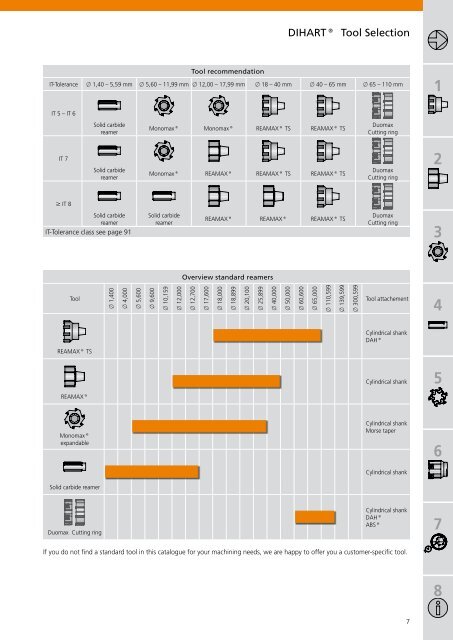
DIHART® Tool SelectionThis selection aid guides you quicklyand easily to the tool system that issuitable for you requirements.DIHART® Tool SelectionExampleOur recommendation for a toolsystem suitable for you, whichtakes tolerance and diameter intoconsideration, can be found onpage 7.IT-ToleranceIT 5 – IT 6Tool recommendation 1,40 – 5,59 mm 5,60 – 11,99 mm 12,00 – 17,99 mm 18 – 40 mm 40 – 65 mm 65 – 110 mm1Example: Diameter 20 H7 to bemachined leads to Reamax® TStooling systemIT 7Solid carbidereamerSolid carbidereamerMonomax® Monomax® REAMAX® TS REAMAX® TSMonomax® REAMAX® REAMAX® TS REAMAX® TSDuomaxCutting ringDuomaxCutting ring2 IT 8Solid carbidereamerIT-Tolerance class see page 91Solid carbidereamerREAMAX® REAMAX® REAMAX® TSDuomaxCutting ring3Overview standard reamersAccording to the type of boreand material to be machined, youwill be guided to the appropriate/matching tool. The best cuttinggeometry (ASG) can be seen fromthe table "Tool recommendation"in each section.1DIHART REAMAX® TSTool RecommendationMaterial group1.02.0ToolREAMAX® TSStrength Rm (N/mm²)REAMAX®Monomax®expandable 500500-900Hardness HB 1,400 4,000 5,600 9,600 10,159 12,000 12,700 17,600 18,000 18,899 20,100 25,899 40,000 50,000 60,600 65,000 110,599 139,599 300,599Materialnon-alloy steelsnon-alloy /low alloy steelsMaterial examplematerial code/DINSt37-2 / 1.0037;9SMn28 / 1.0715;St44-2 / 1.0044St52-2 / 1.0050,C55 / 1.0525,16MnCr5 / 1.7131High-speed machiningTool attachementExampleCylindrical shankDAH®Cylindrical shankOrder No. Cutting Cutting Order No. Cutting Cuttinggeometry material/geometry material/(ASG) coating(ASG) Cylindrical coating shankMorse taper75J.93 ASG09 DST 75J.71 ASG09 TiN75J.93 ASG09 DST 75J.71 ASG09 TiNCylindrical shank456Example:Material:non-alloy steel St37Bore type: Through borePSSolid carbide < 500 reamerlead alloys9SMnPb28 / 1.0718 75J.93 ASG09 DST 75J.71 ASG09 TiN2.13.04.04.15.05.16.0> 90025042CrMo4 / 1.7225,CK60 / 1.1221 75J.93 ASG09 DST 75J.71 ASG3000 Cylindrical TiN shankRecommended cutting data: DAH®ABS®X6CrMo4 / 1.2341,X165CrMoV12 / 1.2601 75J.71Cutting ASG0106speed: TiN 75J.71 ASG0106 TiNInconel 718 / 2.4668,Nimonic 80A / 2.4631titanium,400 TiAl5Sn2 / 3.7114titanium alloys 600non alloy / low alloy steels:heat resistant structural,heat treated, nitride andtools steelsTool recommendation:DST Duomax cutting> 900 Cutting ring materialhigh alloy steelsOrder No.: 75J.93Cutting geometry: ASG09If you do not find aHSSstandard tool in this catalogue for your machining needs, we are happy to offer you a customer-specific tool.special alloys: Inconel,Hastelloy, Nimonic, stc.stainless steelsvc = 100 – 200 m/minFeed for x 18,000 mm:fz = 0,10 – 0,21 mm/toothX2CrNi189 / 1.4306,X5CrNiMo1810 / 1.4401 75J.47 ASG0106 DBF 75J.47 ASG0106 DBF78M6.1< 900stainless steelsX8CrNb17 / 1.4511,X10CrNiMoTi1810 / 1.4571 75J.47 ASG0106 DBF 75J.47 ASG0106 DBF7DIHART® Cutting Data7.0> 900stainless / fireproof steelsX10CrAl7 / 1.4713,X8CrS-38-18 / 1.4862 75J.47 ASG0106 DBF 75J.47 ASG0106 DBFExample DIHART® CuareasRecommended application areas8.0180 gray cast ironGG-25 / 0.6025,GG-35 / 0.6035 75J.37 ASG3000 DBG-N 75J.37 ASG3000 DBG-NRecommended applingaterialampleaterial code/N7-2 / 1.0037;n28 / 1.0715;4-2 / 1.00442-2 / 1.0050,/ 1.0525,nCr5 / 1.7131nPb28 / 1.071812HM250 alloy gray cast iron GG-NiCr202 / 0.6660 75J.37 ASG3000 DBG-N 75J.37 ASG3000 DBG-NFeedCutting speed vc (m/min)fz (mm/tooth)Guideline values for reamingCutting speed vc (m/min)(with face cut, feed reduced by 30%)(witspheroidal graphite cast 600 130 GGG-40 / 0.7040iron, ferritic75J.93 ASG3000 DST 75J.47 ASG3000 DBFstraight flutedstraight fluted straight fluted left hReamers short / 3×D Reamers long / 5×D Reamers short / 3×D GGG-50 Reamers / 0.7050 long / 5×DMaterialspheroidal graphite cast230GGG-55 ASG3000, / 0.7055 ASG0106, 75J.93 ASG03, ASG3000 ASG11, ASG1101 DST 75J.47 ASG09, ASG3000, ASG3000 ASG09B, ASG0106, DBF ASG1402 ASG03, ASG11, ASG110iron, ferritic / perliticexampleGTW-55 / 0.8055Materialmaterial code/spheroidal graphite castGGG-60 < / 0.7060 12 12 - 25 25 - 50 > 50 < 12 < 12 12- 25 1225 - 25 - 50 25 > - 50 > 50DIN> 600 250 iron, perliticGTS-65 / 0.8165 75J.93 ASG3000 DST 75J.47 ASG3000 DBFmalleable ironminmamamamamamamamamamamaxalloyed spheroidal graphite min-max min-max min-max min-max min-max min-max min-max min-max min-maxmin-min-min-min-min-min-min-min-min-min-min-min-minmamamamamamamaxmin-min-min-min-min-min-minmamaxmin-minmaxminmamamamaxmin-min-minmamax200 GGG-NiCr20-2 / 0.7661cast iron75J.37 ASG3000 DBG-N 75J.37 ASG3000 DBG-N60-100-6- 80- St37-2 60- / 1.0037; 80- 6- 100- 60-100-6- 80- 60-80- 500 non-alloy steels9SMn28 / 1.0715;0,05-0,10 0,07-0,15 0,09-0,20 0,10-0,25 0,07-0,14 0,05-0,10 0,10-0,21 0,07-0,15 0,12-0,24 0,09-0,20 0,13-0,30 0,10-0,214020010 160 St44-2 120 / 1.0044 160 10 200 14020010 GGV 160Ti < 120 0,2160300 vermicular cast ironGGV Ti > 0,2 75J.37 ASG3000 DBG-N 75J.37 ASG3000 DBG-N100- 60- 500- 100-6- 80- St52-2 60- / 1.0050,non-alloy /80- 6- 100- 60-100-6- 80- 60-80-C55 / 1.0525,copper alloy, brass,CuZn36Pb3 0,05-0,10 / 2.1182, 0,07-0,15 0,09-0,20 0,10-0,25200 140 900 200low alloy steels 10 160 16MnCr5 120 / 1.7131 160 10 200 140 90 lead-alloy 200 bronze, lead 10 160 120160G-CuPb15Sn / 2.1182 75J.93 ASG3000 DSTbronze: good cut0,07-0,1475J.710,05-0,10 0,10-0,21ASG30000,07-0,15 0,12-0,24TiN0,09-0,20 0,13-0,30 0,10-0,2100- 60-100-15- 80- 60-80- 15- 100- 60-copper 100-alloy, brass, bronze: 15- CuZn40Al1 80- 60- / 2.0550, 80-< 500 lead alloys9SMnPb28 / 1.0718100 average cutE-Cu57 0,05-0,10 / 2.0060 0,07-0,15 75J.71 0,09-0,20 ASG3000 0,10-0,25 TiN200 14020045 160 120160 45 200 14020045 160 1201600,07-0,14 75J.71 0,05-0,10 0,10-0,21 ASG3000 0,07-0,15 0,12-0,24 TiN 0,09-0,20 0,13-0,30 0,10-0,2DSTminmaxminmax6- 100-10 2006-1015-45Material TiN group6P1.02.02.13.0DBG-NStrengthRm (N/mm²)DBFHardness HBDJCDBCPCDHMDSTTiNDBG-NDBFDJC HMK8.19.09.110.0 DBC DST10.110.212.012.1rMo4 / 1.7225,60 / 1.1221 5-9 80- 60-> 900150 110non alloy / low alloy steels:80-heat resistant structural,5-9 80- 42CrMo4 60- / 1.7225, 80-150120 CK60 90 / 1.1221 5-9 80-heat treated, nitride and120 150N13.0PCD TiN60-110DBG-N60DBFDJCDBCPCDHMDSTTiNDBG-NDBFDJCDBCPCDAlMg1 / 3.3315,wrought 80- aluminium alloysAlMnCu / 3.0517 75J.17 ASG0706 DBC 75J.17 ASG0706 DBC5-9 80- 60-80-0,04-0,08 0,06-0,12 0,07-0,16 0,08-0,20 0,06-0,11 0,04-0,08 0,08-0,17 0,06-0,12 0,09-0,19 0,07-0,16 0,10-0,24 0,08-0,2150120 90120
DIHART® Tool SelectionIT-ToleranceTool recommendationx 1,40 – 5,59 mm x 5,60 – 11,99 mm x 12,00 – 17,99 mm x 18 – 40 mm x 40 – 65 mm x 65 – 110 mm1IT 5 – IT 6Solid carbidereamerMonomax® Monomax® Reamax® TS Reamax® TSDuomaxCutting ringIT 7Solid carbidereamerMonomax® Reamax® Reamax® TS Reamax® TSDuomaxCutting ring2M IT 8Solid carbidereamerIT-Tolerance class see page 91Solid carbidereamerReamax® Reamax® Reamax® TSDuomaxCutting ring3Overview standard reamersToolx 1,400x 4,000x 5,600x 9,600x 10,159x 12,000x 12,700x 17,600x 18,000x 18,899x 20,100x 25,899x 40,000x 50,000x 60,600x 65,000x 110,599x 139,599x 300,599Tool attachement4Cylindrical shankDAH®Reamax® TSCylindrical shank5Reamax®Monomax®expandableCylindrical shankMorse taper6Cylindrical shankSolid carbide reamerDuomax Cutting ringCylindrical shankDAH®ABS®7If you do not find a standard tool in this catalogue for your machining needs, we are happy to offer you a customer-specific tool.87
- Page 2 and 3: KomPass Reaming - Benefits for youA
- Page 4: DIHART® - Innovative Solutions for
- Page 9: DIHART® Programme SummaryReaming T
- Page 12: DIHART Reamax® TSTool Recommendati
- Page 15 and 16: DIHART Reamax® TSDBCDBFDJFTiNHMDST
- Page 17 and 18: DIHART Reamax® TSDAH® Zero Holder
- Page 19 and 20: DIHART Reamax® TSHolder with DAH®
- Page 21: DIHART Reamax® TSOperating Instruc
- Page 24 and 25: DIHART Reamax®Tool Recommendation1
- Page 26 and 27: DIHART Reamax®X 12,000 - 40,000 mm
- Page 28 and 29: DIHART Reamax®Assembly instruction
- Page 30 and 31: DIHART Monomax®123DIHART Monomax®
- Page 32 and 33: DIHART Monomax®Tool Recommendation
- Page 34 and 35: DIHART Monomax®X 5,600- 25,899 mmS
- Page 36 and 37: DIHART Monomax®X 5,600- 25,899 mmL
- Page 38 and 39: DIHART Monomax®X 5,600 - 25,899 mm
- Page 40 and 41: DIHART® Solid Carbide Reamers1234H
- Page 42 and 43: DIHART® Solid Carbide ReamersTool
- Page 44 and 45: DIHART® Solid Carbide ReamersX 1,4
- Page 46 and 47: DIHART® Duomax Cutting Ring12345We
- Page 48 and 49: DIHART® DuomaxTool Recommendation1
- Page 50 and 51: DIHART® Cutting RingTool Recommend
- Page 52 and 53: DIHART® DuomaxX 62 - 110 mmCutting
- Page 54 and 55: DIHART® Duomax Cutting RingHolder
- Page 56 and 57:
DIHART® Duomax Cutting RingHolder
- Page 58 and 59:
DIHART® DuomaxAssembly instruction
- Page 60 and 61:
DIHART® Cutting RingAssembly instr
- Page 62 and 63:
DIHART® Reaming with Insert Techno
- Page 64 and 65:
DIHART® Insert Reaming12Reaming wi
- Page 66 and 67:
DIHART® MicroSet System123Reaming
- Page 68 and 69:
Inquiry Fax to +49 7143 373233DIHAR
- Page 70 and 71:
DIHART® Special ToolsSpecial Solut
- Page 72 and 73:
DIHART® Compensating Holder123456D
- Page 74 and 75:
DIHART DAH® Compensating Holderwit
- Page 76 and 77:
DIHART DAH® Compensating HolderAss
- Page 78 and 79:
DIHART DAH® AdaptorExpanding chuck
- Page 80 and 81:
DIHART DAH® 50 HS Compensating Hol
- Page 82 and 83:
DIHART® DPS Floating Holderwith VD
- Page 84 and 85:
IDEEN-FABRIK+12345678The ideas fact
- Page 86 and 87:
DIHART® ASG30001ASG3000 - the new
- Page 88 and 89:
DIHART® ASG - Cutting Geometry1The
- Page 90 and 91:
DIHART® TolerancesForm and positio
- Page 92 and 93:
DIHART® Surface1Attainable surface
- Page 94 and 95:
DIHART® Cutting DataRecommended ap
- Page 96 and 97:
DIHART® Technical Application Hint
- Page 98 and 99:
DIHART®Usage and Safety Notes12Saf
- Page 100 and 101:
QuestionnaireDIHART®For elaboratio
- Page 102 and 103:
Numerical Index12345678Order No.099
- Page 104 and 105:
KOMET SERVICE®the service brand na
- Page 106 and 107:
KOMET SERVICE® PartnerFast, flexib
- Page 108 and 109:
Fax to KOMET SERVICE® Partner cont
- Page 110 and 111:
KOMET GROUP International AgenciesE
- Page 112:
GermanyKOMET GROUP GmbHZeppelinstra