

Download the November/December 2003 Issue in PDF format
Download the November/December 2003 Issue in PDF format
Download the November/December 2003 Issue in PDF format

You also want an ePaper? Increase the reach of your titles
YUMPU automatically turns print PDFs into web optimized ePapers that Google loves.
erat<strong>in</strong>g portion (Po<strong>in</strong>t Q) and <strong>the</strong> BUE <strong>format</strong>ion<br />
is <strong>in</strong>vestigated.<br />
Figure 2 shows <strong>the</strong> relationship between <strong>the</strong><br />
maximum thickness and <strong>the</strong> tooth surface roughness<br />
<strong>in</strong> conventional hobb<strong>in</strong>g of right-handed<br />
helical gears with various helix angles. The maximum<br />
thickness is an average value of <strong>the</strong> thickness<br />
removed by every cutt<strong>in</strong>g edge at <strong>the</strong> generat<strong>in</strong>g<br />
portion. It is clearly found that <strong>the</strong> difference<br />
<strong>in</strong> roughness at both flanks and for each<br />
lent no. of teeth 42, RH Helical<br />
Normalized 0.35% carbon Cr-Mo<br />
steel 210HBW, module 3, equiva-<br />
helix angle results from <strong>the</strong> difference <strong>in</strong> <strong>the</strong> correspond<strong>in</strong>g<br />
maximum thickness respectively.<br />
m/m<strong>in</strong>, feed 1.5 mm/rev., wet,<br />
gear/M35 (no coated HSS), φ80,<br />
1-thread (RH), 12 gashes/20<br />
Specifications of <strong>the</strong> hob, such as outside diameter,<br />
number of threads, number of gashes and rake<br />
conventional hobb<strong>in</strong>g.<br />
angle, etc., have great effects on <strong>the</strong> chip thickness<br />
and/or <strong>the</strong> <strong>format</strong>ion of BUE.<br />
roughness.<br />
Figure 2—Relationship between <strong>the</strong> maximum thickness and <strong>the</strong> tooth surface<br />
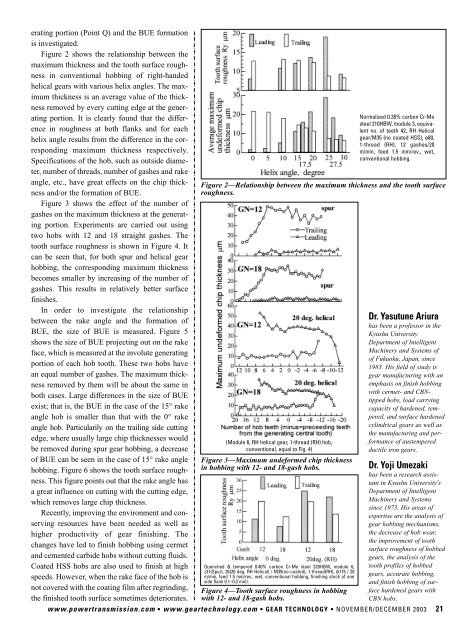
Figure 3 shows <strong>the</strong> effect of <strong>the</strong> number of<br />
gashes on <strong>the</strong> maximum thickness at <strong>the</strong> generat<strong>in</strong>g<br />
portion. Experiments are carried out us<strong>in</strong>g<br />
two hobs with 12 and 18 straight gashes. The<br />
tooth surface roughness is shown <strong>in</strong> Figure 4. It<br />
can be seen that, for both spur and helical gear<br />
hobb<strong>in</strong>g, <strong>the</strong> correspond<strong>in</strong>g maximum thickness<br />
becomes smaller by <strong>in</strong>creas<strong>in</strong>g of <strong>the</strong> number of<br />
gashes. This results <strong>in</strong> relatively better surface<br />
f<strong>in</strong>ishes.<br />
In order to <strong>in</strong>vestigate <strong>the</strong> relationship<br />
between <strong>the</strong> rake angle and <strong>the</strong> <strong>format</strong>ion of<br />
Dr. Yasutune Ariura<br />
has been a professor <strong>in</strong> <strong>the</strong><br />
BUE, <strong>the</strong> size of BUE is measured. Figure 5<br />
Kyushu University<br />
shows <strong>the</strong> size of BUE project<strong>in</strong>g out on <strong>the</strong> rake<br />
Department of Intelligent<br />
face, which is measured at <strong>the</strong> <strong>in</strong>volute generat<strong>in</strong>g<br />
Mach<strong>in</strong>ery and Systems of<br />
of Fukuoku, Japan, s<strong>in</strong>ce<br />
portion of each hob tooth. These two hobs have<br />
1983. His field of study is<br />
an equal number of gashes. The maximum thickness<br />
removed by <strong>the</strong>m will be about <strong>the</strong> same <strong>in</strong><br />
emphasis on f<strong>in</strong>ish hobb<strong>in</strong>g<br />
gear manufactur<strong>in</strong>g with an<br />
with cermet- and CBNtipped<br />
hobs, load carry<strong>in</strong>g<br />
both cases. Large differences <strong>in</strong> <strong>the</strong> size of BUE<br />
exist; that is, <strong>the</strong> BUE <strong>in</strong> <strong>the</strong> case of <strong>the</strong> 15° rake<br />
capacity of hardened, tempered,<br />
and surface hardened<br />
angle hob is smaller than that with <strong>the</strong> 0° rake<br />
angle hob. Particularily on <strong>the</strong> trail<strong>in</strong>g side cutt<strong>in</strong>g<br />
cyl<strong>in</strong>drical gears as well as<br />
<strong>the</strong> manufactur<strong>in</strong>g and performance<br />
of austempered<br />
edge, where usually large chip thicknesses would<br />
(Module 6, RH helical gear, 1-thread (RH) hob,<br />
be removed dur<strong>in</strong>g spur gear hobb<strong>in</strong>g, a decrease<br />
conventional, equal to Fig. 4)<br />
ductile iron gears.<br />
of BUE can be seen <strong>in</strong> <strong>the</strong> case of 15° rake angle Figure 3—Maximum undeformed chip thickness<br />
hobb<strong>in</strong>g. Figure 6 shows <strong>the</strong> tooth surface roughness.<br />
This figure po<strong>in</strong>ts out that <strong>the</strong> rake angle has<br />
tant <strong>in</strong> Kyushu University's<br />
<strong>in</strong> hobb<strong>in</strong>g with 12- and 18-gash hobs.<br />
Dr. Yoji Umezaki<br />
has been a research assis-<br />
a great <strong>in</strong>fluence on cutt<strong>in</strong>g with <strong>the</strong> cutt<strong>in</strong>g edge,<br />
Department of Intelligent<br />
which removes large chip thickness.<br />
Mach<strong>in</strong>ery and Systems<br />
s<strong>in</strong>ce 1973. His areas of<br />
Recently, improv<strong>in</strong>g <strong>the</strong> environment and conserv<strong>in</strong>g<br />
resources have been needed as well as<br />
gear hobb<strong>in</strong>g mechanisms,<br />
expertise are <strong>the</strong> analysis of<br />
higher productivity of gear f<strong>in</strong>ish<strong>in</strong>g. The<br />
<strong>the</strong> decrease of hob wear,<br />
<strong>the</strong> improvement of tooth<br />
changes have led to f<strong>in</strong>ish hobb<strong>in</strong>g us<strong>in</strong>g cermet<br />
surface roughness of hobbed<br />
and cemented carbide hobs without cutt<strong>in</strong>g fluids.<br />
gears, <strong>the</strong> analysis of <strong>the</strong><br />
Coated HSS hobs are also used to f<strong>in</strong>ish at high Quenched & tempered 0.40% carbon Cr-Mo steel 320HBW, module 6, tooth profiles of hobbed<br />
z31(Spur), 26(20 deg. RH Helical) / M35(no-coated), 1-thread(RH), φ115 / 20 gears, accurate hobb<strong>in</strong>g,<br />
speeds. However, when <strong>the</strong> rake face of <strong>the</strong> hob is m/m<strong>in</strong>, feed 1.5 mm/rev., wet, conventional hobb<strong>in</strong>g, f<strong>in</strong>ish<strong>in</strong>g stock of one<br />
side flank 0.1–0.2 mm).<br />
and f<strong>in</strong>ish hobb<strong>in</strong>g of surface<br />
hardened gears with<br />
not covered with <strong>the</strong> coat<strong>in</strong>g film after regr<strong>in</strong>d<strong>in</strong>g, Figure 4—Tooth surface roughness <strong>in</strong> hobb<strong>in</strong>g<br />
<strong>the</strong> f<strong>in</strong>ished tooth surface sometimes deteriorates. with 12- and 18-gash hobs.<br />
CBN hobs.<br />
www.powertransmission.com • www.geartechnology.com • GEAR TECHNOLOGY • NOVEMBER/DECEMBER <strong>2003</strong> 21














