Technical Information for Pro-X Mill - Korloy.com
Technical Information for Pro-X Mill - Korloy.com
Technical Information for Pro-X Mill - Korloy.com

You also want an ePaper? Increase the reach of your titles
YUMPU automatically turns print PDFs into web optimized ePapers that Google loves.
<strong>Technical</strong> <strong>In<strong>for</strong>mation</strong> <strong>for</strong> <strong>Pro</strong>-X <strong>Mill</strong><br />
<strong>Technical</strong> <strong>In<strong>for</strong>mation</strong> <strong>for</strong> <strong>Pro</strong>-X <strong>Mill</strong><br />
Features<br />
Strong clamping due to the concave part of insert bottom side.<br />
Good chip flow and less build up edge have been acquired due to<br />
buffed surface of insert.<br />
High rake angle of insert provides good surface finish and low cutting load.<br />
Specially designed <strong>for</strong> high speed machining of aluminum.<br />
Suitable <strong>for</strong> square shouldering and curved surface machining.<br />
Clamping system <strong>for</strong> high speed<br />
>>><br />
Special design <strong>for</strong> strong<br />
clamping at high speed machining to<br />
prevent flying out of insert.<br />
High feed Cutter<br />
Side <strong>Mill</strong>ing Cutter <strong>for</strong> Cast iron Thread <strong>Mill</strong>ing Cutters <strong>for</strong> Aluminum Cutters <strong>for</strong> Mold Face <strong>Mill</strong>ing Cutter <strong>Mill</strong>ing Inserts <strong>Mill</strong>ing Grades <strong>Mill</strong>ing<br />
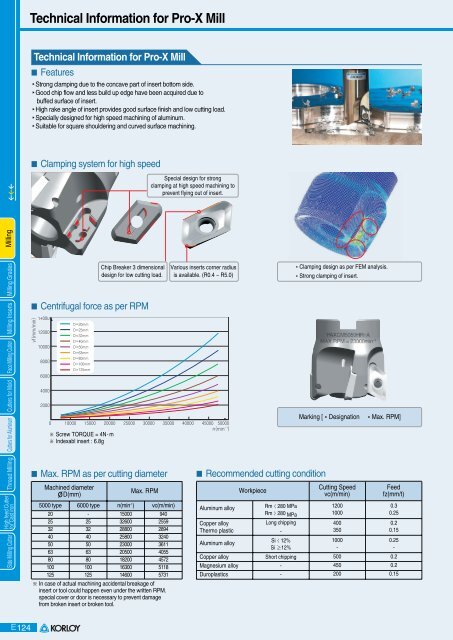
Centrifugal <strong>for</strong>ce as per RPM<br />
<br />
Screw TORQUE = 4Nm<br />
Indexabl insert : 6.8g<br />
Chip Breaker 3 dimensional<br />
design <strong>for</strong> low cutting load.<br />
Max. RPM as per cutting diameter<br />
Machined diameter<br />
D(mm)<br />
5000 type<br />
20<br />
25<br />
32<br />
40<br />
50<br />
63<br />
80<br />
100<br />
125<br />
6000 type n(min -1 ) vc(m/min)<br />
-<br />
25<br />
32<br />
40<br />
50<br />
63<br />
80<br />
100<br />
125<br />
15000<br />
32600<br />
28800<br />
25800<br />
23000<br />
20500<br />
18200<br />
16300<br />
14600<br />
Max. RPM<br />
940<br />
2559<br />
2894<br />
3240<br />
3611<br />
4055<br />
4572<br />
5118<br />
5731<br />
In case of actual machining accidental breakage of<br />
insert or tool could happen even under the written RPM.<br />
special cover or door is necessary to prevent damage<br />
from broken insert or broken tool.<br />
Various inserts corner radius<br />
is available. (R0.4 ~ R5.0)<br />
<br />
Re<strong>com</strong>mended cutting condition<br />
Aluminum alloy<br />
Copper alloy<br />
Thermo plastic<br />
Aluminum alloy<br />
Copper alloy<br />
Magnesium alloy<br />
Duroplastics<br />
Workpiece<br />
Rm 280 MPa<br />
Rm 280 MPa<br />
Long chipping<br />
-<br />
Si 12%<br />
Si 12%<br />
Short chipping<br />
-<br />
-<br />
Clamping design as per FEM analysis.<br />
Strong clamping of insert.<br />
Marking [Designation<br />
Cutting Speed<br />
vc(m/min)<br />
1200<br />
1000<br />
400<br />
350<br />
1000<br />
-<br />
500<br />
450<br />
200<br />
Max. RPM]<br />
Feed<br />
fz(mm/t)<br />
0.3<br />
0.25<br />
0.2<br />
0.15<br />
0.25<br />
-<br />
0.2<br />
0.2<br />
0.15<br />
E124
<strong>Technical</strong> <strong>In<strong>for</strong>mation</strong> <strong>for</strong> <strong>Pro</strong>-X <strong>Mill</strong><br />
Ramping<br />
PAXCM 5000<br />
PAXCM 6000<br />
Tool diameter() (max.) Lmin(mm) Tool diameter() (max.) Lmin(mm)<br />
40<br />
50<br />
63<br />
80<br />
100<br />
125<br />
11.31<br />
7.24<br />
5.1<br />
3.86<br />
3.94<br />
2.14<br />
50<br />
78<br />
112<br />
148<br />
145<br />
267<br />
40<br />
50<br />
63<br />
80<br />
100<br />
125<br />
17<br />
9.5<br />
7<br />
5<br />
4<br />
3<br />
32<br />
60<br />
81<br />
114<br />
143<br />
190<br />
Lmin =<br />
ap<br />
(mm)<br />
tan <br />
Lmin : Minimum inclination<br />
cutting length<br />
: Max. ramping angle<br />
ap : Depth of cut<br />
PAXS 5000<br />
20<br />
25<br />
32<br />
40<br />
-<br />
-<br />
8.3<br />
17.95<br />
12.6<br />
9.9<br />
68<br />
31<br />
45<br />
57<br />
PAXS 6000<br />
Tool diameter() (max.) Lmin(mm) Tool diameter() (max.) Lmin(mm)<br />
20<br />
25<br />
32<br />
40<br />
-<br />
-<br />
-<br />
9<br />
7<br />
17<br />
-<br />
63<br />
81<br />
32<br />
>>><br />
Plunging, Slotting, Drilling technical data<br />
<br />
<br />
<br />
<br />
Cutting condition <strong>for</strong> drilling<br />
Holder<br />
1. When drilling, grooving machining sequence is .<br />
2. When drilling, grooving, decrease the feed and cutting speed 30%~50% from the re<strong>com</strong>mended data.<br />
Helical ramping technical data<br />
20<br />
25<br />
32<br />
40~125<br />
Insert<br />
XETK19<br />
XETK25<br />
ap(mm)<br />
5000 Type 6000 Type<br />
8<br />
4<br />
4<br />
4<br />
ap(mm)<br />
4<br />
6<br />
-<br />
11<br />
6<br />
6<br />
Machining example<br />
Copying<br />
Helical cutting<br />
<strong>Mill</strong>ing<br />
<strong>Mill</strong>ing Grades <strong>Mill</strong>ing Inserts Face <strong>Mill</strong>ing Cutter Cutters <strong>for</strong> Mold Cutters <strong>for</strong> Aluminum Thread <strong>Mill</strong>ing<br />
D(Tool diameter) D1 min D1 max Designation<br />
20 22 33<br />
25 29 43<br />
32 43 57<br />
40 59 73<br />
50 79 93<br />
XEKT19M532FR-MA<br />
63 105 119<br />
80 139 153<br />
100 179 193<br />
125 229 243<br />
Slotting & Shouldering<br />
Ramping<br />
High feed Cutter<br />
<strong>for</strong> Cast iron Side <strong>Mill</strong>ing Cutter<br />
E125
<strong>Pro</strong>-X <strong>Mill</strong><br />
PAXCM5000/6000<br />
AA 0<br />
>>><br />
High feed Cutter<br />
Side <strong>Mill</strong>ing Cutter <strong>for</strong> Cast iron Thread <strong>Mill</strong>ing Cutters <strong>for</strong> Aluminum Cutters <strong>for</strong> Mold Face <strong>Mill</strong>ing Cutter <strong>Mill</strong>ing Inserts <strong>Mill</strong>ing Grades <strong>Mill</strong>ing<br />
Designation<br />
PAXCM 5040HR-A,B<br />
5050HR-A,B<br />
5063HR-A,B<br />
5080HR-A,B<br />
5100HR-A,B<br />
5125HR-A,B<br />
PAXCM 6050HR-A,B<br />
6063HR-A,B<br />
6080HR-A,B<br />
6100HR-A,B<br />
6125HR-A,B<br />
Stock<br />
A<br />
<br />
<br />
<br />
<br />
<br />
<br />
<br />
<br />
<br />
<br />
<br />
Type A : Insert NoseR 0.4 ~ 3.2 Type B : Insert NoseR 4.0 ~5.0<br />
Note) Through coolant type between 40~125<br />
Parts<br />
5000 Type<br />
6000 Type<br />
B<br />
<br />
<br />
<br />
<br />
<br />
<br />
<br />
<br />
<br />
<br />
<br />
3<br />
4<br />
4<br />
5<br />
6<br />
7<br />
2<br />
3<br />
4<br />
5<br />
6<br />
D d d1 F AR RR D2<br />
d2 a b E<br />
<br />
(max)<br />
40<br />
50<br />
63<br />
80<br />
100<br />
125<br />
50<br />
63<br />
80<br />
100<br />
125<br />
34<br />
42<br />
49<br />
57<br />
67<br />
87<br />
42<br />
49<br />
57<br />
67<br />
87<br />
16<br />
22<br />
22<br />
27<br />
32<br />
40<br />
16<br />
16<br />
27<br />
32<br />
40<br />
Available Arbors<br />
Designation d Arbors<br />
PAXCM 5040HR-A,B<br />
5050HR-A,B<br />
5063HR-A,B<br />
5080HR-A,B<br />
5100HR-A,B<br />
5125HR-A,B<br />
PAXCM<br />
6050HR-A,B<br />
6063HR-A,B<br />
6080HR-A,B<br />
6100HR-A,B<br />
6125HR-A,B<br />
Screw<br />
PTKA0408<br />
FTGA0513<br />
16<br />
22<br />
22<br />
27<br />
32<br />
40<br />
16<br />
22<br />
27<br />
32<br />
40<br />
Applicable inserts, see pages E25<br />
Detail cutter spec. see pages E172~E174<br />
Wrench<br />
TW 15S<br />
TW 20S<br />
9<br />
11<br />
11<br />
14<br />
18<br />
22<br />
11<br />
11<br />
14<br />
18<br />
22<br />
BT -FMC16-<br />
BT -FMC22-<br />
BT -FMC22-<br />
BT -FMC27-<br />
BT -FMC32-<br />
BT -FMB40-<br />
BT -FMC16- <br />
BT -FMC22-<br />
BT -FMC27-<br />
BT -FMC32-<br />
BT -FMB40-<br />
14<br />
18<br />
18<br />
20<br />
26<br />
32<br />
18<br />
18<br />
20<br />
26<br />
32<br />
8.4<br />
10.4<br />
10.4<br />
12.4<br />
14.4<br />
16.4<br />
8.4<br />
10.4<br />
12.4<br />
14.4<br />
16.4<br />
5.6<br />
6.3<br />
6.3<br />
7<br />
8<br />
9<br />
5.6<br />
6.3<br />
7<br />
8<br />
9<br />
19<br />
21<br />
21<br />
23<br />
26<br />
29<br />
18<br />
21<br />
23<br />
26<br />
29<br />
Available Inserts<br />
XEKT<br />
XEKT<br />
Designation<br />
19M504FR-MA<br />
19M508FR-MA<br />
19M512FR-MA<br />
19M516FR-MA<br />
19M518FR-MA<br />
19M520FR-MA<br />
19M530FR-MA<br />
19M532FR-MA<br />
19M540FR-MA<br />
19M550FR-MA<br />
250608FR-MA<br />
250640FR-MA<br />
40<br />
50<br />
50<br />
50<br />
63<br />
63<br />
50<br />
50<br />
50<br />
63<br />
63<br />
8<br />
11<br />
10<br />
12<br />
13<br />
13<br />
11.5<br />
13<br />
14.5<br />
16<br />
17.5<br />
Coated<br />
PD2000<br />
<br />
<br />
<br />
<br />
<br />
<br />
<br />
<br />
<br />
<br />
<br />
<br />
-5<br />
-6<br />
-6<br />
-6<br />
-5<br />
-5<br />
-9.5<br />
-8.5<br />
-8<br />
-7<br />
-6.5<br />
XEKT<br />
11.31<br />
7.24<br />
5.1<br />
3.86<br />
3.94<br />
2.14<br />
9.5<br />
7.0<br />
5.0<br />
4.0<br />
3.0<br />
Max<br />
rpm<br />
25800<br />
23000<br />
20500<br />
18200<br />
16300<br />
14600<br />
23000<br />
20500<br />
18200<br />
16300<br />
14600<br />
ap<br />
17<br />
17<br />
17<br />
17<br />
17<br />
17<br />
23<br />
23<br />
23<br />
23<br />
23<br />
(mm)<br />
0.15<br />
0.3<br />
0.56<br />
1.0<br />
2.2<br />
3.5<br />
0.37<br />
0.63<br />
1.1<br />
2.3<br />
3.6<br />
: Stock item : Under preparing <strong>for</strong> stock<br />
Uncoated<br />
H01<br />
<br />
<br />
<br />
<br />
<br />
<br />
<br />
<br />
<br />
<br />
<br />
<br />
Type<br />
5000<br />
Type<br />
6000<br />
Type<br />
Page<br />
E25<br />
E25<br />
: Stock item : Under preparing <strong>for</strong> stock<br />
E126
<strong>Pro</strong>-X <strong>Mill</strong><br />
PAXS5000/6000<br />
AA 0<br />
PAXS<br />
PAXS<br />
Designation<br />
Stock<br />
Type A : Insert NoseR 0.4 ~ 3.2 Type B : Insert NoseR 4.0 ~5.0<br />
Note) Through coolant type between 20~40<br />
Parts<br />
5000 Type<br />
6000 Type<br />
A<br />
5020HR-A,B <br />
5025HR-A,B <br />
5032HR-A,B <br />
5040HR-A,B-S32 <br />
5040HR-A,B-S40 <br />
5040HR-A,B-S42 <br />
6025HR-A,B <br />
6032HR-A,B <br />
6040HR-A,B-S32 <br />
6040HR-A,B-S40 <br />
6040HR-A,B-S42 <br />
Screw<br />
B<br />
<br />
<br />
<br />
<br />
<br />
<br />
<br />
<br />
<br />
<br />
<br />
PTKA0407 / PTKA0408<br />
FTGA0513<br />
Applicable inserts, see pages E25<br />
1<br />
2<br />
2<br />
3<br />
3<br />
3<br />
1<br />
1<br />
2<br />
2<br />
2<br />
D d L AR RR<br />
<br />
(max)<br />
Max<br />
rpm<br />
ap<br />
20 20 60 130 5 -11 8.3 15,000 17<br />
25 25 60 140 6 -6 17.95 32,600 17<br />
32 32 70 150 8 -7 12.6 28,800 17<br />
40 32 70 160 8 -5 9.91 25,800 17<br />
40 40 70 160 8 -5 9.91 25,800 17<br />
40 42 70 160 8 -5 9.91 25,800 17<br />
25 25 60 140 9 -14 9.0 32,600 23<br />
32 32 70 150 9.5 -12 7.0 28,800 23<br />
40 32 70 160 10 -10.5 17.0 25,800 23<br />
40 40 70 160 10 -10.5 17.0 25,800 23<br />
40 42 70 160 10 -10.5 17.0 25,800 23<br />
Wrench<br />
TW 15S<br />
TW 20S<br />
Available Inserts<br />
XEKT<br />
XEKT<br />
Designation<br />
19M504FR-MA<br />
19M508FR-MA<br />
19M512FR-MA<br />
19M516FR-MA<br />
19M518FR-MA<br />
19M520FR-MA<br />
19M530FR-MA<br />
19M532FR-MA<br />
19M540FR-MA<br />
19M550FR-MA<br />
250608FR-MA<br />
250640FR-MA<br />
XEKT-MA<br />
Coated<br />
PD2000<br />
<br />
<br />
<br />
<br />
<br />
<br />
<br />
<br />
<br />
<br />
<br />
<br />
(mm)<br />
0.24<br />
0.4<br />
0.74<br />
1.0<br />
1.3<br />
1.4<br />
0.42<br />
0.76<br />
1.2<br />
1.5<br />
1.6<br />
: Stock item : Under preparing <strong>for</strong> stock<br />
Uncoated<br />
H01<br />
<br />
<br />
<br />
<br />
<br />
<br />
<br />
<br />
<br />
<br />
<br />
<br />
Type<br />
5000<br />
Type<br />
6000<br />
Type<br />
Page<br />
E25<br />
E25<br />
: Stock item : Under preparing <strong>for</strong> stock<br />
>>><br />
<strong>Mill</strong>ing<br />
<strong>Mill</strong>ing Grades <strong>Mill</strong>ing Inserts Face <strong>Mill</strong>ing Cutter Cutters <strong>for</strong> Mold Cutters <strong>for</strong> Aluminum Thread <strong>Mill</strong>ing<br />
High feed Cutter<br />
<strong>for</strong> Cast iron Side <strong>Mill</strong>ing Cutter<br />
E127
<strong>Pro</strong>-X <strong>Mill</strong><br />
PAXM5000<br />
AA 0<br />
Designation<br />
Stock<br />
R L<br />
D<br />
d<br />
d1<br />
<br />
L<br />
M<br />
ap<br />
(mm)<br />
>>><br />
PAXM<br />
5025HR-A,B-M12<br />
5032HR-A,B-M16<br />
<br />
<br />
2<br />
2<br />
25<br />
32<br />
23<br />
29<br />
12.5<br />
17.0<br />
55<br />
55<br />
79<br />
82<br />
M12<br />
M16<br />
17<br />
17<br />
0.12<br />
0.2<br />
5040HR-A,B-M16<br />
<br />
3<br />
40<br />
29<br />
17.0<br />
55<br />
82<br />
M16<br />
17<br />
0.4<br />
High feed Cutter<br />
Side <strong>Mill</strong>ing Cutter <strong>for</strong> Cast iron Thread <strong>Mill</strong>ing Cutters <strong>for</strong> Aluminum Cutters <strong>for</strong> Mold Face <strong>Mill</strong>ing Cutter <strong>Mill</strong>ing Inserts <strong>Mill</strong>ing Grades <strong>Mill</strong>ing<br />
Type A : Insert NoseR 0.4 ~ 3.2 Type B : Insert NoseR 4.0 ~5.0<br />
Note) Through coolant type between 25~40<br />
Parts<br />
PAXM<br />
Screw<br />
PTKA0408<br />
Available Adaptors<br />
Designation<br />
5025HR-A,B-M12<br />
5032HR-A,B-M16<br />
5040HR-A,B-M16<br />
Applicable inserts, see pages E25<br />
Applicable adaptors, see pages E133~E134<br />
Wrench<br />
TW 15S<br />
Adaptors<br />
MAT - M12<br />
MAT - M16<br />
MAT - M16<br />
Designation : PAXM5025HR - A - M12 = Designation of Shank : MAT-M12-030-S25S<br />
Specification <strong>for</strong> Modular head thread part(M12)<br />
Specification <strong>for</strong> shank thread part(M12)<br />
Available Inserts<br />
Designation<br />
XEKT 19M504FR-MA<br />
19M508FR-MA<br />
19M512FR-MA<br />
19M516FR-MA<br />
19M518FR-MA<br />
19M520FR-MA<br />
19M530FR-MA<br />
19M532FR-MA<br />
19M540FR-MA<br />
19M550FR-MA<br />
Coated<br />
PD2000<br />
<br />
<br />
<br />
<br />
<br />
<br />
<br />
<br />
<br />
<br />
: Stock item : Under preparing <strong>for</strong> stock<br />
XEKT-MA<br />
Uncoated<br />
H01<br />
Type<br />
Page<br />
<br />
<br />
<br />
<br />
5000<br />
E25<br />
Type<br />
<br />
<br />
<br />
<br />
: Stock item : Under preparing <strong>for</strong> stock<br />
E128
<strong>Technical</strong> <strong>In<strong>for</strong>mation</strong> <strong>for</strong> <strong>Pro</strong>-A <strong>Mill</strong><br />
<strong>Technical</strong> <strong>In<strong>for</strong>mation</strong> <strong>for</strong> <strong>Pro</strong>-A <strong>Mill</strong><br />
Features<br />
Buffed on top face of insert ensure good chip control and reduces built-up edge.<br />
Small size modular type <strong>for</strong> aluminum machining.<br />
Various line up of modular system <strong>for</strong> aluminum machining.<br />
For shouldering, curved surface and ramping.<br />
High rake angle chip breaker ensures excellent surface roughness.<br />
Improved cooling effect and chip control by through coolant system even deep<br />
pocket machining.<br />
>>><br />
Copying<br />
Shouldering Ramping Through coolant system<br />
<strong>Mill</strong>ing<br />
<strong>Pro</strong>-A mill series<br />
Ramping<br />
Small size<br />
Al workpiece<br />
General<br />
Al workpiece<br />
<strong>Pro</strong>-A 2000<br />
<strong>Pro</strong>-A 4000<br />
Re<strong>com</strong>mended cutting condition<br />
Aluminum alloy<br />
Copper alloy<br />
Thermo plastic<br />
Aluminum alloy<br />
Copper alloy<br />
Magnesium alloy<br />
Duroplastics<br />
Series <strong>Pro</strong>-A mill Through coolant system<br />
Workpiece<br />
Rm 280 MPa<br />
Rm 280 MPa<br />
Long chip<br />
-<br />
Si 12%<br />
Short chip<br />
-<br />
-<br />
Modular : 12~42<br />
Shank : 12~42<br />
Insert : VDKT11T210N-MA<br />
cutter : 40~100<br />
Shank : 32~40<br />
Insert : VCKT220530N-MA<br />
Cutting speed vc(m/min)<br />
1000<br />
800<br />
250<br />
300<br />
800<br />
400<br />
400<br />
150<br />
O<br />
O<br />
<strong>Mill</strong>ing Grades <strong>Mill</strong>ing Inserts Face <strong>Mill</strong>ing Cutter Cutters <strong>for</strong> Mold Cutters <strong>for</strong> Aluminum Thread <strong>Mill</strong>ing<br />
High feed Cutter<br />
<strong>for</strong> Cast iron Side <strong>Mill</strong>ing Cutter<br />
E129
<strong>Pro</strong>-A <strong>Mill</strong><br />
PACM4000<br />
AA 0<br />
Designation<br />
Stock<br />
R L<br />
D D2 d<br />
d1 d2 a b E F ap<br />
(mm)<br />
>>><br />
PACM<br />
4040HR<br />
4050HR<br />
4063HR<br />
<br />
<br />
<br />
3<br />
3<br />
4<br />
40<br />
50<br />
63<br />
32<br />
40<br />
50<br />
16<br />
22<br />
22<br />
9<br />
11<br />
11<br />
11.5<br />
18<br />
18<br />
8.4<br />
10.4<br />
10.4<br />
5.6<br />
6.3<br />
6.3<br />
20<br />
20<br />
20<br />
55<br />
55<br />
60<br />
15<br />
15<br />
15<br />
0.2<br />
0.3<br />
0.6<br />
4080HR<br />
<br />
4<br />
80<br />
60<br />
27<br />
14<br />
20<br />
12.4<br />
7.0<br />
25<br />
60<br />
15<br />
1.0<br />
4100HR<br />
<br />
5<br />
100<br />
80<br />
32<br />
18<br />
26<br />
14.4<br />
8.0<br />
26<br />
60<br />
15<br />
1.6<br />
High feed Cutter<br />
Side <strong>Mill</strong>ing Cutter <strong>for</strong> Cast iron Thread <strong>Mill</strong>ing Cutters <strong>for</strong> Aluminum Cutters <strong>for</strong> Mold Face <strong>Mill</strong>ing Cutter <strong>Mill</strong>ing Inserts <strong>Mill</strong>ing Grades <strong>Mill</strong>ing<br />
Note) Through coolant type between 40~100<br />
Parts<br />
Screw<br />
PTNC04511<br />
Available Arbors<br />
Wrench<br />
TW 20S<br />
Designation d Arbors<br />
PACM 4040HS<br />
16 BT -FMC16- <br />
4050HS<br />
22 BT -FMC22- <br />
4063HS<br />
22 BT -FMC22- <br />
4080HS<br />
27 BT -FMC27- <br />
4100HS<br />
32 BT -FMC32- <br />
Applicable inserts, see pages E25<br />
Detail cutter spec. see pages E172~E174<br />
Available Inserts<br />
Designation<br />
: Stock item : Under preparing <strong>for</strong> stock<br />
VCKT-MA<br />
Uncoated<br />
Page<br />
H01<br />
VCKT 220530N-MA <br />
E25<br />
: Stock item : Under preparing <strong>for</strong> stock<br />
E130
<strong>Pro</strong>-A <strong>Mill</strong><br />
PAS2000/4000<br />
AA 0<br />
Designation<br />
Stock<br />
R L<br />
D d <br />
L<br />
ap<br />
(mm)<br />
PAS<br />
2012HR<br />
2016HR<br />
2020HR<br />
<br />
<br />
<br />
1<br />
2<br />
2<br />
12<br />
16<br />
20<br />
16<br />
16<br />
20<br />
25<br />
25<br />
30<br />
85<br />
90<br />
100<br />
8<br />
8<br />
8<br />
0.1<br />
0.11<br />
0.2<br />
>>><br />
2025HR<br />
<br />
3<br />
25<br />
25<br />
35<br />
115<br />
8<br />
0.36<br />
2032HR<br />
4<br />
32<br />
32<br />
40<br />
125<br />
8<br />
0.66<br />
PAS<br />
2042HR<br />
4032HR<br />
4040HR<br />
<br />
<br />
5<br />
2<br />
3<br />
42<br />
32<br />
40<br />
32<br />
32<br />
32<br />
42<br />
50<br />
50<br />
130<br />
125<br />
140<br />
8<br />
15<br />
15<br />
0.84<br />
0.6<br />
0.8<br />
<strong>Mill</strong>ing<br />
4040HR-S40<br />
3<br />
40<br />
40<br />
60<br />
150<br />
15<br />
1.2<br />
4040HR-S42<br />
Note) Through coolant type between 12~40<br />
Parts<br />
Screw<br />
2000 Type ETNA02505, ETNA02506<br />
4000 Type FTNC04509<br />
Applicable inserts, see pages E25<br />
3<br />
40<br />
Wrench<br />
TW 07S<br />
TW 20S<br />
42<br />
60<br />
Available Inserts<br />
VDKT-MA<br />
Designation<br />
VDKT 11T210N-MA<br />
VCKT 220530N-MA<br />
150<br />
15<br />
1.2<br />
: Stock item : Under preparing <strong>for</strong> stock<br />
VCKT-MA<br />
Uncoated<br />
H01<br />
Type Page<br />
<br />
2000 Type E25<br />
<br />
4000 Type E25<br />
: Stock item : Under preparing <strong>for</strong> stock<br />
<strong>Mill</strong>ing Grades <strong>Mill</strong>ing Inserts Face <strong>Mill</strong>ing Cutter Cutters <strong>for</strong> Mold Cutters <strong>for</strong> Aluminum Thread <strong>Mill</strong>ing<br />
High feed Cutter<br />
<strong>for</strong> Cast iron Side <strong>Mill</strong>ing Cutter<br />
E131
<strong>Pro</strong>-A <strong>Mill</strong><br />
PAM2000<br />
AA 0<br />
(mm)<br />
Designation<br />
Stock<br />
D d d1 <br />
L<br />
M<br />
ap<br />
>>><br />
High feed Cutter<br />
Side <strong>Mill</strong>ing Cutter <strong>for</strong> Cast iron Thread <strong>Mill</strong>ing Cutters <strong>for</strong> Aluminum Cutters <strong>for</strong> Mold Face <strong>Mill</strong>ing Cutter <strong>Mill</strong>ing Inserts <strong>Mill</strong>ing Grades <strong>Mill</strong>ing<br />
PAM<br />
2012HR-M06<br />
2016HR-M08<br />
2020HR-M10<br />
2025HR-M12<br />
2032HR-M16<br />
2042HR-M16<br />
<br />
<br />
<br />
<br />
Note) Through coolant type between 12~40<br />
Parts<br />
PAM<br />
Screw<br />
ETNA02505, ETNA02506<br />
Available Adaptors<br />
Designation<br />
2012HR-M06<br />
2016HR-M08<br />
2020HR-M10<br />
2025HR-M12<br />
2032HR-M16<br />
2042HR-M16<br />
1<br />
2<br />
2<br />
3<br />
4<br />
5<br />
Applicable inserts, see pages E25<br />
Applicable adaptors, see pages E133~E134<br />
12<br />
16<br />
20<br />
25<br />
32<br />
42<br />
Wrench<br />
TW 07S<br />
Adaptor<br />
MAT - M06<br />
MAT - M08<br />
MAT - M10<br />
MAT - M12<br />
MAT - M16<br />
MAT - M16<br />
11.0<br />
14.5<br />
18.0<br />
22.5<br />
28.5<br />
28.5<br />
Designation : PAM2012HR - M12 = Designation of Shank : MAT-M12-020-S20S<br />
Specification <strong>for</strong> Modular head thread part(M12)<br />
Specification <strong>for</strong> shank thread part(M12)<br />
6.5<br />
8.5<br />
10.5<br />
12.5<br />
17.0<br />
17.0<br />
33<br />
36<br />
36<br />
41<br />
45<br />
45<br />
47.5<br />
53<br />
56<br />
63<br />
69<br />
69<br />
M06<br />
M08<br />
M10<br />
M12<br />
M16<br />
M16<br />
8<br />
8<br />
8<br />
8<br />
8<br />
8<br />
0.02<br />
0.04<br />
0.06<br />
0.1<br />
0.18<br />
0.27<br />
: Stock item : Under preparing <strong>for</strong> stock<br />
Available Inserts<br />
VDKT-MA<br />
Uncoated<br />
Designation<br />
H01<br />
Page<br />
VDKT 11T210N-MA <br />
E25<br />
: Stock item : Under preparing <strong>for</strong> stock<br />
E132
Modular Adaptor<br />
MAT(Steel shank)<br />
Fig,1<br />
Fig,2<br />
(mm)<br />
Designation Stock M<br />
D<br />
d d1<br />
L<br />
Fig.<br />
MAT M06-020-S10S<br />
M6B-020-S12S<br />
M6B-040-S12S<br />
M08-020-S16S<br />
M10-030-S20S<br />
M12-030-S25S<br />
M16-035-S32S<br />
M06-040-S12T<br />
M06-065-S16T<br />
M6B-065-S16T<br />
M6B-080-S16T<br />
M08-040-S16T<br />
M08-065-S16T<br />
M08-080-S20T<br />
M08-110-S25T<br />
M10-050-S20T<br />
M10-070-S20T<br />
M10-090-S25T<br />
M10-110-S25T<br />
M10-130-S32T<br />
M12-050-S25T<br />
M12-070-S25T<br />
M12-090-S25T<br />
M12-110-S32T<br />
M12-175-S40T<br />
M16-055-S32T<br />
M16-080-S32T<br />
M16-120-S32T<br />
M16-175-S40T<br />
<br />
<br />
<br />
<br />
<br />
<br />
<br />
<br />
<br />
<br />
<br />
<br />
<br />
<br />
<br />
<br />
<br />
<br />
<br />
<br />
<br />
<br />
<br />
<br />
<br />
<br />
<br />
<br />
<br />
M06<br />
M06<br />
M06<br />
M08<br />
M10<br />
M12<br />
M16<br />
M06<br />
M06<br />
M06<br />
M06<br />
M08<br />
M08<br />
M08<br />
M08<br />
M10<br />
M10<br />
M10<br />
M10<br />
M10<br />
M12<br />
M12<br />
M12<br />
M12<br />
M12<br />
M16<br />
M16<br />
M16<br />
M16<br />
9.5<br />
9.5<br />
11.0<br />
14.5<br />
18.0<br />
22.5<br />
28.5<br />
9.5<br />
9.5<br />
11.0<br />
11.0<br />
14.5<br />
14.5<br />
14.5<br />
14.5<br />
18.0<br />
18.0<br />
18.0<br />
18.0<br />
18.0<br />
22.5<br />
22.5<br />
22.5<br />
22.5<br />
22.5<br />
28.5<br />
28.5<br />
28.5<br />
28.5<br />
10<br />
12<br />
12<br />
16<br />
20<br />
25<br />
32<br />
12<br />
16<br />
16<br />
16<br />
16<br />
16<br />
20<br />
25<br />
20<br />
20<br />
25<br />
25<br />
32<br />
25<br />
25<br />
25<br />
32<br />
40<br />
32<br />
32<br />
32<br />
40<br />
Applicable Modular, see pages E32 (FMRM, LBE, PAM, AMM, RM4PM, HRMM, PAXM)<br />
6.5<br />
6.5<br />
6.5<br />
8.5<br />
10.5<br />
12.5<br />
17.0<br />
6.5<br />
6.5<br />
6.5<br />
6.5<br />
8.5<br />
8.5<br />
8.5<br />
8.5<br />
10.5<br />
10.5<br />
10.5<br />
10.5<br />
10.5<br />
12.5<br />
12.5<br />
12.5<br />
12.5<br />
12.5<br />
17.0<br />
17.0<br />
17.0<br />
17.0<br />
S : Straight neck adaptor<br />
T : Taper neck adaptor<br />
18<br />
18<br />
18<br />
20<br />
25<br />
29<br />
32<br />
40<br />
65<br />
65<br />
80<br />
40<br />
65<br />
80<br />
110<br />
50<br />
70<br />
90<br />
110<br />
130<br />
50<br />
70<br />
90<br />
110<br />
175<br />
55<br />
80<br />
120<br />
175<br />
70<br />
1<br />
76<br />
1<br />
96<br />
1<br />
80<br />
1<br />
100<br />
1<br />
110<br />
1<br />
125<br />
1<br />
96<br />
2<br />
125<br />
2<br />
125<br />
2<br />
140<br />
2<br />
100<br />
2<br />
125<br />
2<br />
150<br />
2<br />
190<br />
2<br />
120<br />
2<br />
140<br />
2<br />
170<br />
2<br />
190<br />
2<br />
220<br />
2<br />
130<br />
2<br />
150<br />
2<br />
170<br />
2<br />
200<br />
2<br />
300<br />
2<br />
145<br />
2<br />
170<br />
2<br />
210<br />
2<br />
300<br />
2<br />
: Stock item : Under preparing <strong>for</strong> stock<br />
>>><br />
<strong>Mill</strong>ing<br />
<strong>Mill</strong>ing Grades <strong>Mill</strong>ing Inserts Face <strong>Mill</strong>ing Cutter Cutters <strong>for</strong> Mold Cutters <strong>for</strong> Aluminum Thread <strong>Mill</strong>ing<br />
High feed Cutter<br />
<strong>for</strong> Cast iron Side <strong>Mill</strong>ing Cutter<br />
E133