Special Tool Configurations
Special Tool Configurations
Special Tool Configurations

You also want an ePaper? Increase the reach of your titles
YUMPU automatically turns print PDFs into web optimized ePapers that Google loves.
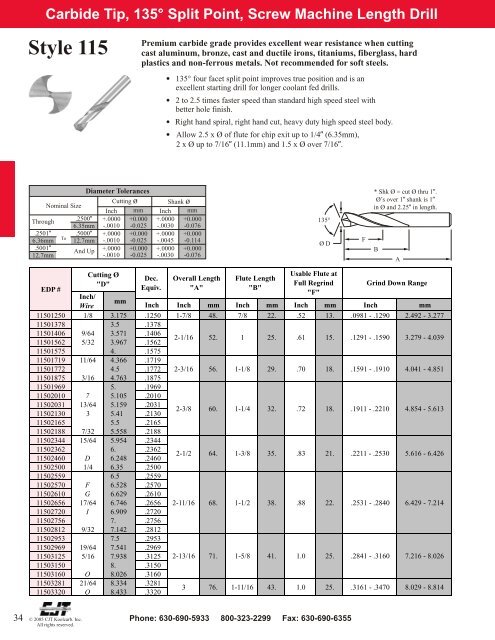
Carbide Tip, 135° Split Point, Screw Machine Length Drill<br />
Style 115<br />
Premium carbide grade provides excellent wear resistance when cutting<br />
cast aluminum, bronze, cast and ductile irons, titaniums, fiberglass, hard<br />
plastics and non-ferrous metals. Not recommended for soft steels.<br />
• 135° four facet split point improves true position and is an<br />
excellent starting drill for longer coolant fed drills.<br />
• 2 to 2.5 times faster speed than standard high speed steel with<br />
better hole finish.<br />
• Right hand spiral, right hand cut, heavy duty high speed steel body.<br />
•<br />
Allow 2.5 x Ø of flute for chip exit up to 1/4” (6.35mm),<br />
2 x Ø up to 7/16” (11.1mm) and 1.5 x Ø over 7/16”.<br />
Diameter Tolerances<br />
Cutting ø Shank ø<br />
Nominal Size<br />
Inch mm Inch mm<br />
Through<br />
.2500” +.0000 +0.000 +.0000 +0.000<br />
6.35mm -.0010 -0.025 -.0030 -0.076<br />
.2501” .5000” +.0000 +0.000 +.0000 +0.000<br />
To<br />
6.36mm 12.7mm -.0010 -0.025 -.0045 -0.114<br />
.5001”<br />
And Up<br />
+.0000 +0.000 +.0000 +0.000<br />
12.7mm -.0010 -0.025 -.0030 -0.076<br />
135°<br />
Ø D<br />
F<br />
* Shk Ø = cut Ø thru 1”.<br />
Ø’s over 1” shank is 1”<br />
in Ø and 2.25” in length.<br />
B<br />
A<br />
EDP #<br />
Inch/<br />
Cutting Ø<br />
"D"<br />
mm<br />
Dec.<br />
Equiv.<br />
Wire<br />
Inch Inch mm Inch mm Inch mm Inch mm<br />
11501250 1/8 3.175 .1250 1-7/8 48. 7/8 22. .52 13. .0981 - .1290 2.492 - 3.277<br />
11501378 3.5 .1378<br />
11501406 9/64 3.571 .1406<br />
11501562 5/32 3.967 .1562<br />
11501575 4. .1575<br />
11501719 11/64 4.366 .1719<br />
11501772 4.5 .1772 2-3/16 56. 1-1/8 29. .70 18. .1591 - .1910 4.041 - 4.851<br />
11501875 3/16 4.763 .1875<br />
11501969 5. .1969<br />
11502010 7 5.105 .2010<br />
11502031 13/64 5.159 .2031<br />
11502130 3 5.41 .2130<br />
11502165 5.5 .2165<br />
11502188 7/32 5.558 .2188<br />
11502344 15/64 5.954 .2344<br />
11502362 6. .2362<br />
11502460 D 6.248 .2460<br />
11502500 1/4 6.35 .2500<br />
11502559 6.5 .2559<br />
11502570 F 6.528 .2570<br />
11502610 G 6.629 .2610<br />
11502656 17/64 6.746 .2656 2-11/16 68. 1-1/2 38. .88 22. .2531 - .2840 6.429 - 7.214<br />
11502720 I 6.909 .2720<br />
11502756 7. .2756<br />
11502812 9/32 7.142 .2812<br />
11502953 7.5 .2953<br />
11502969 19/64 7.541 .2969<br />
11503125 5/16 7.938 .3125<br />
11503150 8. .3150<br />
11503160 O 8.026 .3160<br />
11503281 21/64 8.334 .3281<br />
11503320 Q 8.433 .3320<br />
Overall Length<br />
"A"<br />
2-1/16 52. 1 25. .61 15.<br />
2-3/8 60. 1-1/4<br />
2-1/2<br />
Flute Length<br />
"B"<br />
32.<br />
64. 1-3/8 35.<br />
2-13/16 71. 1-5/8 41.<br />
3 76. 1-11/16 43.<br />
Usable Flute at<br />
Full Regrind<br />
"F"<br />
.72 18.<br />
.83 21.<br />
Grind Down Range<br />
.1291 - .1590 3.279 - 4.039<br />
.1911 - .2210<br />
4.854 - 5.613<br />
.2211 - .2530 5.616 - 6.426<br />
1.0 25. .2841 - .3160 7.216 - 8.026<br />
1.0 25. .3161 - .3470 8.029 - 8.814<br />
34 © 2005 CJT Koolcarb. Inc.<br />
Phone: 630-690-5933 800-323-2299 Fax: 630-690-6355<br />
All rights reserved.