Custom made bends - Bilfinger
Custom made bends - Bilfinger
Custom made bends - Bilfinger

Create successful ePaper yourself
Turn your PDF publications into a flip-book with our unique Google optimized e-Paper software.
Piping Systems<br />
<strong>Bilfinger</strong> Piping Technologies GmbH<br />
Bend geometry<br />
<strong>Custom</strong> <strong>made</strong> <strong>bends</strong> from steel pipes have<br />
a high accuracy of shape. Bending with<br />
induction heat input is an advanced<br />
procedure using a highly automated and<br />
continuous forming process. During the<br />
process the pipe will be pushed into a<br />
narrow zone which is heated by a ring<br />
shaped inductor. The bending force will be<br />
applied axially to the pipe, the front end of<br />
which is fixed in a swivel-arm. During the<br />
bending process the bending arm will move<br />
around its axis on a circular arc with the<br />
specified radius. Through the applied axial<br />
force the pipe follows the set circular path.<br />
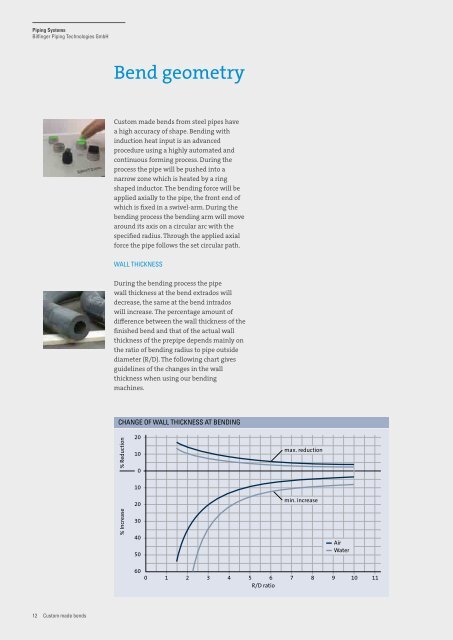
WALL THICKNESS<br />
During the bending process the pipe<br />
wall thickness at the bend extrados will<br />
decrease, the same at the bend intrados<br />
will increase. The percentage amount of<br />
difference between the wall thickness of the<br />
finished bend and that of the actual wall<br />
thickness of the prepipe depends mainly on<br />
the ratio of bending radius to pipe outside<br />
diameter (R/D). The following chart gives<br />
guidelines of the changes in the wall<br />
thickness when using our bending<br />
machines.<br />
CHANGE OF WALL THICKNESS AT BENDING<br />
% Increase % Reduction<br />
20<br />
10<br />
0<br />
10<br />
20<br />
30<br />
40<br />
50<br />
max. reduction<br />
min. increase<br />
Air<br />
Water<br />
60<br />
0<br />
1 2<br />
3 4 5 6 7 8 9 10 11<br />
R/D ratio<br />
12<br />
<strong>Custom</strong> <strong>made</strong> <strong>bends</strong>