

Indispensable shift workers - fmb-machinery.de
Indispensable shift workers - fmb-machinery.de
Indispensable shift workers - fmb-machinery.de

Create successful ePaper yourself
Turn your PDF publications into a flip-book with our unique Google optimized e-Paper software.
<strong>Indispensable</strong> <strong>shift</strong> <strong>workers</strong><br />
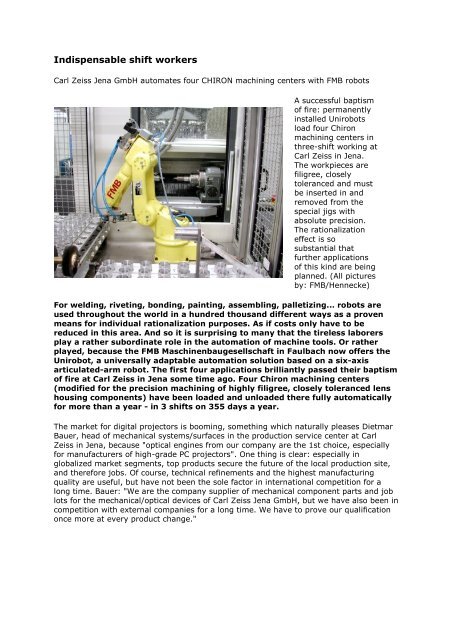
Carl Zeiss Jena GmbH automates four CHIRON machining centers with FMB robots<br />
A successful baptism<br />
of fire: permanently<br />
installed Unirobots<br />
load four Chiron<br />
machining centers in<br />
three-<strong>shift</strong> working at<br />
Carl Zeiss in Jena.<br />
The workpieces are<br />
filigree, closely<br />
toleranced and must<br />
be inserted in and<br />
removed from the<br />
special jigs with<br />
absolute precision.<br />
The rationalization<br />
effect is so<br />
substantial that<br />
further applications<br />
of this kind are being<br />
planned. (All pictures<br />
by: FMB/Hennecke)<br />
For welding, riveting, bonding, painting, assembling, palletizing... robots are<br />
used throughout the world in a hundred thousand different ways as a proven<br />
means for individual rationalization purposes. As if costs only have to be<br />
reduced in this area. And so it is surprising to many that the tireless laborers<br />
play a rather subordinate role in the automation of machine tools. Or rather<br />
played, because the FMB Maschinenbaugesellschaft in Faulbach now offers the<br />
Unirobot, a universally adaptable automation solution based on a six-axis<br />
articulated-arm robot. The first four applications brilliantly passed their baptism<br />
of fire at Carl Zeiss in Jena some time ago. Four Chiron machining centers<br />
(modified for the precision machining of highly filigree, closely toleranced lens<br />
housing components) have been loa<strong>de</strong>d and unloa<strong>de</strong>d there fully automatically<br />
for more than a year - in 3 <strong>shift</strong>s on 355 days a year.<br />
The market for digital projectors is booming, something which naturally pleases Dietmar<br />
Bauer, head of mechanical systems/surfaces in the production service center at Carl<br />
Zeiss in Jena, because "optical engines from our company are the 1st choice, especially<br />
for manufacturers of high-gra<strong>de</strong> PC projectors". One thing is clear: especially in<br />
globalized market segments, top products secure the future of the local production site,<br />
and therefore jobs. Of course, technical refinements and the highest manufacturing<br />
quality are useful, but have not been the sole factor in international competition for a<br />
long time. Bauer: "We are the company supplier of mechanical component parts and job<br />
lots for the mechanical/optical <strong>de</strong>vices of Carl Zeiss Jena GmbH, but we have also been in<br />
competition with external companies for a long time. We have to prove our qualification<br />
once more at every product change."
Especially in the case of high volumes - this means<br />
quantities of more than 100,000 per annum (for the<br />
time being) of the mechanical lens components<br />
currently being manufactured - Asian competitors are<br />
exerting powerful pressure. The battle is mainly over<br />
price. Any manufacturer who is qualified to<br />
manufacture these lens components, which are<br />
extremely <strong>de</strong>manding with regard to production<br />
technology - i.e. they can offer quality, quantity, a<br />
competitive price and <strong>de</strong>liver to schedule - has good<br />
prospects for steadily growing volumes.<br />
However, cost-effective production capacities with<br />
high throughput had to be <strong>de</strong>veloped first of all to<br />
secure the in-house production of lens sleeves and<br />
lens adjustment rings. This about two years ago and<br />
was "not at all easy" as Christina Schmoginski, who is<br />
responsible for technology projects at Carl Zeiss in<br />
Jena, discovered. She explains: "The components<br />
don't look very spectacular, but they are anything but<br />
easy to manufacture in series. Production necessitates<br />
various turning and milling operations and, with a<br />
cutting proportion of up to 97%, the workpieces are<br />
very thin-walled at the end and thus extremely<br />
difficult to clamp." Precise clamping is very important,<br />
however. The tolerances for concentricity and groove<br />
widths must be within a tolerance range of around 10<br />
µm, so that the finished objectives focus smoothly and<br />
without play un<strong>de</strong>r all operating conditions. Accuracies<br />
within the IT 6 range are required for the large<br />
number of tolerances on fit. Schmoginski continues:<br />
"We examined a great variety of production methods<br />
and production facilities but even start-to-finish<br />
machining on our existing turning/milling centers did<br />
not provi<strong>de</strong> acceptable results."<br />
Finally, it became clear that manufacturing from a<br />
block could only be done in two stages, i.e. first<br />
turning and then milling. Five in<strong>de</strong>xes (G 200 and G<br />
300) were <strong>de</strong>ci<strong>de</strong>d on for the turning jobs. Four Chiron<br />
machining centers (FZ 08 and FZ 12 W) equipped with<br />
a precision rotary table as well as special clamping<br />
facilities were chosen for the milling tasks. Although<br />
this infrastructure meant that the Thuringia-based<br />
company now had the production technology un<strong>de</strong>r<br />
control, the unit costs were still too high, especially for<br />
milling. Karl-Heinz Vlay, head of production scheduling<br />
and engineering services, explains: "We have cycle<br />
times for the milling of up to five minutes per<br />
workpiece. Consequently, there is a great <strong>de</strong>al of<br />
downtime for operators, even with multiple machine<br />
assignment. In addition, there is the fact that we want<br />
to utilize the capacities to the full with three <strong>shift</strong>s." If<br />
vacation and sickness periods are inclu<strong>de</strong>d, the<br />
smooth use of the four machining centers would have<br />
required at least five to six employees. The human<br />
performance curve, fitness for work and working<br />
morale also do not always orient themselves towards<br />
Dietmar Bauer, head of<br />
mechanical<br />
systems/surfaces, Carl<br />
Zeiss Jena GmbH,<br />
production service center:<br />
"... we have also been in<br />
competition with external<br />
companies for a long<br />
time. We have to prove<br />
our qualification at every<br />
product change."..."<br />
Karl-Heinz Vlay, head of<br />
production scheduling and<br />
engineering services, Carl<br />
Zeiss Jena GmbH,<br />
production service<br />
center:"...there is a great<br />
<strong>de</strong>al of downtime even<br />
with multiple machine<br />
assignment. In addition,<br />
there is the fact that we<br />
want to make full use of<br />
the capacities with three<br />
<strong>shift</strong>s..."
production schedules, so an automation solution had<br />
to be found. The next problem.<br />
Dietmar Bauer: "We inquired at various vendors. All of<br />
them backed out, at the latest when the subject of the<br />
particular requirements for the clamping of the<br />
workpieces came up. Nobody wanted to guarantee<br />
that the requisite positioning accuracies could be<br />
reliably met. Furthermore, the linear systems offered<br />
were highly inflexible and are also very expensive. The<br />
suppliers of robots are probably working to full<br />
capacity with other automation tasks. At least, nobody<br />
wanted to take a risk with an application with a<br />
machining center."<br />
Shortly before frustration could set in, assistance<br />
came in the shape of André Ochmann, a sales and<br />
marketing partner of the FMB<br />
Maschinenbaugesellschaft, who is active in east<br />
Germany. His proposed solution: the new FMB<br />
Unirobot.<br />
To put it succinctly: the FMB solution based on a sixaxis<br />
articulated-arm robot was also more or less a<br />
prototype at that time. References: zero!<br />
Nevertheless, FMB was given the opportunity and took<br />
full advantage of it. Ochmann not only guaranteed the<br />
people responsible for investment that the required<br />
positioning accuracy for the position-orientated<br />
insertion of the four different workpieces into the<br />
respective special jigs of the machining center would<br />
be achieved, he was also able to put forward this<br />
argument as a confi<strong>de</strong>nce-building measure: "FMB has<br />
approximately 15,000 loading magazines in the field.<br />
As a result, we have comprehensive know-how in the<br />
field of mechanical interfaces and the control and<br />
software engineering adaptation of automation<br />
systems and machine control systems." Confi<strong>de</strong>nce at<br />
FMB was so high that the Faulbach-based company<br />
agreed to take back the system free of charge if it<br />
failed. Another sound argument for the Unirobot for<br />
Dietmar Bauer was that FMB approached the project<br />
from top to bottom with a commitment which "had<br />
previously not been shown by other suppliers. The<br />
support over the entire project was exemplary.<br />
Nikolaus Dobrov, the responsible <strong>de</strong>sign engineer, was<br />
even available to us on the spot for three days during<br />
commissioning." This is nothing unusual for Dobrov,<br />
however: "It only means extra work and annoyance if<br />
we leave a construction site behind us. There are<br />
always teething troubles with such projects. That's<br />
why it's normal at FMB to have somebody there during<br />
the running-in phase who knows the <strong>de</strong>tails.<br />
Furthermore, we also ma<strong>de</strong> intensive use of the three<br />
days for training and practice." Whereby, according to<br />
Dobrov, the handling and above all the programming<br />
of the FMB Unirobot "can be learned very quickly. The<br />
robots are programmed using the teach-in method.<br />
Christina Schmoginski,<br />
technology projects, Carl<br />
Zeiss Jena GmbH,<br />
production service center:<br />
"... they are anything but<br />
easy to manufacture in<br />
series... even our existing<br />
turning/milling centers did<br />
not provi<strong>de</strong> acceptable<br />
results."<br />
Nikolaus Dobrov, <strong>de</strong>sign<br />
<strong>de</strong>partment, FMB<br />
Maschinenbaugesellschaft,<br />
Faulbach: "Teething<br />
troubles are perfectly<br />
normal with such<br />
projects. That's why it<br />
makes good sense to<br />
have somebody there..."
Any CNC programmer with standard skills can quickly<br />
master this and easily create the <strong>de</strong>sired control<br />
programs." In short: the robots and machining centers<br />
very quickly reached agreement on productive<br />
teamwork at Carl Zeiss in Jena.<br />
Since the turn of the year 2000/2001, the four Chiron<br />
machining centers have been producing four different<br />
workpieces in three <strong>shift</strong>s. And after meanwhile more<br />
than a year of continuous operation, the Unirobots are<br />
consi<strong>de</strong>red to have passed their baptism of fire with<br />
flying colors. Praise from Dietmar Bauer: "We used the<br />
installations to full capacity around the clock for 355<br />
days in the first year. There were also some<br />
standstills, of course, but they were mostly down to<br />
the machining centers. The robots and the palletizers<br />
work very reliably. The entire automation rarely<br />
causes problems."<br />
Something which naturally also has the consequence<br />
of contributing to a speedy amortization of the total of<br />
around 300,000 euros paid to FMB. Dietmar Bauer has<br />
no doubt that the investment will quickly pay for itself:<br />
"The capacity of the adapted workpiece magazines is<br />
large enough for a complete <strong>shift</strong>. We therefore<br />
produce to a large extent without personnel and at a<br />
consistently high quality." When compared with the<br />
labor costs for a correspondingly productive team of<br />
machine loa<strong>de</strong>rs and unloa<strong>de</strong>rs, a return on<br />
investment within a year is totally realistic. Although<br />
Dietmar Bauer does not provi<strong>de</strong> any precise figures in<br />
this regard, his next statement speaks volumes: "If we<br />
hadn't taken this step, we wouldn't have had the<br />
or<strong>de</strong>rs in-house any more!"<br />
And the pressure on production service provi<strong>de</strong>rs - no<br />
matter whether they are part of the concern or<br />
freelance - will probably increase even more in future.<br />
The Asians are not nee<strong>de</strong>d for this. For example, the<br />
enlargement of the EU to the east has been politically<br />
<strong>de</strong>ci<strong>de</strong>d on and will be a fact in a few years. It will<br />
probably be one to two <strong>de</strong>ca<strong>de</strong>s before the economic,<br />
fiscal, social and environmentally relevant basic<br />
conditions between the western and eastern EU put<br />
the possibilities for the estimate of job or<strong>de</strong>r costs on<br />
an equal footing. This is probably also the reason, but<br />
not the only one, why André Ochmann firmly believes<br />
that FMB customers will not only successfully reduce<br />
their costs with bar loa<strong>de</strong>rs in future, but also that<br />
"the FMB robot automation will open up new potentials<br />
for increased efficiency for a great many metalworking<br />
companies."<br />
André Ochmann, <strong>de</strong>aler in<br />
machine accessories and<br />
automation technology,<br />
Nißma: "...comprehensive<br />
know-how in the field of<br />
mechanical interfaces and<br />
control and software<br />
engineering adaptation..."
The concept of the FMB Unirobots is as promising<br />
as it sounds. The FMB robots can be permanently<br />
installed on a single machine - as at Carl Zeiss<br />
Jena GmbH - or the Unirobots can also be<br />
connected and used as a mobile automation unit<br />
for <strong>de</strong>mand-oriented use, e.g. on CNC lathes,<br />
with a few movements of the hand. The costs for<br />
interface and door opening mechanism are oneoff<br />
investments and will soon pay divi<strong>de</strong>nds, as<br />
they say. The prices for the Unirobot start at<br />
approx. 42,000 euros. Optional auxiliary<br />
equipment, such as task-optimized pallet<br />
systems and workpiece grippers, is also<br />
available. The grippers are available in two- or<br />
three-jaw execution. The utilization of a variety<br />
of base plates ensures optimum gripper<br />
arrangement at all times. The gripper is changed<br />
with a few movements of the hand and FMB also<br />
supplies tailored executions for special<br />
requirements. In or<strong>de</strong>r that the Unirobot can<br />
quickly move from machine to machine without<br />
complications and to ensure fast access to the<br />
working area of the machine tool when required,<br />
the work safety cage with an integrated<br />
automatic door opening system can be relatively<br />
easily traversed, even with restricted space<br />
conditions. The footprint measures 1,100 mm<br />
square, the height is 1,800 mm and the<br />
complete solution weighs about 350 kg. FMB has<br />
implemented a reasonably priced and easy-toconvert<br />
standard interface for the mechanical<br />
and electrical coupling of robot and CNC<br />
machine. The operator's panel of the Unirobot is<br />
<strong>de</strong>tachable and with a weight of 1 kg is<br />
extremely manageable. The program parameters<br />
and program sequence are visualized by means<br />
of a high-quality TFT color display.<br />
Guaranteed precision in series: The<br />
tolerances for concentricity and<br />
groove widths of the mechanical lens<br />
components must be below 10 µm,<br />
IT 6 is required for the large number<br />
of tolerances on fit. Measurement<br />
directly after milling guarantees<br />
short paths and a quick reaction in<br />
the case of any <strong>de</strong>viations.<br />
Ochmann continues: "I am confi<strong>de</strong>nt that we can open up further interesting fields of<br />
application very quickly with our robot handling system. We are processing several<br />
or<strong>de</strong>rs at the moment, and there are a large number of <strong>de</strong>finite projects in progress. For<br />
example, we are automating a grinding machine for a new customer at the moment."<br />
Consequently, the only restriction is the given technical data of the FMB Unirobot. This<br />
specifies a working range of 515 mm and maximum workpiece weights of 2 x 2.5 kg.<br />
Naturally, there are still alternatives if required, because although the robot is important,<br />
it is replaceable in principle. What is fundamental is that such applications always<br />
function reliably and the supplier first and foremost has a good knowledge of interfaces<br />
for hardware and software and of mechanical engineering. Ochmann says: "In this<br />
connection, FMB has know-how at its disposal which has been <strong>de</strong>veloped over a period of<br />
time."
Rea<strong>de</strong>r queries:<br />
FMB, Fax: +49 9392 801 20<br />
Your contact at the editing <strong>de</strong>pt.:<br />
Klaus Dieter Hennecke<br />
Biggestraße 18<br />
57462 Olpe<br />
Phone: +49 2761 5134<br />
Fax: +49 2761 40633<br />
E-Mail: klaus@retema.<strong>de</strong><br />
All inclusive: While the Chiron<br />
machining center, which is<br />
equipped with a changeover table,<br />
cuts chips, the FMB Unirobot loads<br />
and unloads and <strong>de</strong>burrs the<br />
filigree lens adjustment rings<br />
outsi<strong>de</strong> the machine time. The<br />
silent attendants also clean the<br />
special clamping jigs before each<br />
new load (not shown here).<br />
Perfection in automation: FMB<br />
magazines with rolling holding<br />
cassettes adapted for the supply of<br />
workpieces and storage of the lens<br />
rings. The stock of workpieces and<br />
the storage capacity for the<br />
finished parts are sufficient for one<br />
<strong>shift</strong>.




