the run-time. They intensified their<br />
efforts to reduce their changeover times so they could keep the machines running. The<br />
production numbers started rising instantly resulting in a 10-15% improvement in run-time.<br />
According to Jack Somerville, <strong>Finn</strong>-<strong>Power</strong>’s willingness to customize its PLC outputs was a<br />
critical part of the project. “<strong>Finn</strong>-<strong>Power</strong> put one of its most proficient technicians on this<br />
project,” explains Somerville. “He worked as a team with our programmer to develop the right<br />
output signals between the PLC and our computers. We now know when the machine is<br />
running, when it is<br />
blocked, or when it<br />
is waiting for the<br />
next part. This<br />
information goes to<br />
our database and it<br />
is reviewed by<br />
management on a<br />
daily, weekly, and<br />
monthly basis.”<br />
22<br />
<strong>Finn</strong>-<strong>Power</strong> worked with Emerson on designing a conveyor from the EBe to the next<br />
operation, welding. The company wanted to do one-piece flow because the majority of its parts<br />
get welded with either a TIG or a spot welding process. <strong>Finn</strong>-<strong>Power</strong> modified the logic in the<br />
PLC and modified the unloader rails so the parts have two ways to exit: Directly out of the<br />
machine down a conveyor to the welder or they can exit at a 90 degree angle for unloading.
FOCUS ON TOOLING<br />
Improve Punch Press<br />
Productivity with Specialty Tools<br />
Specialty tools push the limits of what is<br />
possible on the punch press. They<br />
simplify certain operations, making<br />
parts faster and cheaper to produce. They<br />
eliminate secondary operations, reducing part<br />
handling. Wilson Tool offers a variety of<br />
innovative specialty tooling solutions that are<br />
designed to improve productivity and deliver<br />
high-quality results punch after punch.<br />
Drawing in a Turret<br />
The Wilson Multi-Scribe® sheet marking tool<br />
makes it possible to do so much more than<br />
scribing in your turret – from creating simple<br />
logos to drawing intricate designs. This<br />
remarkable tool utilizes interchangeable inserts,<br />
long-lasting diamond tipped inserts for scribing<br />
and a carbide insert when dot-matrix marking<br />
on a wide range of materials.<br />
The Wilson Multi-Scribe comes with 1<strong>20</strong>°<br />
and 150° scribing diamond inserts and 90°<br />
carbide dot-matrix insert. The tooling’s unique<br />
design allows for consistent mark depth even<br />
when surface variations occur. Variable scribe<br />
depth ensures the accuracy of marks from logos<br />
to serial numbers. And Multi-Scribe won’t<br />
deform the material or mark the underside of<br />
the sheet. Multi-Scribe users are limited only by<br />
their imagination.<br />
Create Hinges in One Hit, with<br />
One Tool<br />
Creating strong, functional hinges doesn’t need<br />
to be a cumbersome, time-consuming process.<br />
Fabricating a typical piano hinge requires many<br />
hits using two tools for each knuckle. With the<br />
One-Hit Hinge tool from Wilson Tool, punch<br />
press fabricators are able to produce three<br />
knuckles per stroke using a single tool. Because<br />
only one hit is required, programming is faster<br />
and easier and running costs are reduced by as<br />
much as two-thirds.<br />
The One-Hit Hinge tool produces half of a<br />
knuckle, which when you marry the knuckles<br />
and slide a pin through creates a complete<br />
functioning hinge. The tool is most effective in<br />
odd increments. Fabricators can choose from a<br />
wide variety of pin diameters and material types.<br />
Bend on the Punch Press<br />
No need to move those parts to the press brake.<br />
Wilson Tool’s new Opti-Bend tooling allows<br />
sheet metal fabricators to perform 90-degree<br />
bends, after springback, in a variety of punch<br />
press designs. Performing these bends on a<br />
punch press helps fabricators to reduce or<br />
eliminate the number of secondary forming<br />
operations they may otherwise need to perform<br />
on a press brake.<br />
Opti-Bend tooling creates a 90-degree wipe up<br />
form using a rotating cam built into the die that<br />
acts much like a press brake. The result is little to<br />
no sheet marking and fewer hits are required than<br />
a traditional wipe up tool. Opti-Bend tooling is<br />
available in single hit and progressive styles.<br />
By enabling smaller bending operations on<br />
the punch press, Opti-Bend tooling can<br />
significantly reduce part handling and setup<br />
time resulting in greater productivity.<br />
23<br />
By Jeff Paulson, Marketing Manager, Wilson Tool <strong>International</strong><br />
A Tool for Every Application<br />
Whether you have an unusual application<br />
requiring a unique tooling solution, or are<br />
simply looking for a way to produce parts faster<br />
and cheaper, specialty tooling from Wilson Tool<br />
can help. In addition to the solutions described<br />
here, we offer a wide variety of specialty tools<br />
for dedicated punching applications that offer<br />
the same innovation, durability and<br />
performance our customers have come to expect<br />
from all Wilson Tool punch press tooling<br />
systems. Contact your Wilson Tool sales<br />
engineer and let us find the right specialty<br />
tooling for you.
FINN-POWER GROUP<br />
P.O. Box 38<br />
FIN-62<strong>20</strong>1 Kauhava<br />
FINLAND<br />
Tel. + 358 6 428 2111<br />
Fax + 358 6 428 2244<br />
www.finn-power.com<br />
PRIMA INDUSTRIE S.p.A<br />
Via Antonelli, 32<br />
10097 Collegno (To)<br />
ITALY<br />
Tel. +39 011 4103 1<br />
Fax. +39 011 411 28 27<br />
www.primaindustrie.com<br />
PRIMA FINN-POWER<br />
NORTH AMERICA, INC.<br />
555 W. Algonquin Road<br />
Arlington Heights, IL 60005<br />
U.S.A.<br />
Tel. +1 847 952 6500<br />
Fax. +1 847 952 6530<br />
www.finnpower.com<br />
ThePUNCH<br />
TheLASER<br />
TheBEND<br />
TheCOMBI<br />
TheSYSTEM<br />
PRIMA FINN-POWER<br />
NORTH AMERICA, INC.<br />
711, East Main Street<br />
Chicopee, MA 010<strong>20</strong><br />
U.S.A.<br />
Tel. +1 413 598 5<strong>20</strong>0<br />
Fax. +1 413 598 5<strong>20</strong>1<br />
www.prima-na.com<br />
TheSOFTWARE<br />
TheTREE<br />
Happy Holidays<br />
from everyone at<br />
Prima <strong>Finn</strong>-<strong>Power</strong>!