Bismuth Manganese cored wire
Bismuth Manganese cored wire
Bismuth Manganese cored wire
- No tags were found...

Create successful ePaper yourself
Turn your PDF publications into a flip-book with our unique Google optimized e-Paper software.
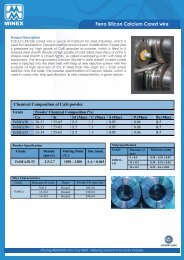
<strong>Bismuth</strong> <strong>Manganese</strong> <strong>cored</strong> <strong>wire</strong>Product Description<strong>Bismuth</strong> <strong>Manganese</strong> <strong>cored</strong> <strong>wire</strong> is the source of bismuth addition in steel,which is used to enhance the machinability of steel and manufacturing offree cutting steel.<strong>Bismuth</strong> manganese <strong>cored</strong> <strong>wire</strong> is prepared by high grade of <strong>Bismuth</strong> and<strong>Manganese</strong> powder, which is filled in U shaped steel sheath (made of highquality of steel strip) and this U shapes steel sheath is closed tightly (Fig-1),so called overlapping craft, with help of equipment. The encapsulatedbismuth manganese in steel sheath (called <strong>cored</strong> <strong>wire</strong>) is injected into thesteel melt with help of <strong>wire</strong> injection system with the purpose of highrecovery of bismuth in steel than the virgin bismuth shots addition into theladle.The powder specification of bismuth manganese, which is usedin <strong>cored</strong> <strong>wire</strong>, strip specification, & <strong>wire</strong> characteristics, is given below:Powder Chemical Composition (%)GradeBi(Min) Mn(Max) fluxBiMn 88 - 90% 4 - 6% ~ 5%Figure - 1Powder specification:Gradedensity (g/cm3) melting point(°C) boiling point(°C) size (mm)BiMn Bi - 9.78 271.8 1564 - 1.4+0.106Mn - 7.21 1246 2061 - 1.4+0.106Strip Specification:Grade Diameter (mm) Thickness (mm)EDD IS-513 9± 0.5 0.4 ± 0.03Wire CharacteristicsGrade Diameter (, mm) Shape Powder Fill(gms/mt)Bi Mn 9±0.5 Round 380±20Figure – 2: Coils of <strong>cored</strong> <strong>wire</strong>Pouring Reliability Into Your Melt - Alloying Solution in Foundry Industry
<strong>Bismuth</strong> <strong>Manganese</strong> <strong>cored</strong> <strong>wire</strong>Coil specificationDetailsPowder Weight(MT)Strip Weight(MT)Net Weight(MT)9 mm F1-020.5000.1800.680Length (mtrs) 1315InternalDiameter (mm)ExternalDiameter (mm)650780Height (mm) 630Coil IdentificationAll coils are colour coded and fixed with a detailed stickerclearly displaying details such as coil no., powder content,strip weight, gross weight density & length. A fluorescentsticker displays the name of the product in bold letters on theouter diameter of the coil.HandlingNo metal sling, chain or rod is to be used across the ID of thecoil for handling as it may damage the coil. Use onlypolyester, synthetic slings, fork lift/tractor to handle the coil.The pallet is an integral part of the coil and it is to beremoved till the coil is consumed.Shelf LifeFollow the shelf life period specified by MINEXPackingPacking in flipping cage and mounted on wooden/ mild steel pallet and strapped with pallethorizontally or vertically. All coils are wrapped instretch film & palletizedStorage & SafetyTo be stored in dry & covered area away from heatand moisture. Material Safety Data Sheet can besupplied on demandAddition and Addition TechniqueIn steel making, bismuth can be added to molten steel inthe ladle or as the molten steel is introduced into an ingotFig. 3mold or tundish. It is normally desirable to add alloyingingredients to the molten steel into the ladle because, intheory at least, when so added, the alloying ingredientshould be more uniformly distributed throughout the entirevolume of steel.The addition of alloying elements and close control overthe degree of addition is an important step in steel makingprocess. There are various ways to add bismuth or its alloysin steel as bismuth shots, ingot, <strong>cored</strong> <strong>wire</strong> etc. The addition of virgin bismuth shot to the ladle at steeltemperature cause very low recovery (the recovery up to 30 – 50%.), because of <strong>Bismuth</strong> has low melting point(271°C) and boiling point (1560°C), that cause evaporation and also bismuth addition agents are denser thanliquid steel and gravitational segregation can be a problem.Pouring Reliability Into Your Melt - Alloying Solution in Foundry Industry
<strong>Bismuth</strong> <strong>Manganese</strong> <strong>cored</strong> <strong>wire</strong>But in case of bismuth <strong>cored</strong> <strong>wire</strong>, bismuth with manganeseand flux is encapsulated in steel sheath, when injected intosteel it can go in depth of steel melt as shown in above figure3, as steel sheath is melted Bi is dispersed into the melt. Theargon purging into the ladle helps to distribute the bismuththroughout the melt and helps lesser gravitationalsegregation. The <strong>cored</strong> <strong>wire</strong> goes deep into the melt causinghigh recovery;; this recovery can exceed 95% because of: surface and react efficiently in steel melt. significantly and hence lower evaporation loss and highrecovery.B i sm u t h % Yi e l d C o m p a r i so n S h o t s v s C o r e d<strong>Bismuth</strong> % yield comparison Shots vs Cored <strong>wire</strong>Wi r eBi Yield(from Bi shots)0 10 2 0 3 0 4 0 5 0 6 0 7 0 8 0 9 0 10 0% B i Yi e l dBi Yield(from CoredWire)After the addition, Bi may undergo the problem called “bismuth fade“i.e. decreasing bismuth content in themolten steel during the time, the molten steel is being withdrawn from the ladle. This happens due to thevaporization of bismuth at the surface of the molten steel in the ladle followed by an oxidation of the bismuthvapor. Lower addition temperature and reducing pouring time can reduce the problem of bismuth fade.Keeping a layer of slag at the surface of melt is also beneficial as it reduces the rate of evaporation.Amount of <strong>Bismuth</strong> addition:Addition can be made depending upon the grade of steel and impurities present in steel. Generally in the freecutting steel, the bismuth content is in the range of 0.05-0.40 wt. %.<strong>Bismuth</strong> has a relatively low melting point (271° C.), and the surface free energy value for bismuth at atemperature near its melting point is relatively low (375 ergs/cm 2). As a result, absence of any interferencewith these properties, bismuth has a strong tendency to wet steel grain boundaries or interphase boundariesat a distance relatively far away from the cutting edge of the machining tool, thereby embrittling thoseregions for easy fracture.The surface free energy value of bismuth at its melting point is increased, and hence the ability of bismuth towet grain boundaries or interphase boundaries is decreased, by certain elements, most of which are normallypresent as impurities in steel. These elements comprise copper, nickel, tin and zinc. Copper, nickel and tin arenormally present as impurities in steel in amounts up to about 0.1 wt. % each.Thus amount of bismuth is added in such a way that the total amount of ingredients which lower the wettingability of the bismuth is less than the bismuth content of the steel, and the total amount of these ingredients :-% (Cu + Ni + Sn + Zn) < 0.6 x %(Bi) And also the ratio :- The ratio of bismuth to the sum of nickel and copper is important and should not be lower than 2.0. Thisutilizes the low melting point of bismuth for increased machinability, as ratios lower than 2.0 will diminish theeffect of bismuth.Application and AdvantagesSmall amounts of bismuth are used to enhance the machinability of metals, especially steel, a use fostered byconcern about the toxicity of lead, a traditional free-machining additive for this purpose. <strong>Bismuth</strong> has beenused both as an additive to resulfurized, rephos-phorized, and leaded AISI 1214 steel and as a substitute forlead in AISI 1214 and 1215 steels. As a substitute, it is believed to improve machinability in a manner similar tolead. As an additive, it alloys with lead, one half the lead content, typically 0.1%Bi, and 0.2%Pb. providing moreeffective internal lubrication than lead alone, further improving machinability.<strong>Bismuth</strong> is added individual in amounts to 0.05 – 0.4 wt %, typically 0.2 wt % depending on requirement andpresence of impurities. Its advantages over lead also have been attributed to its lower density, which permitsmore uniform dispersion in the steel matrix. It has no strong effect on mechanical properties but substantialimprovements in machinability.Pouring Reliability Into Your Melt - Alloying Solution in Foundry Industry
<strong>Bismuth</strong> <strong>Manganese</strong> <strong>cored</strong> <strong>wire</strong><strong>Bismuth</strong> like lead thought to act as an internal lubricant,reducing the friction between tool & chip.<strong>Bismuth</strong> improves machinability because it has the lowestmelting point among free-machining additives and thestrongest ability to weaken interfacial boundaries. <strong>Bismuth</strong>exists in the form of particles/ inclusion attached not only tomanganese sulfide inclusions, but also to ferrite-pearliteinterfaces and grain boundaries, which intensifying its effectivenessof machining and provides 20-30% improvement inmachinability than lead.Tellurium and selenium can be added with <strong>Bismuth</strong>,because they also enhance the wetting ability of bismuth insteel.<strong>Bismuth</strong> has no effect on transformation or microstructureproduced by heat treatment in steels.<strong>Bismuth</strong> is not, however added to Nickel-Bearing austeniticstainless steels since it seriously impairs hot workability inthese materials as shown in figure- 4;;Figure 4: showing the impact of Bi content onhot ductility of austenitic stainless steels.Pouring Reliability Into Your Melt - Alloying Solution in Foundry Industry