A techno-economic evaluation of the feasibility of ... - Biocoup
A techno-economic evaluation of the feasibility of ... - Biocoup
A techno-economic evaluation of the feasibility of ... - Biocoup

Create successful ePaper yourself
Turn your PDF publications into a flip-book with our unique Google optimized e-Paper software.
NWBC 2011, Stockholm, March 22-24<br />
A Techno-Economic Evaluation on <strong>the</strong> Feasibility <strong>of</strong> Chemicals<br />
from Pyrolysis Oil<br />
André B. de Haan, G. Wytze Meindersma, Jeroen Nijenstein, Caecilia Vitasari<br />
1 Eindhoven University <strong>of</strong> Technology, The Ne<strong>the</strong>rlands, a.b.dehaan@tue.nl<br />
Abstract<br />
Pyrolysis liquid or pyrolysis oil contains more than 300 oxygenated components. Since<br />
acetic acid and glycolaldehyde are two <strong>of</strong> <strong>the</strong> most abundant valuable platform<br />
chemicals in wood-based pyrolysis oil, this paper presents a <strong>techno</strong>-<strong>economic</strong><br />
<strong>evaluation</strong> <strong>of</strong> <strong>the</strong>ir recovery. All evaluated process concepts start with a water extraction<br />
that appeared capable <strong>of</strong> isolating acetic acid and glycoaldehyde quantitatively in <strong>the</strong><br />
aqueous phase. Hereafter several conceptual process designs were established and<br />
evaluated for <strong>the</strong> recovery <strong>of</strong> both chemicals from <strong>the</strong> obtained aqueous phase.<br />
All evaluated designs were found to be pr<strong>of</strong>itable, but an integrated process for <strong>the</strong><br />
combined recovery <strong>of</strong> acetic acid and glycoaldehyde appeared <strong>the</strong> most pr<strong>of</strong>itable route<br />
due to high recoveries combined with a 2.5 times lower energy requirement. Overall, it<br />
can be concluded that <strong>the</strong> integrated process combines <strong>the</strong> best pr<strong>of</strong>itability with <strong>the</strong><br />
highest sustainability in terms <strong>of</strong> energy consumption.<br />
Introduction<br />
Biomass can be converted into different types <strong>of</strong> chemicals via <strong>the</strong>rmochemical<br />
conversions, such as combustion, gasification and pyrolysis. Biomass pyrolysis<br />
typically yields 60-75% liquid, 15-25% char and 10-20% gas [1]. Pyrolysis liquid or<br />
pyrolysis oil contains 15-30 wt% water and more than 300 oxygenated components,<br />
such as acids, alcohols, sugars, phenols, aldehydes and ketones [2]. Since <strong>the</strong> market<br />
value <strong>of</strong> <strong>the</strong>se chemicals is in most cases higher than <strong>the</strong> market value <strong>of</strong> fuels, <strong>the</strong>ir<br />
recovery is a promising route to increase <strong>the</strong> overall value <strong>of</strong> <strong>the</strong> forest bio-oil chain.<br />
The BIOCOUP FP6 Integrated Project is aimed at developing a chain <strong>of</strong> process steps<br />
to allow a range <strong>of</strong> different biomass feed stocks for co-feeding to a conventional oilrefinery<br />
to obtain liquid transport fuels and oxygenated chemicals.<br />
Chemicals<br />
Raw<br />
Biomass<br />
Water addition<br />
Pyrolysis<br />
Oil<br />
Polar aqueous<br />
phase<br />
Hydrogen<br />
Apolar<br />
oil-phase<br />
Oxygen<br />
removal<br />
Chemicals<br />
Chemicals<br />
Crude<br />
refinery<br />
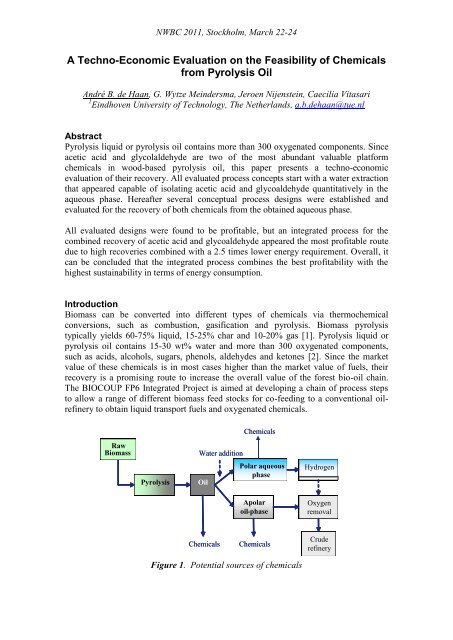
Figure 1. Potential sources <strong>of</strong> chemicals
NWBC 2011, Stockholm, March 22-24<br />
In Figure 1, a schematic overview <strong>of</strong> <strong>the</strong> envisaged overall process and separation routes<br />
is shown. There are three possible sources for <strong>the</strong> desired chemicals: <strong>the</strong> pyrolysis oil<br />
itself and, after water addition, <strong>the</strong> polar aqueous phase and <strong>the</strong> apolar oil phase. Acetic<br />
acid and glycolaldehyde are two <strong>of</strong> <strong>the</strong> most abundant valuable platform chemicals in<br />
wood-based pyrolysis oil with concentrations <strong>of</strong> 3.4-12 wt% and 5-13 wt% on dry<br />
basis, respectively [3]. Their recovery from <strong>the</strong> pyrolysis oil is relatively<br />
straightforward, since addition <strong>of</strong> a sufficient amount <strong>of</strong> water into <strong>the</strong> pyrolysis oil<br />
causes a phase separation that drives <strong>the</strong> more polar compounds towards <strong>the</strong> aqueous<br />
phase. Our extraction experiments showed that acetic acid, glycolaldehyde and acetol<br />
could be extracted nearly quantitatively into <strong>the</strong> aqueous phase.<br />
Therefore, <strong>the</strong> aim <strong>of</strong> this paper is to make a <strong>techno</strong>-<strong>economic</strong> <strong>evaluation</strong> on <strong>the</strong><br />
recovery <strong>of</strong> acetic acid and glycoaldehyde for <strong>the</strong> aqueous phase obtained from forest<br />
residue pyrolysis oil. Acetic acid is a widely used industrial chemical and<br />
glycolaldehyde (hydroxyacetaldehyde) a potential intermediate chemical for producing<br />
renewable ethylene glycol. Figure 2 illustrates <strong>the</strong> overall approach followed. After<br />
water addition, first <strong>the</strong> acetic acid is recovered and hereafter several routes are<br />
evaluated to obtain <strong>the</strong> glycoaldehyde. In this paper, first <strong>the</strong> acid recovery <strong>techno</strong>logies<br />
and <strong>the</strong>ir implication on glycoaldehyde recovery are evaluated. Subsequently, <strong>the</strong><br />
various concepts for glycoaldehyde are analyzed and finally integrated into a whole<br />
concept for integrated acetic acid and glycoaldehyde recovery, which is analyzed in<br />
more detail on its <strong>economic</strong> viability.<br />
Figure 2. Overall approach for acetic acid and glycoaldehyde recovery<br />
Acetic Acid Recovery<br />
Acetic acid recovery from <strong>the</strong> aqueous mixture by reactive extraction was studied using<br />
20% TOA (tri-octylamine) in toluene or 2-ethylhexanol [4]. An important boundary<br />
condition is that <strong>the</strong> acid removal should not result in significant loss <strong>of</strong> glycolaldehyde.<br />
Figure 3 illustrates that for toluene 99% <strong>of</strong> acid extraction is reached at a solvent-to-feed<br />
ratio <strong>of</strong> 0.5, while for 2-ethylhexanol only 0.15 is required resulting in acid recoveries<br />
>90% for both solvents. Ano<strong>the</strong>r important difference is that with toluene significantly<br />
less glycoaldehyde is co-extracted. However, in developing <strong>the</strong> flow sheets we observed<br />
that, due to <strong>the</strong> much lower boiling point <strong>of</strong> toluene, <strong>the</strong> acetic acid could not be<br />
separated by distillation while this was possible with 2-ethylhexanol. . As a result, in<br />
spite <strong>of</strong> <strong>the</strong> higher co-extraction with 2-ethylhexanol, <strong>the</strong> glycoaldehyde could be<br />
completely recycled to <strong>the</strong> acid extraction stage and losses were nearly completely<br />
prevented. Therefore, <strong>the</strong> 2-ethylhexanol route is taken as <strong>the</strong> acid removal step prior to<br />
<strong>the</strong> recovery <strong>of</strong> glycoaldehyde. The resulting flow sheet is depicted in Figure 4.
NWBC 2011, Stockholm, March 22-24<br />
Figure 3: acetic acid and glycolaldehyde recovery at different S/F-ratios<br />
TOA-HEX is <strong>the</strong> solvent stream for <strong>the</strong> acid extraction in ACIDEXT. In distillation<br />
column B3, <strong>the</strong> TOA and part <strong>of</strong> <strong>the</strong> 2-ethylhexanol are separated from <strong>the</strong> acid. The<br />
remaining <strong>of</strong> <strong>the</strong> solvent and heavier impurities like glycolaldehyde is separated from<br />
<strong>the</strong> acid in distillation column B4. Distillation column B1 purifies <strong>the</strong> acid. As can be<br />
seen, <strong>the</strong> majority <strong>of</strong> <strong>the</strong> glycoaldehyde is recycled with <strong>the</strong> ethylhexanol from column<br />
B4, resulting in significantly lower loss compared to <strong>the</strong> toluene extraction. Overall less<br />
than 1% <strong>of</strong> <strong>the</strong> glycoaldehyde from <strong>the</strong> feed is lost.<br />
B4<br />
B1<br />
W+A+F<br />
B7<br />
B6<br />
ACID<br />
B3<br />
AC-HEX2 ETHYLH EX<br />
REMAKE<br />
WATEREXT<br />
ACIDEXT<br />
TOA-ACID<br />
AC-HEX1<br />
TOA-HEX3<br />
B5<br />
TOA-HEX<br />
B8<br />
2<br />
WATERRAF<br />
Figure 4: acetic acid recovery process scheme with TOA in 2-ethylhexanol<br />
WAT ERRAF<br />
V1<br />
V2<br />
AQ-WAST E<br />
FLASH1<br />
FLASH2<br />
B2<br />
GLYCOL<br />
L1<br />
L2<br />
WASTE<br />
Figure 5: glycoaldehyde process model multi-stage water evaporation<br />
Glycoaldehyde Recovery<br />
Three process concepts for glycoaldehyde recovery were compared. The aqueous<br />
mixture from <strong>the</strong> water extraction contains 7.5 wt% glycolaldehyde and 82 wt% water<br />
and needs to be concentrated before distillation. In <strong>the</strong> first configuration, illustrated in<br />
Figure 5, two flash drums evaporate 75 % <strong>of</strong> <strong>the</strong> feed at 200 mbar to reduce <strong>the</strong> water<br />
content <strong>of</strong> <strong>the</strong> glycolaldehyde. Distillation column B2 operates at 10 mbar to keep <strong>the</strong>
NWBC 2011, Stockholm, March 22-24<br />
reboiler temperature below <strong>the</strong> decomposition temperature <strong>of</strong> glycoaldehyde, 100 °C.<br />
Although a glycoaldehyde purity <strong>of</strong> 97.5 wt% is obtained, <strong>the</strong> overall recovery from <strong>the</strong><br />
feed stream to <strong>the</strong> first flash is only 64%, due to significant losses in <strong>the</strong> vapor streams<br />
from both flash drums. In <strong>the</strong> second configuration, an evaporator with a small reflux<br />
and a small number <strong>of</strong> stages (Figure 6) is applied and <strong>the</strong> recovery <strong>of</strong> glycoaldehyde<br />
improved to 81 wt% while maintaining <strong>the</strong> product purity at 97.5 wt%.<br />
WATERRAF<br />
V1<br />
AQWASTE<br />
B1<br />
B2<br />
GLYCOL<br />
L1<br />
WASTE<br />
Figure 6: water evaporation in evaporator with small reflux ratio and stages<br />
The third configuration uses extraction <strong>of</strong> glycoaldehyde with octanol as depicted in<br />
Figure 7. After extraction, <strong>the</strong> glycoaldehyde is recovered from <strong>the</strong> octanol by<br />
evaporation followed by back-extraction into water. The maximum operating pressure<br />
in <strong>the</strong> flash drum is 30 mbar to keep <strong>the</strong> temperature below 100 °C. The glycoaldehyde<br />
is subsequently obtained by water evaporation followed by distillation . The resulting<br />
glycoaldehyde purity is 96.5 wt%, but <strong>the</strong> overall recovery is only 68 wt%. These<br />
results clearly demonstrate that <strong>the</strong> highest recovery is obtained using evaporation with<br />
reflux. However, even <strong>the</strong>n <strong>the</strong> maximum recovery (±80%) is relatively low, since<br />
significant amounts <strong>of</strong> glycolaldehyde are lost during <strong>the</strong> rigorous flash evaporation.<br />
OCT-EXT<br />
OCT<br />
WATERRAF<br />
AQUEOUS<br />
CONDENSO<br />
BACKEXT<br />
OCT-GLY1<br />
OCT-GLY2<br />
AQ-GLY<br />
B10<br />
AQWASTE<br />
AQWASTE2<br />
OCT-GLY<br />
B2<br />
WATER1<br />
AQ-GLY2<br />
B11<br />
OCT-SUG<br />
OCT1<br />
GLYCOL<br />
Figure 7: glycoaldehyde process scheme octanol extraction<br />
Integrated Acetic Acid and Glycoaldehyde Recovery<br />
To eliminate <strong>the</strong> costly, in terms <strong>of</strong> glycolaldehyde recovery, flash evaporation, <strong>the</strong><br />
integration <strong>of</strong> glycolaldehyde and acetic acid production was evaluated. The acid<br />
extraction showed that <strong>the</strong> co-extracted glycolaldehyde is almost completely returned<br />
with <strong>the</strong> 2-ethylhexanol. When <strong>the</strong> solvent-to-feed ratio is increased, it can extract all <strong>of</strong><br />
<strong>the</strong> glycolaldehyde. Since distillative separation <strong>of</strong> glycolaldehyde and 2-ethylhexanol<br />
appeared difficult due to an azeotrope, back extraction with water followed by<br />
distillation is applied to recover <strong>the</strong> glycoaldehyde. The resulting process flow diagram<br />
is shown in Figure 8. Increasing <strong>the</strong> solvent-to-feed ratio for <strong>the</strong> acid extraction step to<br />
>0.5 resulted in an acetic acid recovery <strong>of</strong> 89.4% and glycoaldehyde recovery <strong>of</strong> >99%.<br />
The purity <strong>of</strong> <strong>the</strong> acetic acid is 99.8 wt% and that <strong>of</strong> glycolaldehyde 97.5 wt%.
NWBC 2011, Stockholm, March 22-24<br />
ACID1<br />
ACID2<br />
W+A+F<br />
AC-HEX1<br />
AC-HEX2<br />
B7<br />
B1<br />
TOA-HEX2<br />
B3<br />
B6<br />
B4<br />
ACID<br />
WATER1<br />
GLYCEXT<br />
TOA-HEX3<br />
WATEREXT<br />
ACIDEXT<br />
OIL<br />
WATEREXT<br />
WATER<br />
TOA-HEX1<br />
OILSTRIP<br />
WATERRAF<br />
B11<br />
REMAKE<br />
TOA-HEX4<br />
B5<br />
EHTYLHEX<br />
HEX1<br />
B8 4<br />
WAT-GLY<br />
B12<br />
WATER2<br />
GLYCOL<br />
Figure 8: process scheme for integrated acetic acid and<br />
glycolaldehyde recovery with 2-ethylhexanol<br />
Economic Evaluation<br />
All <strong>economic</strong> calculations are based on feeding 200.000 ton/yr pyrolysis oil to <strong>the</strong> water<br />
extraction and an operating time <strong>of</strong> 8000 hr/yr. To combine <strong>the</strong> capital and operating<br />
costs, <strong>the</strong> capital costs are converted to total annual cost (TAC) according to <strong>the</strong> method<br />
developed by Douglas (1988) [5]:<br />
TAC= (2.43 Kcap 0.19) Ccap<br />
Cop<br />
(1)<br />
were Ccap stands for <strong>the</strong> total installed capital cost <strong>of</strong> <strong>the</strong> equipment. Kcap is <strong>the</strong> capital<br />
charge factor that accounts for <strong>the</strong> time value <strong>of</strong> money; typical values are around 1/4<br />
yr -1 . Cop is calculated by adding heating and cooling costs and <strong>the</strong> difference in value<br />
between <strong>the</strong> products and <strong>the</strong> raw materials. The costs for heating are taken as €7.5/MW<br />
and for cooling €0.023/MW. As a first estimate, <strong>the</strong> costs <strong>of</strong> <strong>the</strong> pyrolysis oil are<br />
neglected since <strong>the</strong> products are recovered from a waste water stream. For acetic acid a<br />
price <strong>of</strong> 500 €/ton and glycoaldehyde 500 €/ton (75% <strong>of</strong> ethylene glycol price) were<br />
taken [6]. The pr<strong>of</strong>its <strong>of</strong> <strong>the</strong> product streams are included as a negative operation cost.<br />
This means that pr<strong>of</strong>itable operations are characterized by negative total annual costs<br />
(negative TAC). The results are summarized in Table 1.<br />
Table 1: Summary <strong>of</strong> <strong>economic</strong>al <strong>evaluation</strong> conceptual process designs<br />
Process Concept<br />
Produced Produced<br />
acetic acid<br />
(ton/yr)<br />
glycoaldehyde<br />
(ton/yr)<br />
Energy<br />
(MW)<br />
TAC<br />
(M€/yr)<br />
Acetic acid with 20%<br />
TOA in 2-ethylhexanol<br />
10500 - 3.7 -4.4<br />
Glycoaldehyde flash - 8700 15.8 -3.3<br />
Glycoaldehyde flash<br />
with reflux<br />
- 11600 17.5 -5.0<br />
Glycoaldehyde octanol<br />
extraction<br />
- 9200 16.0 -3.2<br />
Integrated acetic acid &<br />
glycoaldehyde<br />
10200 13400 8.0 -12.0
NWBC 2011, Stockholm, March 22-24<br />
From Table 1 it is evident that <strong>the</strong> integrated acetic acid/glycoaldehyde concept <strong>of</strong>fers<br />
<strong>the</strong> highest pr<strong>of</strong>itability. This is <strong>the</strong> result <strong>of</strong> a combination <strong>of</strong> factors: highest<br />
glycoaldehyde recovery, low energy consumption through minimized need for<br />
evaporation and low capital costs through an integrated concept. All non-integrated<br />
combinations will suffer from high energy costs in <strong>the</strong> glycoaldehyde recovery part <strong>of</strong><br />
<strong>the</strong> process and <strong>the</strong> relatively lower recoveries for glycoaldehyde. Therefore, <strong>the</strong><br />
integrated concept is also <strong>the</strong> preferred option from a sustainability point <strong>of</strong> view.<br />
Conclusions<br />
Various conceptual process designs were established and evaluated for <strong>the</strong> recovery <strong>of</strong><br />
acetic acid and glycoaldehyde from forest residue pyrolysis oil. All evaluated designs<br />
were found to be pr<strong>of</strong>itable, but an integrated process for <strong>the</strong> combined recovery <strong>of</strong> both<br />
chemicals from <strong>the</strong> aqueous phase originating from water extraction <strong>of</strong> <strong>the</strong> pyrolysis oil<br />
appeared <strong>the</strong> most pr<strong>of</strong>itable route due to high recoveries combined with a 2.5 times<br />
lower energy requirement. Overall, it can be concluded that <strong>the</strong> integrated process<br />
combines <strong>the</strong> best pr<strong>of</strong>itability with <strong>the</strong> highest sustainability in terms <strong>of</strong> energy<br />
consumption.<br />
Acknowledgements<br />
The authors would like to acknowledge <strong>the</strong> European Committee for funding this work<br />
as part <strong>of</strong> <strong>the</strong> 6 th framework integrated project BIOCOUP (www.biocoup.eu)<br />
References<br />
1. Mohan D., Charles U. and Steele P.H., (2006): Pyrolysis <strong>of</strong> wood/biomass for biooil:<br />
A critical review. Energy & Fuels, 20:3, p.848<br />
2. Oasmaa A., Leppämäki E., Koponen P., Levander J. and Tapola E., (1997): Physical<br />
characterization <strong>of</strong> biomass-based pyrolysis liquids: Application <strong>of</strong> standard fuel oil<br />
analyses. Espoo, Finland: Technical Research Centre <strong>of</strong> Finland, Report No.: 306.<br />
3. Bridgewater A.B., (2007): The production <strong>of</strong> bi<strong>of</strong>uels and renewable chemicals by<br />
fast pyrolysis from biomass. Int. J. Glob. Energy Issues, 27:2, p. 160.<br />
4. De Haan A.B. et.al, (2009): Chemicals from <strong>the</strong> forest bio-oil chain. Proceedings<br />
NWBC2009, Helsinki, Finland, p.<br />
5. J.M. Douglas, Conceptual Design <strong>of</strong> Chemical Processes, Chapter 2, McGraw-Hill,<br />
New York 1988<br />
6. ICIS pricing: