ABRASIVE BLASTING - vsrd international journals division
ABRASIVE BLASTING - vsrd international journals division
ABRASIVE BLASTING - vsrd international journals division

Create successful ePaper yourself
Turn your PDF publications into a flip-book with our unique Google optimized e-Paper software.
VSRD International Journal of Mechanical, Civil, Automobile and Production Engineering, Vol. 3 No. 7July 2013 / 261<br />
e-ISSN : 2249-8303, p-ISSN : 2319-2208 © VSRD International Journals : www.<strong>vsrd</strong><strong>journals</strong>.com<br />
REVIEW ARTICLE<br />
<strong>ABRASIVE</strong> <strong>BLASTING</strong><br />
1Satish W. Karadbhuje* and 2 Anup S. Raghuwanshi<br />
1Lecturer, Department of Mechanical Engineering,<br />
2Lecturer, Department of Electronics & Telecommunication Engineering<br />
1,2<br />
Sai Polytechnic, Kinhi (Jawade), Maharashtra, INDIA.<br />
*Corresponding Author : swkaradbhuje@yahoo.com<br />
ABSTRACT<br />
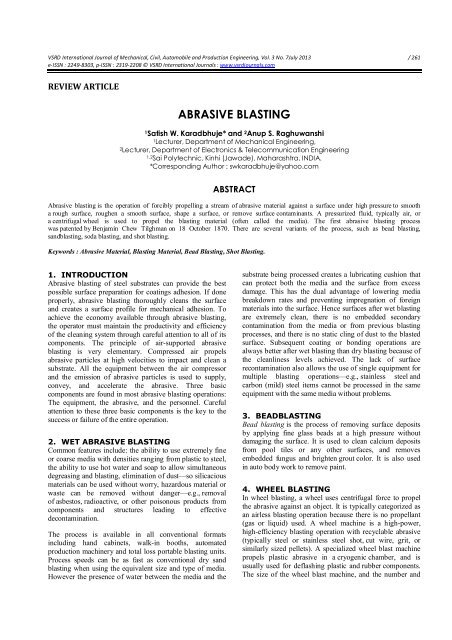
Abrasive blasting is the operation of forcibly propelling a stream of abrasive material against a surface under high pressure to smooth<br />
a rough surface, roughen a smooth surface, shape a surface, or remove surface contaminants. A pressurized fluid, typically air, or<br />
a centrifugal wheel is used to propel the blasting material (often called the media). The first abrasive blasting process<br />
was patented by Benjamin Chew Tilghman on 18 October 1870. There are several variants of the process, such as bead blasting,<br />
sandblasting, soda blasting, and shot blasting.<br />
Keywords : Abrasive Material, Blasting Material, Bead Blasting, Shot Blasting.<br />
1. INTRODUCTION<br />
Abrasive blasting of steel substrates can provide the best<br />
possible surface preparation for coatings adhesion. If done<br />
properly, abrasive blasting thoroughly cleans the surface<br />
and creates a surface profile for mechanical adhesion. To<br />
achieve the economy available through abrasive blasting,<br />
the operator must maintain the productivity and efficiency<br />
of the cleaning system through careful attention to all of its<br />
components. The principle of air-supported abrasive<br />
blasting is very elementary. Compressed air propels<br />
abrasive particles at high velocities to impact and clean a<br />
substrate. All the equipment between the air compressor<br />
and the emission of abrasive particles is used to supply,<br />
convey, and accelerate the abrasive. Three basic<br />
components are found in most abrasive blasting operations:<br />
The equipment, the abrasive, and the personnel. Careful<br />
attention to these three basic components is the key to the<br />
success or failure of the entire operation.<br />
2. WET <strong>ABRASIVE</strong> <strong>BLASTING</strong><br />
Common features include: the ability to use extremely fine<br />
or coarse media with densities ranging from plastic to steel,<br />
the ability to use hot water and soap to allow simultaneous<br />
degreasing and blasting, elimination of dust—so silicacious<br />
materials can be used without worry, hazardous material or<br />
waste can be removed without danger—e.g., removal<br />
of asbestos, radioactive, or other poisonous products from<br />
components and structures leading to effective<br />
decontamination.<br />
The process is available in all conventional formats<br />
including hand cabinets, walk-in booths, automated<br />
production machinery and total loss portable blasting units.<br />
Process speeds can be as fast as conventional dry sand<br />
blasting when using the equivalent size and type of media.<br />
However the presence of water between the media and the<br />
substrate being processed creates a lubricating cushion that<br />
can protect both the media and the surface from excess<br />
damage. This has the dual advantage of lowering media<br />
breakdown rates and preventing impregnation of foreign<br />
materials into the surface. Hence surfaces after wet blasting<br />
are extremely clean, there is no embedded secondary<br />
contamination from the media or from previous blasting<br />
processes, and there is no static cling of dust to the blasted<br />
surface. Subsequent coating or bonding operations are<br />
always better after wet blasting than dry blasting because of<br />
the cleanliness levels achieved. The lack of surface<br />
recontamination also allows the use of single equipment for<br />
multiple blasting operations—e.g., stainless steel and<br />
carbon (mild) steel items cannot be processed in the same<br />
equipment with the same media without problems.<br />
3. BEAD<strong>BLASTING</strong><br />
Bead blasting is the process of removing surface deposits<br />
by applying fine glass beads at a high pressure without<br />
damaging the surface. It is used to clean calcium deposits<br />
from pool tiles or any other surfaces, and removes<br />
embedded fungus and brighten grout color. It is also used<br />
in auto body work to remove paint.<br />
4. WHEEL <strong>BLASTING</strong><br />
In wheel blasting, a wheel uses centrifugal force to propel<br />
the abrasive against an object. It is typically categorized as<br />
an airless blasting operation because there is no propellant<br />
(gas or liquid) used. A wheel machine is a high-power,<br />
high-efficiency blasting operation with recyclable abrasive<br />
(typically steel or stainless steel shot, cut wire, grit, or<br />
similarly sized pellets). A specialized wheel blast machine<br />
propels plastic abrasive in a cryogenic chamber, and is<br />
usually used for deflashing plastic and rubber components.<br />
The size of the wheel blast machine, and the number and
Satish W. Karadbhuje and Anup S. Raghuwanshi VSRDIJMCAPE, Vol. III (VII), July 2013 / 262<br />
power of the wheels vary considerably depending on the<br />
parts to be blasted as well as on the expected result and<br />
efficiency. The first blast wheel was patented by<br />
Wheelabrator in 1932.<br />
5. HYDRO-<strong>BLASTING</strong><br />
Hydro-blasting, commonly known as water blasting, is<br />
commonly used because it usually requires only one<br />
operator. In hydro-blasting, a highly pressured stream of<br />
water is used to remove old paint, chemicals, or buildup<br />
without damaging the original surface. This method is ideal<br />
for cleaning internal and external surfaces because the<br />
operator is generally able to send the stream of water into<br />
places that are difficult to reach using other methods.<br />
Another benefit of hydro-blasting is the ability to recapture<br />
and reuse the water, reducing waste and mitigating<br />
environmental impact.<br />
6. MICRO-<strong>ABRASIVE</strong> <strong>BLASTING</strong><br />
Main Article: Abrasive Jet Machining :: Micro-abrasive<br />
blasting is dry abrasive blasting process that uses small<br />
nozzles (typically 0.25 mm to 1.5 mm diameter) to deliver a<br />
fine stream of abrasive accurately to a small part or a small<br />
area on a larger part. Generally the area to be blasted is<br />
from about 1 mm 2 to only a few cm 2 at most. Also known<br />
as pencil blasting, the fine jet of abrasive is accurate enough<br />
to write directly on glass and delicate enough to cut a<br />
pattern in an eggshell. The abrasive media particle sizes<br />
range from 10 micrometers up to about 150 micrometers.<br />
Higher pressures are often required.<br />
9. BRISTLE <strong>BLASTING</strong><br />
Main Article: Bristle Blasting : Bristle blasting, unlike<br />
other blasting methods, does not require a separate blast<br />
media. The surface is treated by a brush-like rotary<br />
tool made of dynamically tuned high-carbon steel wire<br />
bristles. Repeated contact with the sharp, rotating bristle<br />
tips results in localized impact, rebound, and crater<br />
formation, which simultaneously cleans and coarsens the<br />
surface.<br />
10. EQUIPMENT<br />
Portable Blast Equipment : Mobile dry abrasive blast<br />
systems are typically powered by a diesel air compressor.<br />
The air compressor provides a large volume of high<br />
pressure air to a single or multiple "blast pots". Blast pots<br />
are pressurized, tank-like containers, filled with abrasive<br />
material, used to allow an adjustable amount of blasting grit<br />
into the main blasting line. The number of blast pots is<br />
dictated by the volume of air the compressor can provide.<br />
Fully equipped blast systems are often found mounted<br />
on semi-tractor trailers, offering high mobility and easy<br />
transport from site to site. Others are hopper-fed types<br />
making them lightweight and more mobile.<br />
In wet blasting, the abrasive is introduced into a pressurized<br />
stream of water or other liquid, creating slurry. Wet blasting<br />
is often used in applications where the minimal dust<br />
generation is desired. Portable applications may or may not<br />
recycle the abrasive.<br />
The most common micro-abrasive blasting systems are<br />
commercial bench-mounted units consisting of a power<br />
supply and mixer, exhaust hood, nozzle, and gas supply.<br />
The nozzle can be hand-held or fixture mounted for<br />
automatic operation. Either the nozzle or part can be moved<br />
in automatic operation.<br />
7. AUTOMATED <strong>BLASTING</strong><br />
Automated blasting is simply the automation of the abrasive<br />
blasting process. Automated blasting is frequently just a<br />
step in a larger automated procedure, usually involving<br />
other surface treatments such as preparation and coating<br />
applications. Care is often needed to isolate the blasting<br />
chamber from mechanical components that may be subject<br />
to dust fouling.<br />
Fig. : Device Used For Adding Sand to the Compressed<br />
Air<br />
Blast Cabinet<br />
8. DRY ICE <strong>BLASTING</strong><br />
In this type of blasting air and dry ice are used and with the<br />
help of a huge mass and air pressure the parent material is<br />
cleaned without destroying the properties of the parent<br />
material.<br />
Fig. : A Sand-Blasting Cabinet
Satish W. Karadbhuje and Anup S. Raghuwanshi VSRDIJMCAPE, Vol. III (VII), July 2013 / 263<br />
A blast cabinet is essentially a closed loop system that<br />
allows the operator to blast the part and recycle the<br />
abrasive. It usually consists of four components; the<br />
containment (cabinet), the abrasive blasting system, the<br />
abrasive recycling system and the dust collection. The<br />
operator blasts the parts from the outside of the cabinet by<br />
placing his arms in gloves attached to glove holes on the<br />
cabinet, viewing the part through a view window, turning<br />
the blast on and off using a foot pedal or treadle. Automated<br />
blast cabinets are also used to process large quantities of the<br />
same component and may incorporate multiple blast<br />
nozzles and a part conveyance system.<br />
There are three systems typically used in a blast cabinet.<br />
Two, siphon and pressure, are dry and one is wet:<br />
A siphon blast system (suction blast system) uses the<br />
compressed air to create vacuum in a chamber (known<br />
as the blast gun). The negative pressure pulls abrasive<br />
into the blast gun where the compressed air directs the<br />
abrasive through a blast nozzle. The abrasive mixture<br />
travels through a nozzle that directs the particles<br />
toward the surface or workpiece.<br />
Nozzles come in a variety of shapes, sizes, and<br />
materials. Tungsten carbide is the liner material most<br />
often used for mineral abrasives. Silicon carbide and<br />
boron carbide nozzles are more wear resistant and are<br />
often used with harder abrasives such as aluminum<br />
oxide. Inexpensive abrasive blasting systems and<br />
smaller cabinets use ceramic nozzles.<br />
In a pressure blast system, the abrasive is stored in the<br />
pressure vessel then sealed. The vessel is pressurized to<br />
the same pressure as the blast hose attached to the<br />
bottom of the pressure vessel. The abrasive is metered<br />
into the blast hose and conveyed by the compressed gas<br />
through the blast nozzle.<br />
Wet blast cabinets use a system that injects the<br />
abrasive/liquid slurry into a compressed gas stream.<br />
Wet blasting is typically used when the heat produced<br />
by friction in dry blasting would damage the part.<br />
BlastRoom : A blast room is a larger version of a blast<br />
cabinet and the blast operator works inside the room. A<br />
blast room includes three of the four components of a blast<br />
cabinet: the containment structure, the abrasive blasting<br />
system and the dust collector. Most blast rooms have<br />
recycling systems ranging from manual sweeping and<br />
shoveling the abrasive back into the blast pot to full reclaim<br />
floors that convey the abrasive pneumatically or<br />
mechanically to a device that cleans the abrasive prior to<br />
recycling.<br />
Media : In the early 1900s, it was assumed that sharp-edged<br />
grains provided the best performance, but this was later<br />
demonstrated not to be correct.<br />
Mineral : Silica sand can be used as a type of mineral<br />
abrasive. It tends to break up quickly, creating large<br />
quantities of dust, exposing the operator to the potential<br />
development of silicosis, a debilitating lung disease. To<br />
counter this hazard, silica sand for blasting is often coated<br />
with resins to control the dust. Using silica as an abrasive is<br />
not allowed in Germany, United Kingdom, Sweden,<br />
or Belgium for this reason.<br />
Another common mineral abrasive is garnet. Garnet is more<br />
expensive than silica sand, but if used correctly, will offer<br />
equivalent production rates while producing less dust and<br />
no safety hazards from ingesting the dust. Magnesium<br />
sulphate, or kieserite, is often used as an alternative<br />
to baking soda.<br />
Agricultural : Typically, crushed nut shells or fruit kernels.<br />
These soft abrasives are used to avoid damaging the<br />
underlying material such when cleaning brick or stone,<br />
removing graffiti, or the removal of coatings from<br />
printed circuit boards being repaired.<br />
Synthetic : This category includes corn starch, wheat<br />
starch, sodium bicarbonate, and dry ice. These "soft"<br />
abrasives are also used to avoid damaging the underlying<br />
material such when cleaning brick or stone, removing<br />
graffiti, or the removal of coatings from printed circuit<br />
boards being repaired. Soda blasting uses baking soda<br />
(sodium bicarbonate) which is extremely friable, the micro<br />
fragmentation on impact exploding away surface materials<br />
without damage to the substrate.<br />
Additional synthetic abrasives include process byproducts<br />
(e.g., copper slag, nickel slag, and coalslag), engineered<br />
abrasives (e.g., aluminum oxide, silicon carbide or<br />
carborundum, glass beads, ceramic shot/grit), and recycled<br />
products (e.g., plastic abrasive, glass grit).<br />
Metallic : Steel shot, steel grit, stainless steel shot, cut wire,<br />
copper shot, aluminum shot, zinc shot.<br />
Many coarser media used in sandblasting often result in<br />
energy being given off as sparks or light on impact. The<br />
colours and size of the spark or glow varies significantly,<br />
with heavy bright orange sparks from steel shot blasting, to<br />
a faint blue glow (often invisible in sunlight or brightly lit<br />
work areas) from garnet abrasive.<br />
Safety : Cleaning operations using abrasive blasting can<br />
present risks for workers' health and safety, specifically in<br />
portable air blasting or blast room (booth) applications.<br />
Although many abrasives used in blasting rooms are not<br />
hazardous in themselves, (steel shot and grit, cast<br />
iron, aluminum oxide, garnet, plastic abrasive and glass<br />
bead), other abrasives (silica sand, copper slag, nickel slag,<br />
and staurolite) have varying degrees of hazard (typically<br />
free silica or heavy metals). However, in all cases their use<br />
can present serious danger to operators, such as burns due<br />
to projections (with skin or eye lesions), falls due to<br />
walking on round shots scattered on the ground, exposure to<br />
hazardous dusts, heat exhaustion, creation of<br />
an explosive atmosphere, and exposure to excessive noise.
Satish W. Karadbhuje and Anup S. Raghuwanshi VSRDIJMCAPE, Vol. III (VII), July 2013 / 264<br />
Blasting rooms and portable blaster's equipment have been<br />
adapted to these dangers. Blasting lead-based paint can fill<br />
the air with lead particles which can be harmful to the<br />
nervous system.<br />
The Occupational Safety and Health Administration<br />
(OSHA) mandates engineered solutions to potential<br />
hazards, however silica sand continues to be allowed even<br />
though most commonly used blast helmets are not<br />
sufficiently effective at protecting the blast operator if<br />
ambient levels of dust exceed allowable limits. An adequate<br />
level of respiratory protection for blast operations in the<br />
United States is approved by the National Institute for<br />
Occupational Safety and Health (NIOSH).<br />
Typical safety equipment for operators includes:<br />
Positive pressure blast hood or helmet – The hood or<br />
helmet includes a head suspension system to allow the<br />
device to move with the operator's head, a view<br />
window with replaceable lens or lens protection and an<br />
air-feed hose.<br />
Grade-D air supply (or self-contained oil-less air<br />
pump) – The air feed hose is typically attached to a<br />
grade-D pressurized air supply. Grade-D air is<br />
mandated by OSHA to protect the worker from<br />
hazardous gases. It includes a pressure regulator, air<br />
filtration and a carbon monoxide monitor/alarm. An<br />
alternative method is self-contained, oil-less air pump<br />
to feed pressurized air to the blast hood/helmet. Oilless<br />
air pump does not require an air filter or carbon<br />
monoxide monitor/alarm, because the pressurized air is<br />
coming from a source that cannot generate carbon<br />
monoxide.<br />
Ear protection – ear muffs or ear plugs<br />
Body protection – Body protection varies by<br />
application but usually consists of gloves and overalls<br />
or a leather coat and chaps. Professionals would wear a<br />
cordura/canvas blast suit (unless blasting with steel<br />
abrasives, then they would use a leather suit).<br />
In the past, when sandblasting was performed as an openair<br />
job, the worker was exposed to risk of injury from the<br />
flying material and lung damage from inhaling the dust.<br />
The silica dust produced in the sandblasting process would<br />
cause silicosis after sustained inhalation of the dust. In<br />
1918, the first sandblasting enclosure was built, which<br />
protected the worker with a viewing screen, revolved<br />
around the workpiece, and used an exhaust fan to draw dust<br />
away from the worker's face.<br />
Sandblasting also may present secondary risks, such as falls<br />
from scaffolding and absorption of lead particles when<br />
removing lead-based paint from infrastructure.<br />
Several countries and territories now regulate sandblasting<br />
such that it may only be performed in a controlled<br />
environment using ventilation, protective clothing and<br />
breathing air supply.<br />
11. WORN-LOOK JEANS<br />
Many consumers are willing to pay extra for jeans that have<br />
the appearance of being used. To give the fabrics the right<br />
worn look sandblasting is used. Sandblasting has the risk of<br />
causing silicosis to the workers, and in Turkey, more than<br />
5,000 workers in the textile industry suffer from silicosis,<br />
and 46 people are known to have died from it. Sweden's<br />
Fair Trade Center conducted a survey among 17 textile<br />
companies that showed very few were aware of the dangers<br />
caused by manually sandblasting jeans. Several companies<br />
said they would abolish this technique from their own<br />
production.<br />
12. APPLICATIONS<br />
The lettering and engraving on most modern cemetery<br />
monuments and markers is created by abrasive blasting.<br />
Sandblasting can also be used to produce three-dimensional<br />
signage. This type of signage is considered to be a higherend<br />
product as compared to flat signs. These signs often<br />
incorporate gold leaf overlay and sometimes crushed glass<br />
backgrounds which is called smalts. When sandblasting<br />
wood signage it allows the wood grains to show and<br />
the growth rings to be raised, and is popular way to give a<br />
sign a traditional carved look. Sandblasting can also be<br />
done on clear acrylic glass and glazing as part of a store<br />
front or interior design.<br />
Sandblasting can be used to refurbish buildings or create<br />
works of art (carved or frosted glass). Modern masks and<br />
resists facilitate this process, producing accurate results.<br />
Sandblasting techniques are used for cleaning boat hulls, as<br />
well as brick, stone, and concrete work. Sandblasting is<br />
used for cleaning industrial as well as commercial<br />
structures, but is rarely used for non-metallic workpieces.<br />
13. CONCLUSION<br />
It is well known that correct surface preparation is essential<br />
to achieving the full life of any coating or coating system.<br />
Abrasive blasting is recognized as the most effective means<br />
of obtaining the correct surface cleanliness and surface<br />
profile. Careful attention to all the components of an<br />
abrasive blasting system, including the air supply, the<br />
abrasive blast equipment, the abrasive, and the expertise of<br />
the operator, can assure that any abrasive blasting operation<br />
obtains its maximum level of efficiency.<br />
14. REFERENCES<br />
[1] Smil, Vaclav (2005). Creating the twentieth century:<br />
technical innovations of 1867–1914 and their lasting impact.<br />
Oxford University Press US. ISBN 978-0-19-516874-7.<br />
[2] "BRIDGEPORT PROJECT / SOUTHWEST DIVISION<br />
HISTORY". Archived from the original on 23 June 2011.<br />
Retrieved 9 June 2011.<br />
[3] 1919 Popular Science article on types of minerals found to be<br />
suitable for sandblasting – Little Grains of Sand, Popular
Satish W. Karadbhuje and Anup S. Raghuwanshi VSRDIJMCAPE, Vol. III (VII), July 2013 / 265<br />
Science monthly, February 1919, page 64, Scanned by<br />
Google<br />
Books:http://books.google.com/books?id=7igDAAAAMBAJ<br />
&pg=PA64<br />
[4] "OSHA Asked to Ban Silica in Abrasive Blasting". Paint<br />
Square. 11 May 2009. Retrieved 9 June 2011.<br />
[5] "Abrasive Blasting". NIOSH Topics. NIOSH. Retrieved 10<br />
July 2012.<br />
[6] Making Things Easier for the Sand-Blaster, Popular Science<br />
monthly, December 1918, page 76, Scanned by Google<br />
Books:http://books.google.com/books?id=EikDAAAAMBAJ<br />
&pg=PA76<br />
[7] Buer, Kathleen (11 December 2010). "Dettedør folk for"<br />
[People are dying for this]. TV 2 Norway (in Norwegian).<br />
Retrieved 11 December 2010.<br />
Bibliography:<br />
[8] Manufacturing Processes Reference Guide by Robert H.<br />
Todd, Dell K. Allen, and Leo Alting—1st ed.<br />
[9] Tool and Manufacturing Engineers Handbook, Vol1 :<br />
Machining, 4th Edition, 1983. Society of Manufacturing<br />
Engineers.<br />
•••
Satish W. Karadbhuje and Anup S. Raghuwanshi VSRDIJMCAPE, Vol. III (VII), July 2013 / 266