Sustainability Indicators - Fonterra
Sustainability Indicators - Fonterra
Sustainability Indicators - Fonterra

You also want an ePaper? Increase the reach of your titles
YUMPU automatically turns print PDFs into web optimized ePapers that Google loves.
Resource Consumption<br />
Water<br />
KEY FIGURES<br />
• 2.3 litres of water withdrawn per litre of<br />
raw milk processed<br />
• Fresh water withdrawal has remained static<br />
since 2006 on a litre of milk processed basis<br />
Water Withdrawal<br />
2<br />
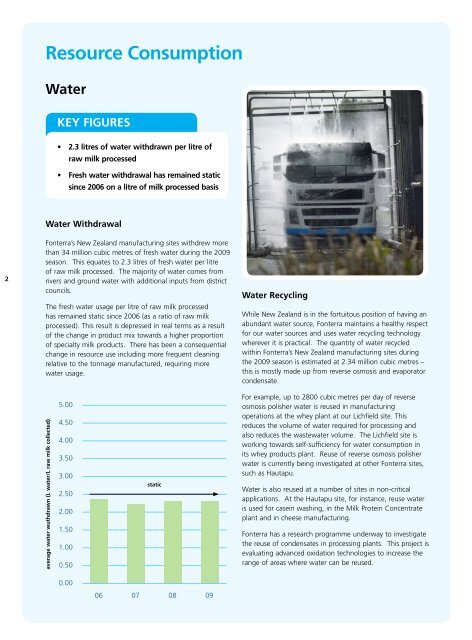
<strong>Fonterra</strong>’s New Zealand manufacturing sites withdrew more<br />
than 34 million cubic metres of fresh water during the 2009<br />
season. This equates to 2.3 litres of fresh water per litre<br />
of raw milk processed. The majority of water comes from<br />
rivers and ground water with additional inputs from district<br />
councils.<br />
The fresh water usage per litre of raw milk processed<br />
has remained static since 2006 (as a ratio of raw milk<br />
processed). This result is depressed in real terms as a result<br />
of the change in product mix towards a higher proportion<br />
of specialty milk products. There has been a consequential<br />
change in resource use including more frequent cleaning<br />
relative to the tonnage manufactured, requiring more<br />
water usage.<br />
Water Recycling<br />
While New Zealand is in the fortuitous position of having an<br />
abundant water source, <strong>Fonterra</strong> maintains a healthy respect<br />
for our water sources and uses water recycling technology<br />
wherever it is practical. The quantity of water recycled<br />
within <strong>Fonterra</strong>’s New Zealand manufacturing sites during<br />
the 2009 season is estimated at 2.34 million cubic metres –<br />
this is mostly made up from reverse osmosis and evaporator<br />
condensate.<br />
average water wuthdrawn (L water/L raw milk collected)<br />
5.00<br />
4.50<br />
4.00<br />
3.50<br />
3.00<br />
2.50<br />
2.00<br />
1.50<br />
1.00<br />
0.50<br />
static<br />
For example, up to 2800 cubic metres per day of reverse<br />
osmosis polisher water is reused in manufacturing<br />
operations at the whey plant at our Lichfield site. This<br />
reduces the volume of water required for processing and<br />
also reduces the wastewater volume. The Lichfield site is<br />
working towards self-sufficiency for water consumption in<br />
its whey products plant. Reuse of reverse osmosis polisher<br />
water is currently being investigated at other <strong>Fonterra</strong> sites,<br />
such as Hautapu.<br />
Water is also reused at a number of sites in non-critical<br />
applications. At the Hautapu site, for instance, reuse water<br />
is used for casein washing, in the Milk Protein Concentrate<br />
plant and in cheese manufacturing.<br />
<strong>Fonterra</strong> has a research programme underway to investigate<br />
the reuse of condensates in processing plants. This project is<br />
evaluating advanced oxidation technologies to increase the<br />
range of areas where water can be reused.<br />
0.00<br />
06 07 08 09