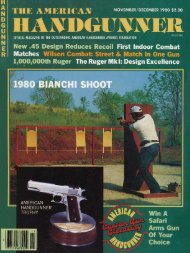
By RON POWER as told by Massad F. AyoobIt seems that every day brings word across a guneditor's desk of yet another gunsmith or hobbyistwho is now specializing in custom Smith & Wessonrevolvers. Many of them do good work.We sent our handgun editor Massad F. Ayoob tostudy in the shop of the master, the man againstwhose guns every other custom S& W is judged. RonPower of Independence, Missouri is the acknowledgedleader in the field of custom, slick-actwned,tightly-refitted, heavy-barrelled Smith & Wesson revolvers.Ayoob spent several days with Power, study-ing his techniques, from selection of the basic revolverspecimen to the finishing touches of whatmay be the finest custom wheelguns now available.If testimonial is needed, be advised that almost allof the champions at the '76 Combat Nationals usedPower Custom S& Ws, including Jim Collins.Power Custom guns run the gamut from PPCcompetition revolvers; to heavy caliber metallic silhouetterevolvers; to hunting revolvers with accuracy,range, and recoil control that exceed anythingelse available; to serious gunf+ng tools.n this series, Power outlines the basicsI of selecting a prime specimen of theCombat Magnum (or any other Smith &Wesson revolver), and then basically refiningthat instrument for the maximumpossible fit, accuracy, and smoothness.POWER ON TESTINGCYLINDER ALIGNMENTThe first thing to do in making sure thateach of the chambers line up properlywith the barrel is to plug-strike. The plugstrikedevice is a rod that's .349" or .350in diameter. Hold the gun with the muzzleup, pull and hold the trigger, then dropthe plug-strike down the barrel and see ifit goes ihto the chamber without snagging.This makes sure the gun meets factoryspecs, and a lot of custom gunmakers aresatisfied with that, but my customers expectmore accuracy from my guns thanfrom anybody else's, so I have to go somewhatfurther.I use a punch to number each chamber,"1" through "6." Then I'll take six 158-grain round nose lead .38 Special factoryloads, and lightly scratch-mark the side of38Power, left, explains method ofcylinder alignment to Mas Ayoob.each bullet. These are also numbered ''1"through "6", and inserted in the correspondinachambers. I'll fire all six into a1 water tank, which permits me to recoverthe bullets without any out-of-the gun deformation.Each cartridge had beenplaced with the scratched number at 12o'clock, so that this part of the bullet hitsthe top edge of the forcing cone with eachshot.From this, I can tell which chambers, ifany, are off just about to a thousandth ofthe inch. Which part of the bullet is deformedtells me a lot, too. For instance, ifthe bullet shows rub marks at 6 or 7o'clock, that probably means the frame issprung a little and gaping open at thecrane juncture.POWER ON CORRECTINGCYLINDER END SHAKEEnd shake is the back and forth movementof the cylinder inside the frame. Endshake has to be minimized or you aren'tgoing to get consistent ignition shot toshot, and in really bad cases, you'll havemisfires.AMERICAN HANDGUNNER MAY/JUNE <strong>1978</strong>
My approach to curing end shake isn'treally a new idea, it's just an updated one.I knew guys ten years ago that would put apiece of shim stock inside the cylinder betweenthe end of the yoke and the front ofthe cylinder to set the end shake back. Imade a die to stamp my washers out ofround feeler gauge stock, two thousandthsand four thousandths of an inch thick. I'llput a .004" piece in to start when I'mworking on a Smith with end-shake, andreassemble the cylinder until the ejectorrod is good and tight, sometimes using atorque wrench that lets me know just howmuch pressure I'm using so I can getmaximum tightness without stripping thethreads or breaking the rod.I use a yoke alignment tool, a spud thatI'll drop in through the frame and see if itgoes right into the opening in the framethat's created when you hold back on thecylinder latch, when I reassemble it withthe yoke but without the cylinder. I want itto be rubbing on the left side a little bit,which shows me that when the action is inmotion and the cylinder is turning, therewill be a little tension helping to hold theyoke closed in proper alignment.From there it's a matter of reassemblingand trying the gun out, againand again; sometimes I'll have to add another.002" washer. The thing to rememberis, once you get it adjusted right, don'tdisassemble the cylinder group, or thosewashers may not get back in right, especiallyafter they've been seated with a fewhundred rounds of test firing.End-shake, if it isn't taken care ofproperly, can lead you to ruin your owngun. End shake can let the cylinder moveforward to where the front of the cylinderis rubbing on the rear of the barrel, and alot of people who really don't understandthe mechanism will try to cure it by filingdown the back end of the barrel, and thatjust ruins the revolver. If you've done thisto your own gun, about all you can do tofix it is take the barrel out, set it back onecomplete turn, and start all over.POWER ONCHAMFERING CHAMBERSChamfering the edges of the chambermouths is a good idea for any seriousshooting because if allows you to reloadmore smoothly and quickly, especiallywith speedloaders. I use a 40' angle, that Iput on with a special reamer that has astop on it, but a careful man who knowswhat he's doing can perform this with aDremel Moto-Tool. You can't go anydeeper and stay safe and functional, becauseif a guy is going to put a heavy handloadthrough there, you want to make surethat the brass case is supported by solidsteel all the way around. The safest'measurementon a Model 10 is a chamfer 40thousandths deep and sixty thousandthswide.POWER ON S&W MAINSPRINGSI don't like to alter the mainspring con-In the Ransom Rest is a PPC gun built on M-19 frame; left is aDouglas barreled .45 ACP on M-25; right is PPC gun on M-13.figuration. What I will do is polish it, notshave it down or anything, but polish it toremove the toolmarks. This prevents thespring fracturing at some future time dueto heavy-use fatigue, since if it were goingto break, the toolmarks would be a startingpoint for the fracture. But you have tobe sure not to polish to the extent of thinningthe spring or of changing the dimensionsto any significant degree.POWER ON SELECTINGA CUSTOM BARRELI stay with the Douglas Premium barrel,for the quality and consistency. Now,Douglas won't furnish these barrelsthreaded; that's something the pistolsmithhas to do for himself. One mistake that alot of beginners make is to put the barrelon backwards. The bore is cut from oneend, and you have to go with the grain ofthe metal; which end of the blank youthread to the gun makes a very real difference.Douglas Premium barrels aremarked with an "XX" and that is alwayson the rear end of the barrel. There's alsoa slightly larger diameter step on the rearend.You've got to get that end in place, sothat the bullet is travelling in the same directionin which the bore was "ironedout." Going "against the grain," you'll no-AMERICAN HANDGUNNER * MAY/JUNE <strong>1978</strong>