Effects of homogeneity in wort boiling
Effects of homogeneity in wort boiling
Effects of homogeneity in wort boiling

Create successful ePaper yourself
Turn your PDF publications into a flip-book with our unique Google optimized e-Paper software.
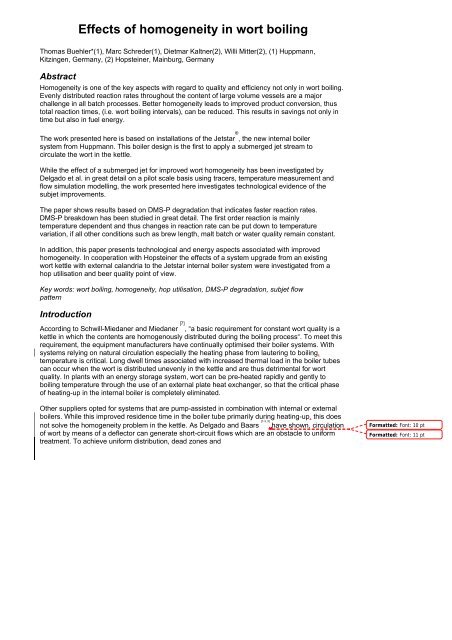
<strong>Effects</strong> <strong>of</strong> <strong>homogeneity</strong> <strong>in</strong> <strong>wort</strong> boil<strong>in</strong>gThomas Buehler*(1), Marc Schreder(1), Dietmar Kaltner(2), Willi Mitter(2), (1) Huppmann,Kitz<strong>in</strong>gen, Germany, (2) Hopste<strong>in</strong>er, Ma<strong>in</strong>burg, GermanyAbstractHomogeneity is one <strong>of</strong> the key aspects with regard to quality and efficiency not only <strong>in</strong> <strong>wort</strong> boil<strong>in</strong>g.Evenly distributed reaction rates throughout the content <strong>of</strong> large volume vessels are a majorchallenge <strong>in</strong> all batch processes. Better <strong>homogeneity</strong> leads to improved product conversion, thustotal reaction times, (i.e. <strong>wort</strong> boil<strong>in</strong>g <strong>in</strong>tervals), can be reduced. This results <strong>in</strong> sav<strong>in</strong>gs not only <strong>in</strong>time but also <strong>in</strong> fuel energy.The work presented here is based on <strong>in</strong>stallations <strong>of</strong> the Jetstar ® , the new <strong>in</strong>ternal boilersystem from Huppmann. This boiler design is the first to apply a submerged jet stream tocirculate the <strong>wort</strong> <strong>in</strong> the kettle.While the effect <strong>of</strong> a submerged jet for improved <strong>wort</strong> <strong>homogeneity</strong> has been <strong>in</strong>vestigated byDelgado et al. <strong>in</strong> great detail on a pilot scale basis us<strong>in</strong>g tracers, temperature measurement andflow simulation modell<strong>in</strong>g, the work presented here <strong>in</strong>vestigates technological evidence <strong>of</strong> thesubjet improvements.The paper shows results based on DMS-P degradation that <strong>in</strong>dicates faster reaction rates.DMS-P breakdown has been studied <strong>in</strong> great detail. The first order reaction is ma<strong>in</strong>lytemperature dependent and thus changes <strong>in</strong> reaction rate can be put down to temperaturevariation, if all other conditions such as brew length, malt batch or water quality rema<strong>in</strong> constant.In addition, this paper presents technological and energy aspects associated with improved<strong>homogeneity</strong>. In cooperation with Hopste<strong>in</strong>er the effects <strong>of</strong> a system upgrade from an exist<strong>in</strong>g<strong>wort</strong> kettle with external calandria to the Jetstar <strong>in</strong>ternal boiler system were <strong>in</strong>vestigated from ahop utilisation and beer quality po<strong>in</strong>t <strong>of</strong> view.Key words: <strong>wort</strong> boil<strong>in</strong>g, <strong>homogeneity</strong>, hop utilisation, DMS-P degradation, subjet flowpatternIntroductionAccord<strong>in</strong>g to Schwill-Miedaner and Miedaner [7] , “a basic requirement for constant <strong>wort</strong> quality is akettle <strong>in</strong> which the contents are homogenously distributed dur<strong>in</strong>g the boil<strong>in</strong>g process“. To meet thisrequirement, the equipment manufacturers have cont<strong>in</strong>ually optimised their boiler systems. Withsystems rely<strong>in</strong>g on natural circulation especially the heat<strong>in</strong>g phase from lauter<strong>in</strong>g to boil<strong>in</strong>g,temperature is critical. Long dwell times associated with <strong>in</strong>creased thermal load <strong>in</strong> the boiler tubescan occur when the <strong>wort</strong> is distributed unevenly <strong>in</strong> the kettle and are thus detrimental for <strong>wort</strong>quality. In plants with an energy storage system, <strong>wort</strong> can be pre-heated rapidly and gently toboil<strong>in</strong>g temperature through the use <strong>of</strong> an external plate heat exchanger, so that the critical phase<strong>of</strong> heat<strong>in</strong>g-up <strong>in</strong> the <strong>in</strong>ternal boiler is completely elim<strong>in</strong>ated.Other suppliers opted for systems that are pump-assisted <strong>in</strong> comb<strong>in</strong>ation with <strong>in</strong>ternal or externalboilers. While this improved residence time <strong>in</strong> the boiler tube primarily dur<strong>in</strong>g heat<strong>in</strong>g-up, this doesnot solve the <strong>homogeneity</strong> problem <strong>in</strong> the kettle. As Delgado and Baars [1-3, 5] have shown, circulation<strong>of</strong> <strong>wort</strong> by means <strong>of</strong> a deflector can generate short-circuit flows which are an obstacle to uniformtreatment. To achieve uniform distribution, dead zones andFormatted: Font: 10 ptFormatted: Font: 11 pt
short-circuit flows must be prevented. It is required that the <strong>wort</strong> circulates vertically downwards <strong>in</strong>“piston flow” and is drawn-<strong>in</strong> as evenly as possible by the boiler (see Figure 2). Strong, <strong>in</strong>tensivecurrents are largely prevented by discharg<strong>in</strong>g the heated <strong>wort</strong> below the <strong>wort</strong> level through asubmerged jet orifice. Firstly, because the <strong>wort</strong> is distributed evenly <strong>in</strong> circumferential andhorizontal direction and secondly, because the steam bubbles <strong>in</strong> the <strong>wort</strong> will cause higher energydissipation and thus lower the speed <strong>of</strong> the <strong>wort</strong> current better than a free jet. The new Jetstarboil<strong>in</strong>g system from Huppmann operates accord<strong>in</strong>g to this pr<strong>in</strong>ciple. Further details regard<strong>in</strong>g theoperat<strong>in</strong>g pr<strong>in</strong>ciple and the process options have been published by Buehler and B<strong>in</strong>kert [4] .The two phase boil<strong>in</strong>g conceptThanks to the subjet orifice, it is possible to divide the <strong>wort</strong> boil<strong>in</strong>g process <strong>in</strong>to two phases:Phase 1 Thermal conversion (Figure 1): Dur<strong>in</strong>g this phase, <strong>wort</strong> flows out <strong>of</strong> the boiler through thesubjet orifice below the <strong>wort</strong> level. The known processes such as hop isomerisation, prote<strong>in</strong>coagulation, degradation <strong>of</strong> flavour precursors (e.g. DMS precursor), sterilisation, flavour andaroma formation take place. Homogeneous temperature distribution is achieved throughout theentire content <strong>of</strong> the kettle by gentle circulation. The boiler can be pressurised slightly dur<strong>in</strong>g thisphase so as to <strong>in</strong>crease the reaction rates at the higher temperature level. High circulation ratescomb<strong>in</strong>ed with low <strong>in</strong>terfacial temperatures at the boiler tube conserve foam-positive components.The steam bubbles produced <strong>in</strong> the boiler tube provide for a high momentum exchange below the<strong>wort</strong> surface thanks to the two-phase flow at the boiler outlet. The steam bubbles tend to collapseaga<strong>in</strong> <strong>in</strong> the <strong>wort</strong>, and only very little evaporation occurs. Due to the homogeneous distribution <strong>in</strong>the kettle, the duration <strong>of</strong> this thermal conversion can be selected irrespective <strong>of</strong> the requiredevaporation. Depend<strong>in</strong>g on the content <strong>of</strong> flavour precursors, thermal conversion generally lasts 50to 60 m<strong>in</strong>utes. The goal is to reduce the precursors <strong>of</strong> undesired flavour compounds as far asnecessary and to achieve maximum conversion <strong>of</strong> hop acids.4127
Figure 1: In phase 1, the subjet flow ensures optimum <strong>homogeneity</strong> <strong>in</strong> the kettlePhase 2 For evaporation (Figure 2), the <strong>wort</strong> is distributed across the two-level <strong>wort</strong> spreader, asthe subjet orifice is closed. The large surface created thereby enables <strong>in</strong>tensive evaporation <strong>of</strong>volatiles. Depend<strong>in</strong>g on the desired f<strong>in</strong>al values and the target orig<strong>in</strong>al gravity, this evaporationphase cont<strong>in</strong>ues for 10 to 20 m<strong>in</strong>utes. The process can be <strong>in</strong>tensified bydynamic low-pressure boil<strong>in</strong>g. This leads to faster evaporation <strong>of</strong> undesirable flavour compoundsdue to the <strong>in</strong>tense <strong>in</strong>termittent boil<strong>in</strong>g. As soon as the predeterm<strong>in</strong>ed pressure is reached asystematic pressure reduction starts under strictly def<strong>in</strong>ed conditions. As pressure is reduced, theboil<strong>in</strong>g temperature <strong>in</strong> the vessel decreases accompanied by a rapid steam bubble formationthroughout the entire kettle. This “controlled boil<strong>in</strong>g delay” results <strong>in</strong> a very large gas/liquid contactsurface, thus ensur<strong>in</strong>g optimum stripp<strong>in</strong>g <strong>of</strong> volatile odorous substances.4128Figure 2: In phase 2, discharg<strong>in</strong>g via the two-level <strong>wort</strong> spreader ensures <strong>in</strong>tensiveevaporation.Experiments: DMS-P breakdownThe effect <strong>of</strong> better <strong>homogeneity</strong> with subjet boil<strong>in</strong>g was <strong>in</strong>vestigated at a large <strong>in</strong>dustrial brewery <strong>in</strong>a conventional <strong>wort</strong> kettle with a cast <strong>wort</strong> volume <strong>of</strong> 710 hl. The DMS precursor was analysed. It isknown from literature [6] that DMS-P breakdown is <strong>in</strong> essence a temperature-dependent first orderreaction. This is shown <strong>in</strong> the follow<strong>in</strong>g equation:
c = c 0e −kt Eq. 1withk: reaction ratec: concentrationc0: <strong>in</strong>itial concentrationt: time.The reaction rate k is ma<strong>in</strong>ly affected by temperature. If all other boil<strong>in</strong>g conditions are keptconstant, reaction rate will be a function <strong>of</strong> temperature only. Figure 3 shows breakdown curves ata range <strong>of</strong> temperatures.Time [m<strong>in</strong>.]4123-e16.03.07Figure 3: DMS-P breakdown curves at different temperaturesIn the large kettle experiments, <strong>wort</strong> samples were taken, chilled immediately and later on analysedfor DMS-P. This was done for brews with conventional <strong>in</strong>ternal boiler and subjet boil<strong>in</strong>g. It can beseen <strong>in</strong> Figure 4 that <strong>in</strong> subjet operation breakdown is quicker. The effect relates to a temperature<strong>in</strong>crease <strong>of</strong> 1.8-2.2 K. The higher temperature can be attributed to the more even temperaturedistribution with less cold spots <strong>in</strong> the <strong>wort</strong> kettle <strong>in</strong> subjet operation. The general advantage is thehigher conversion rate <strong>in</strong>side the <strong>wort</strong> kettle which can be used for shorter conversion and reducedevaporation.1.00.90.80.7
DMS [µg/l] 89.0 70.0 79.5DMS-P [µg/l] 64 28 46Bitterness [EBC 8.8] 35.0 38.0 30.5Alpha acids [mg/l] 10.9 14.4 14.3Iso-alpha-acids [mg/l] 25.4 29.1 22.0Total soluble nitrogen [mg/l] 119.0 128.8 123.9Coag. nitrogen [g/100 ml] 2.9 2.3 2.6Hop analysisTotal alpha acids [g] 1565 1775 1670Cast-out volume hot [hl] 212.0 222.0 272.5Alpha acid dos<strong>in</strong>g [g/hl cast<strong>wort</strong>] 7.38 8.0 6.13Hop yield <strong>in</strong> <strong>wort</strong>BU <strong>in</strong> cast <strong>wort</strong> (%) 47.4 47.5 49.8Iso-alpha acid <strong>in</strong> cast <strong>wort</strong>(%)34.4 36.3 35.8A sensory evaluation by the beer tast<strong>in</strong>g panel <strong>of</strong> Hopste<strong>in</strong>er was made <strong>of</strong> the Jetstar beersfrom the optimised brew with a special focus on hop bitterness and the quality <strong>of</strong> hopflavour. The taste scores <strong>in</strong>dicate that the beer has a clear and very pleasant bitternesstaste impression. The smell <strong>of</strong> hops is weak and pleasant with typical hoppy aroma notes.Figure 5: Flavour analysis <strong>of</strong> the optimised brew with reduced evaporation
Figure 6: Flavour analysis <strong>of</strong> the optimised brew with reduced evaporationConclusionAs an overall result it can be noted that the <strong>in</strong>stallation <strong>of</strong> the Jetstar resulted <strong>in</strong> slightly better hoputilisation. In addition, the cleaner character <strong>of</strong> the beer caused the bitterness to be more apparent.To allow for these effects, alpha acid dos<strong>in</strong>g was reduced. With DMS-P-breakdown, the reactionrate illustrates the effect <strong>of</strong> the Jetstar on <strong>wort</strong> <strong>homogeneity</strong> <strong>in</strong> the <strong>wort</strong> kettle. The higher reactionrates could be realised with the same or even lower energy <strong>in</strong>put only by <strong>in</strong>troduc<strong>in</strong>g a subjet flow.The possibilities to adapt and adjust the process phases provide more flexibility. Better<strong>homogeneity</strong> made it possible to reduce total evaporation without compromis<strong>in</strong>g on beer flavourquality.Literature[1] Baars, A., Herbster, T, Schmidt, Th., Delgado, A., Realisierung e<strong>in</strong>er technologiegerechtenDurchströmung der Würzepfanne mit Innenkocher durch gezielte Modifikation der Geometrie,Brauwelt, 144 (2004), 38, 1164 – 1166[2] Baars, A., Werner, F., Delgado, A.: Untersuchung der Strömung <strong>in</strong> e<strong>in</strong>er Würzepfanne mitInnenkocher , Technologisches Sem<strong>in</strong>ar, Weihenstephan, 2000[3] Biwański, T., Baars, A., Kowalczyk, W., Delgado, A., Schmidt, Th. und Buehler, Th., Thesubjet-<strong>wort</strong> boil<strong>in</strong>g system <strong>of</strong> low expenditure and high benefit, EBC-Congress, EBC-Proceed<strong>in</strong>gs,Prag, 2005[4] Buehler, T. and B<strong>in</strong>kert, G., New flexibility <strong>in</strong> <strong>wort</strong> boil<strong>in</strong>g, Brauwelt International 24(2006), 4, 245-257[5] Delgado A., Baars, A., Kurz, T., Hartmann C.: Schaumentwicklung und Schaumzerstörungbeim Betrieb e<strong>in</strong>er Würzepfanne mit Innenkocher, Technologisches Sem<strong>in</strong>ar, Weihenstephan,2003[6] Hertel, M.; Tippmann, J.; Sommer, K.; Glas, K.: Eng<strong>in</strong>eer<strong>in</strong>g <strong>in</strong>vestigations <strong>of</strong> the recreat<strong>in</strong>gk<strong>in</strong>etics <strong>of</strong> flavour-components dur<strong>in</strong>g the boil<strong>in</strong>g <strong>of</strong> <strong>wort</strong>, Monatsschrift für Brauwissenschaft, 60(2006), 45-55[7] Schwill-Miedaner, A. und Miedaner, H., Würzekochung – heutiger Stand der Technologie undTechnik, Brauwelt 141 (2001), 18, 670 - 673