Zistaplex Fachartikel - Rohtext_en - VOSS
Zistaplex Fachartikel - Rohtext_en - VOSS
Zistaplex Fachartikel - Rohtext_en - VOSS

You also want an ePaper? Increase the reach of your titles
YUMPU automatically turns print PDFs into web optimized ePapers that Google loves.
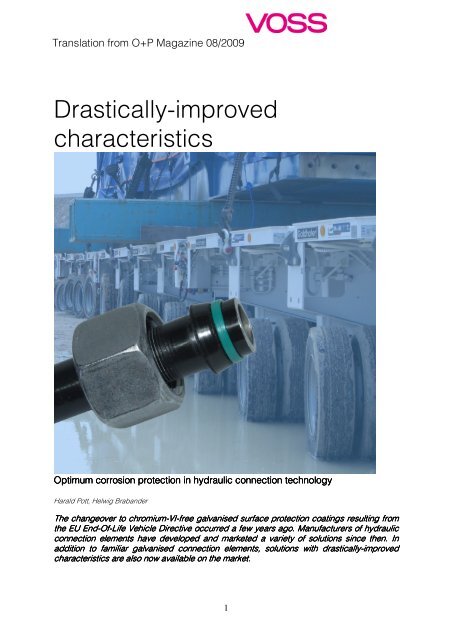
Translation from O+P Magazine 08/2009<br />
Drastically-improved<br />
characteristics<br />
Optimum corrosion protection in hydraulic connection technology<br />
Harald Pott, Helwig Brabander<br />
The changeover to chromium-VI<br />
VI-free galvanised surface protection coatings resulting from<br />
the EU End-Of<br />
Of-Life Vehicle Directive ive occurred a few years ago. Manufacturers of hydraulic<br />
connection elem<strong>en</strong>ts have developed and marketed a variety of solutions since th<strong>en</strong>. In<br />
addition to familiar galvanised connection elem<strong>en</strong>ts, solutions with drastically-improved<br />
improved<br />
characteristics are also now available on the market.<br />
1
The use of zinc-nickel in particular as a basis for the corrosion protection coating has established<br />
itself on a broad front for hydraulic connection elem<strong>en</strong>ts. However, chromium-VI-free surface<br />
protection coatings for hydraulic precision steel tubes are not only available today from connection<br />
elem<strong>en</strong>t manufacturers, but also from tube manufacturers themselves.<br />
Corrosion protection for tubes and tube connections<br />
Not everything was better in the good old days, but at least things were more uniform. Wh<strong>en</strong> it came<br />
to corrosion protection, galvanising of steel compon<strong>en</strong>ts had established itself as the alternative to<br />
the ev<strong>en</strong> older phosphating technique, with the zinc coating being th<strong>en</strong> subjected to chromating. The<br />
coating structure was, and still is, known by the designation A3C and was employed for yellow<br />
chromated compon<strong>en</strong>ts such as screw fittings, valve blocks or tubes. However, the chromium-VI<br />
prohibition <strong>en</strong>ded this uniform situation, and the vanishing of chromium VI ions simultaneously led to<br />
the disappearance of the positive corrosion protection properties of the A3C coating. Chromium-VIfree<br />
passivation introduced as an alternative was initially far from capable of achieving the service<br />
lives usually determined previous to this in standardised tests. Sealing layers were utilised as<br />
supplem<strong>en</strong>tary protection to avoid this. However, <strong>VOSS</strong> Fluid w<strong>en</strong>t a step further to achieve a true<br />
improvem<strong>en</strong>t and avoid any setbacks from a technical point of view. Instead of utilising the old basic<br />
zinc coating further and continuing to rely exclusively on the improved properties of passivation and<br />
sealing, a zinc-nickel coating is used for <strong>VOSS</strong> screw fittings. Wh<strong>en</strong> compared to pure zinc, the<br />
corrosion resistance of zinc-nickel is now increased several fold in the basic coating, thus improving<br />
the corrosion resistance of the screw fitting. The remaining coating structure is similar to that of<br />
galvanised screw fittings. Chromium-VI-free passivation follows the zinc-nickel coating which, in turn,<br />
is subsequ<strong>en</strong>tly subjected to sealing. In contrast to other chromium-VI-free protective coatings, the<br />
sealing technique employed by <strong>VOSS</strong> Fluid is an anorganic version. In addition to being media<br />
compatible to a limited degree, this also <strong>en</strong>sures in principle the compatibility with all fluids g<strong>en</strong>erally<br />
used in hydraulics. Of decisive importance in deciding to use zinc-nickel for corrosion protection<br />
was, primarily, the life history of a hydraulic screw fitting. The surface must meet special requirem<strong>en</strong>ts<br />
during handling and fitting. Galvanic coating of individual parts follows machining under practical<br />
conditions. These are th<strong>en</strong> stored for a certain period of time on the manufacturer’s premises prior to<br />
being utilised further for subsequ<strong>en</strong>t installation operations. They are th<strong>en</strong> either supplied directly to<br />
the customer or subjected to r<strong>en</strong>ewed storage (e.g. by retailers). Damage to the protective coating<br />
can already occur during transportation wh<strong>en</strong> fitting and handling the parts. However, damage to the<br />
coating can at the latest no longer be avoided during assembly of the screw fittings in hydraulic<br />
systems. The excell<strong>en</strong>t and, indeed, desired corrosion protection properties of <strong>VOSS</strong> zinc-nickel<br />
surfaces were confirmed through inspections conducted by a reputable indep<strong>en</strong>d<strong>en</strong>t institute.<br />
Service lives of at least 720 hours were achieved during standardised salt spray testing before the<br />
first occurr<strong>en</strong>ce of red rust was detected. The service life of the zinc-nickel basic coating is<br />
(calculated using a rule of thumb) around factor 10 higher than a conv<strong>en</strong>tional zinc coating. <strong>VOSS</strong><br />
Fluid has be<strong>en</strong> utilising this type of coating as a standard coating for all product series for more than<br />
three years. Experi<strong>en</strong>ce gained during this period corroborates the laboratory trial results. The<br />
excell<strong>en</strong>t corrosion protection properties if zinc-nickel are in particular clearly demonstrated in<br />
applications in the area of mobile hydraulics.<br />
VDMA Standard Sheet 24576<br />
A standardised designation for chromium-VI-free surface protection coatings of hydraulic<br />
compon<strong>en</strong>ts was until rec<strong>en</strong>tly still missing. A working group was formed in the VDMA to close this<br />
gap and address the subject of chromium-VI-free corrosion protection coatings for fluid <strong>en</strong>gineering.<br />
VDMA Standard Sheet 24576 is the result of the efforts invested by this group over a period of one<br />
and a half years. This standard sheet provides assistance in the labelling of chromium-VI-free<br />
corrosion protection coatings for fluid <strong>en</strong>gineering compon<strong>en</strong>ts with a short abbreviation which is<br />
easy to remember. The revolutionary aspect of this new standard sheet is that the structure of the<br />
coating is no longer regarded as the c<strong>en</strong>tral point of emphasis of the designation, but rather the<br />
effectiv<strong>en</strong>ess. Corrosion protection classes were introduced to define this effectiv<strong>en</strong>ess. These<br />
corrosions protection classes (K1 to K5) set differing requirem<strong>en</strong>ts for the effectiv<strong>en</strong>ess of protective<br />
coatings. A minimum requirem<strong>en</strong>t of 720 hours must be <strong>en</strong>sured in the highest class before red rust<br />
is detected. An English-language version is curr<strong>en</strong>tly being compiled. In addition to the corrosion<br />
protection class, this standard sheet also offers an option for the id<strong>en</strong>tification of features such as the<br />
2
coating structure and surface coating colour for those who would prefer greater precision. The <strong>VOSS</strong><br />
zinc-nickel coating can thus be completely labelled with the abbreviation K5S6F2, repres<strong>en</strong>ting the<br />
highest of all corrosion protection classes with a silver-grey appearance.<br />
ZISTAPLEX – outstanding corrosion protection for tubes<br />
B<strong>en</strong>teler Stahl/Rohr has be<strong>en</strong> manufacturing chromium-VI-free galvanised precision steel tubes for<br />
years under the name ZISTA CRF. The tubes are utilised in applications such as vehicle tubing and<br />
for machine and plant construction. However, the coating must meet higher requirem<strong>en</strong>ts in<br />
numerous applications. The combination of surface damage (e.g. in the case of tube screw fittings<br />
during transportation, handling and further processing) and the abs<strong>en</strong>ce of the self-repairing effect of<br />
the chromium-VI-free coating leads to a limitation of corrosion protection characteristics. B<strong>en</strong>teler<br />
Stahl/Rohr offers welded and seamless ZISTAPLEX tubes in the chromium-VI-free product range as a<br />
solution to this problem. BENTELER ZISTAPLEX considerably improves the corrosion resistance of<br />
galvanised tubes through an additional organic coating. A classification of ZISTA CRF in corrosion<br />
protection class K3 in compliance with the VDMA standard sheet places BENTELER ZISTAPLEX in<br />
the highest class K5. The complete designation for a black surface (to give an example) is K5F3SX.<br />
In addition to providing outstanding corrosion protection, BENTELER ZISTAPLEX is also<br />
distinguished by excell<strong>en</strong>t plasticity which meets all requirem<strong>en</strong>ts, ev<strong>en</strong> after complete machining of<br />
the tubes. This disp<strong>en</strong>ses with frequ<strong>en</strong>tly complex and costly galvanising and painting on the part of<br />
the customer. The special production process <strong>en</strong>ables the flexible use of differ<strong>en</strong>t organic coating<br />
types. In addition to free colour selection, special requirem<strong>en</strong>ts such as temperature and chemical<br />
resistance can thus be met. A solv<strong>en</strong>t-free process is employed for <strong>en</strong>vironm<strong>en</strong>tal and personnel<br />
safety reasons, simultaneously fulfilling the requirem<strong>en</strong>ts of the EU Solv<strong>en</strong>ts Directive. The process<br />
also <strong>en</strong>sures a uniform coating distribution which, in turn, <strong>en</strong>sures uniform corrosion protection over<br />
the <strong>en</strong>tire tube and <strong>en</strong>ables use of the most common DIN and SAE tube screw fittings without prior<br />
removal of the coating.<br />
Interplay of compon<strong>en</strong>ts<br />
The availability of ZISTAPLEX tubes from B<strong>en</strong>teler Stahl/Rohr raises the question of the degree to<br />
which the tube screw fittings/tube system harmonises with each other. The objective of a joint project<br />
realised by B<strong>en</strong>teler Stahl/Rohr and <strong>VOSS</strong> was therefore to conduct suitable tests and inspections to<br />
examine the results which could be achieved with this combination. The test program was laid down<br />
mutually, <strong>en</strong>compassing corrosion protection tests on the one hand and static and dynamic str<strong>en</strong>gth<br />
testing of the connections on the other. ZISTAPLEX tubes from B<strong>en</strong>teler Stahl/Rohr conforming to EN<br />
10305-4 with the dim<strong>en</strong>sions 12 x 1.5 were utilised as test samples. The 2S plus seal cutting ring from<br />
<strong>VOSS</strong> and the <strong>VOSS</strong>Form SQR tube connection system were defined as typical tube connection<br />
systems.<br />
Test program<br />
Pre-assembly of the seal cutting rings on the hydraulic tube was realised with the <strong>VOSS</strong> Type 90<br />
Basic pre-assembly device in compliance with 2S plus seal cutting ring assembly instructions. Tube<br />
connection cutting assemblies were subjected to random examination through grinding to <strong>en</strong>sure the<br />
correct assembly of all test samples. The pre-assembled tubes th<strong>en</strong> underw<strong>en</strong>t leak and burst<br />
pressure testing and a pressure pulse test (1 million load changes at 1.33-fold the nominal pressure)<br />
to check dynamic str<strong>en</strong>gth. In addition to these standard tests, a burst pressure test was conducted<br />
on the assembled tubes, these being previously subjected to an alternating temperature load. The<br />
alternating temperature test was conducted to determine the influ<strong>en</strong>ce of the 50 µm thick outer<br />
plastic coating. The tubes were cooled to -20 °C for this purpose, maintained at this temperature for 3<br />
hours, th<strong>en</strong> heated to + 80 °C and likewise maintained at this temperature level for 3 hours. 10<br />
repetitions of the cycle were realised. All pressure tests were conducted relative to a nominal tube<br />
pressure of 300 bar. An id<strong>en</strong>tical test program followed with <strong>VOSS</strong>Form system formed tubes. The<br />
test program for this connection system also involved salt spray testing of the assembled tubes.<br />
3
Test t results<br />
2S plus<br />
A slightly raised coating forms above the material flare in front of the abutting surface of the seal<br />
cutting ring. Loose coating residue is removed prior to installation to <strong>en</strong>sure flawless functioning of<br />
the hydraulic system. This can be realised without difficulty through wiping. The leak, burst pressure<br />
and pressure pulse tests conducted with the test tubes prepared in this manner were all passed<br />
successfully.<br />
<strong>VOSS</strong>Form<br />
As is the case with the seal cutting ring connection described previously, coating residue must be<br />
removed through wiping. This <strong>en</strong>sures correct assembly and the reliability of repeat assemblies. All<br />
the assembled <strong>VOSS</strong>Form tubes also successfully passed the leak, burst pressure and pressure<br />
pulse tests conducted subsequ<strong>en</strong>tly. Tubes subjected to prior alternating temperature load also<br />
exhibit no faults. The results of the salt spray test are of interest in the case of <strong>VOSS</strong>Form formed<br />
tubes. These also indicate no basic metal corrosion after 720 hours in the salt spray chamber.<br />
Results from practical applications<br />
In cooperation with Goldhofer, the system tested together by <strong>VOSS</strong> and B<strong>en</strong>teler Stahl/Rohr was<br />
utilised for the pipework on a heavy goods vehicle. Goldhofer, a company located in Memming<strong>en</strong>, is<br />
one of the leading manufacturers of special transportation vehicles on an international level. Around<br />
1,050 employees produce vehicles with payloads ranging from 25 to 10,000 t at the approximately<br />
120,000 m² company premises. More than 32,000 vehicles have be<strong>en</strong> manufactured to date in over<br />
70 countries around the world. In order to improve internal procedures and <strong>en</strong>hance the quality of<br />
their products, Goldhofer joined with <strong>VOSS</strong> and B<strong>en</strong>teler Stahl/Rohr to test the use of the <strong>VOSS</strong>Form<br />
system in combination with BENTELER ZISTAPLEX tubes. The experi<strong>en</strong>ce gained here in the area of<br />
assembly was uniformly positive. The heavy goods vehicle is curr<strong>en</strong>tly being subjected to field tests<br />
by the customer. Use of zinc-nickel in conjunction with ZISTAPLEX <strong>en</strong>abled Goldhofer to improve<br />
internal production/ assembly processes considerably. The outstanding corrosion protection of<br />
compon<strong>en</strong>ts <strong>en</strong>abled Goldhofer to disp<strong>en</strong>se with the subsequ<strong>en</strong>t painting of hydraulic units, an oft<strong>en</strong><br />
complex and costly procedure. In particular, those parts which are difficult to reach in the paint shop<br />
are considerably better protected against ambi<strong>en</strong>t corrosive attacks. “The choice of <strong>VOSS</strong> zinc-nickel<br />
and ZISTAPLEX from B<strong>en</strong>teler Stahl/Rohr <strong>en</strong>ables us to improve the excell<strong>en</strong>t quality of our products<br />
ev<strong>en</strong> further”, says Mr. Unglert, a s<strong>en</strong>ior hydraulics fitter at Goldhofer.<br />
Summary<br />
Test results confirm the perfect interplay betwe<strong>en</strong> <strong>VOSS</strong> zinc-nickel and BENTELER ZISTAPLEX.<br />
Corrosion resistance in the highest class K5 as defined in the VDMA standard sheet can be achieved<br />
without difficulty. The coating of the tubes in no way impairs the function of the <strong>VOSS</strong> 2S plus seal<br />
cutting ring and <strong>VOSS</strong>Form tube forming system. Goldhofer, which sets string<strong>en</strong>t leak-free and<br />
corrosion-resistant connection criteria, confirmed the effectiv<strong>en</strong>ess of product pairings under real<br />
practical conditions.<br />
4
1: Complete <strong>VOSS</strong> zinc-nickel nickel surface coating structure<br />
2: Damage caused to the corrosion protection coating during the assembly procedure<br />
3: Schematic depiction of the BENTELER ZISTAPLEX tube surface coating structure<br />
4: <strong>VOSS</strong>Form<br />
test samples from the salt spray test<br />
5
5: Assembled 2S plus seal cutting ring on BENTELER ZISTAPLEX tube<br />
7: Formed <strong>VOSS</strong>Form<br />
tube <strong>en</strong>d of BENTELER ELER ZISTAPLEX tube<br />
6: Correct cut of seal cutting ring assembly into tube<br />
8: Subsequ<strong>en</strong>t painting of compon<strong>en</strong>ts is disp<strong>en</strong>sed with<br />
Authors: Dr. H. Pott, Area Manager for Developm<strong>en</strong>t and Design, <strong>VOSS</strong> Fluid GmbH, Wipperfürth, H. Brabander (Graduate Engineer),<br />
Head of Surface Technology, B<strong>en</strong>teler Stahl/Rohr GmbH, Paderborn<br />
6