Procedure Qualification Records (PQR) Form
Procedure Qualification Records (PQR) Form
Procedure Qualification Records (PQR) Form

Create successful ePaper yourself
Turn your PDF publications into a flip-book with our unique Google optimized e-Paper software.
Labour and Immigration<br />
Mechanical and Engineering<br />
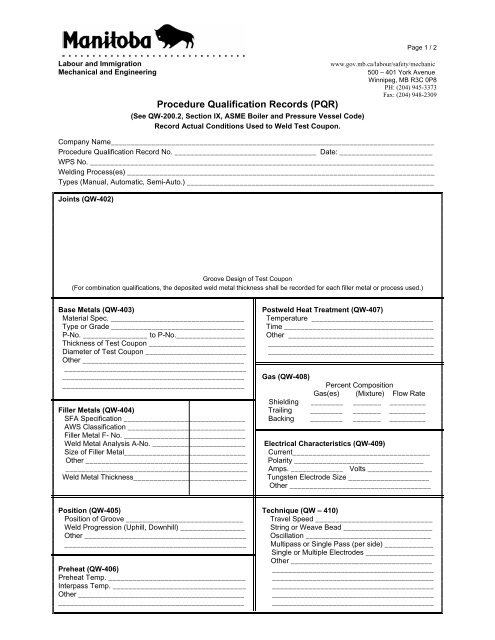
<strong>Procedure</strong> <strong>Qualification</strong> <strong>Records</strong> (<strong>PQR</strong>)<br />
(See QW-200.2, Section IX, ASME Boiler and Pressure Vessel Code)<br />
Record Actual Conditions Used to Weld Test Coupon.<br />
Page 1 / 2<br />
www.gov.mb.ca/labour/safety/mechanic<br />
500 – 401 York Avenue<br />
Winnipeg, MB R3C 0P8<br />
PH: (204) 945-3373<br />
Fax: (204) 948-2309<br />
Company Name________________________________________________________________________________<br />
<strong>Procedure</strong> <strong>Qualification</strong> Record No. ___________________________________ Date: _______________________<br />
WPS No. _____________________________________________________________________________________<br />
Welding Process(es) ____________________________________________________________________________<br />
Types (Manual, Automatic, Semi-Auto.) _____________________________________________________________<br />
Joints (QW-402)<br />
Groove Design of Test Coupon<br />
(For combination qualifications, the deposited weld metal thickness shall be recorded for each filler metal or process used.)<br />
Base Metals (QW-403)<br />
Material Spec. _________________________________<br />
Type or Grade _________________________________<br />
P-No. ________________ to P-No._________________<br />
Thickness of Test Coupon ________________________<br />
Diameter of Test Coupon _________________________<br />
Other ________________________________________<br />
_____________________________________________<br />
_____________________________________________<br />
_____________________________________________<br />
Postweld Heat Treatment (QW-407)<br />
Temperature ______________________________<br />
Time _____________________________________<br />
Other ____________________________________<br />
_________________________________________<br />
_________________________________________<br />
Gas (QW-408)<br />
Percent Composition<br />
Gas(es) (Mixture) Flow Rate<br />
Shielding ________ _______ _________<br />
Filler Metals (QW-404) Trailing ________ _______ _________<br />
SFA Specification ______________________________ Backing ________ _______ _________<br />
AWS Classification _____________________________<br />
Filler Metal F- No. ______________________________<br />
Weld Metal Analysis A-No. _______________________<br />
Size of Filler Metal______________________________<br />
Other ________________________________________<br />
_____________________________________________<br />
Weld Metal Thickness____________________________<br />
Electrical Characteristics (QW-409)<br />
Current__________________________________<br />
Polarity ________________________________<br />
Amps. _____________ Volts ________________<br />
Tungsten Electrode Size ____________________<br />
Other ___________________________________<br />
Position (QW-405) Technique (QW – 410)<br />
Position of Groove _____________________________ Travel Speed _____________________________<br />
Weld Progression (Uphill, Downhill) ________________ String or Weave Bead ______________________<br />
Other ________________________________________ Oscillation _______________________________<br />
_____________________________________________ Multipass or Single Pass (per side) ____________<br />
Single or Multiple Electrodes _________________<br />
Other ___________________________________<br />
Preheat (QW-406)<br />
________________________________________<br />
Preheat Temp. __________________________________ ________________________________________<br />
Interpass Temp. _________________________________ ________________________________________<br />
Other _________________________________________ ________________________________________<br />
______________________________________________ ________________________________________
<strong>Procedure</strong> <strong>Qualification</strong> <strong>Records</strong> (<strong>PQR</strong>) Page 2 / 2<br />
Tensile Test (QW-150)<br />
Specimen<br />
No.<br />
Width Thickness Area<br />
Ultimate Total<br />
Load, lb<br />
Ultimate Unit<br />
Stress, psi<br />
<strong>PQR</strong> No.________<br />
Type of<br />
Failure &<br />
Location<br />
Guided-Bend Tests (QW-160)<br />
Type and Figure No.<br />
Result<br />
Toughness Tests (QW-170)<br />
Specimen<br />
No.<br />
Notch<br />
Location<br />
Specimen<br />
Size<br />
Test Temp.<br />
Impact<br />
Values<br />
ft-lb % Shear Mils<br />
Drop<br />
Weight<br />
Break (Y/N)<br />
Comments ____________________________________________________________________________________<br />
_____________________________________________________________________________________________<br />
Fillet-Weld Test (QW-180)<br />
Result – Satisfactory: Yes ________ No _________ Penetration into Parent Metal: Yes ________ No __________<br />
Macro – Results ________________________________________________________________________________<br />
Other Tests<br />
Type of Test ___________________________________________________________________________________<br />
Deposit Analysis _______________________________________________________________________________<br />
Other ________________________________________________________________________________________<br />
Welder’s Name ____________________________________ Clock No. ___________ Stamp No. ___________<br />
Tests conducted by :________________________________________ Laboratory Test No. __________________<br />
We certify that the statements in this record are correct and that the test welds were prepared, welded, and tested in<br />
accordance with the requirements of Section IX of the ASME Code.<br />
Manufacturer: _______________________________<br />
Date __________________________________________<br />
By ________________________________________<br />
(Detail of record of tests are illustrative only and may be modified to conform to the type and number of tests required by the Code.)