Main damages on upper die in industrial hot forging Glavne ... - RMZ
Main damages on upper die in industrial hot forging Glavne ... - RMZ
Main damages on upper die in industrial hot forging Glavne ... - RMZ

Create successful ePaper yourself
Turn your PDF publications into a flip-book with our unique Google optimized e-Paper software.
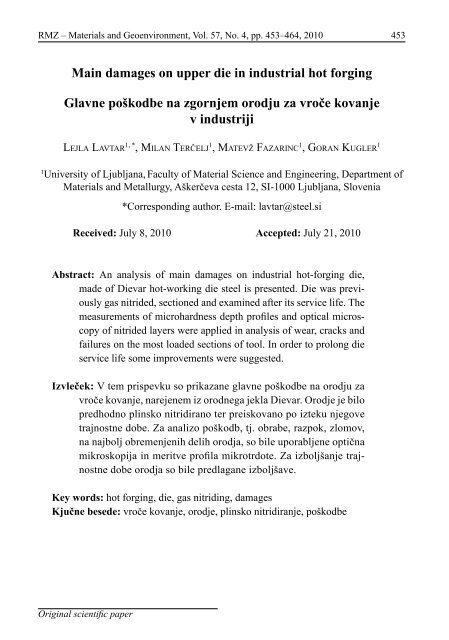
<strong>RMZ</strong> – Materials and Geoenvir<strong>on</strong>ment, Vol. 57, No. 4, pp. 453–464, 2010453<str<strong>on</strong>g>Ma<strong>in</strong></str<strong>on</strong>g> <str<strong>on</strong>g>damages</str<strong>on</strong>g> <strong>on</strong> <strong>upper</strong> <strong>die</strong> <strong>in</strong> <strong>in</strong>dustrial <strong>hot</strong> forg<strong>in</strong>g<strong>Glavne</strong> poškodbe na zgornjem orodju za vroče kovanjev <strong>in</strong>dustrijiLejla Lavtar 1, * , Milan Terčelj 1 , Matevž Fazar<strong>in</strong>c 1 , Goran Kugler 11University of Ljubljana, Faculty of Material Science and Eng<strong>in</strong>eer<strong>in</strong>g, Department ofMaterials and Metallurgy, Aškerčeva cesta 12, SI-1000 Ljubljana, Slovenia*Corresp<strong>on</strong>d<strong>in</strong>g author. E-mail: lavtar@steel.siReceived: July 8, 2010 Accepted: July 21, 2010Abstract: An analysis of ma<strong>in</strong> <str<strong>on</strong>g>damages</str<strong>on</strong>g> <strong>on</strong> <strong>in</strong>dustrial <strong>hot</strong>-forg<strong>in</strong>g <strong>die</strong>,made of Dievar <strong>hot</strong>-work<strong>in</strong>g <strong>die</strong> steel is presented. Die was previouslygas nitrided, secti<strong>on</strong>ed and exam<strong>in</strong>ed after its service life. Themeasurements of microhardness depth profiles and optical microscopyof nitrided layers were applied <strong>in</strong> analysis of wear, cracks andfailures <strong>on</strong> the most loaded secti<strong>on</strong>s of tool. In order to prol<strong>on</strong>g <strong>die</strong>service life some improvements were suggested.Izvleček: V tem prispevku so prikazane glavne poškodbe na orodju zavroče kovanje, narejenem iz orodnega jekla Dievar. Orodje je bilopredhodno pl<strong>in</strong>sko nitridirano ter preiskovano po izteku njegovetrajnostne dobe. Za analizo poškodb, tj. obrabe, razpok, zlomov,na najbolj obremenjenih delih orodja, so bile uporabljene optičnamikroskopija <strong>in</strong> meritve profila mikrotrdote. Za izboljšanje trajnostnedobe orodja so bile predlagane izboljšave.Key words: <strong>hot</strong> forg<strong>in</strong>g, <strong>die</strong>, gas nitrid<strong>in</strong>g, <str<strong>on</strong>g>damages</str<strong>on</strong>g>Kjučne besede: vroče kovanje, orodje, pl<strong>in</strong>sko nitridiranje, poškodbeOrig<strong>in</strong>al scientific paper
454 Lavtar, L., Terčelj, M., Fazar<strong>in</strong>c, M., Kugler, G.Introducti<strong>on</strong>Hot-forg<strong>in</strong>g <strong>die</strong>s are dur<strong>in</strong>g the processof <strong>hot</strong> forg<strong>in</strong>g subjected to a complexload<strong>in</strong>g, i.e. to simultaneous thermal,mechanical, chemical and tribologicalloads. Various parts of <strong>hot</strong>-forg<strong>in</strong>g<strong>die</strong>s are subjected to menti<strong>on</strong>ed loadsthat results <strong>in</strong> different types of <str<strong>on</strong>g>damages</str<strong>on</strong>g>,like erosive, abrasive and adhezivewear, [1–4] plastic deformati<strong>on</strong>, [1,8] [1, 7]thermal and mechanical crack<strong>in</strong>g,gross crack<strong>in</strong>g, etc. [1, 5, 6] Die life (servicetime) plays an important role <strong>in</strong>ec<strong>on</strong>omy of <strong>hot</strong> forged products, thusgoal of every technologist <strong>in</strong> practice isprol<strong>on</strong>gati<strong>on</strong> of <strong>die</strong> service life as muchas possible <strong>on</strong> <strong>on</strong>e hand and accuratepredicti<strong>on</strong> of <strong>die</strong> service time <strong>on</strong> theother hand. [1]Damages and their propagati<strong>on</strong> arealso additi<strong>on</strong>aly <strong>in</strong>fluenced by applied<strong>die</strong> steel, <strong>die</strong> shape, and applied technologicalprocess<strong>in</strong>g parameters, i.e.schedule of forg<strong>in</strong>g sequences, way ofmanufactur<strong>in</strong>g the <strong>die</strong>, operat<strong>in</strong>g forg<strong>in</strong>gparameters, used forg<strong>in</strong>g press, aswell as forg<strong>in</strong>g stock properties, i.e.temperature, scal<strong>in</strong>g, local adhesi<strong>on</strong>between <strong>die</strong> and the workpiece, etc.Further, <strong>die</strong> steel should be produced <strong>in</strong>an appropriate way <strong>in</strong> order to achieveoptimal microstructure, i.e. gra<strong>in</strong> sizeas well as distributi<strong>on</strong>, type, size andshape of carbides. F<strong>in</strong>ally, manufactur<strong>in</strong>gof <strong>die</strong> should be performed withoutnegative <strong>in</strong>fluences <strong>on</strong> the <strong>die</strong> surfacequality, and also shapes of <strong>die</strong> shouldbe optimized with sequential forg<strong>in</strong>gsteps <strong>in</strong> order to avoid areas of essentiallyhigher loads <strong>in</strong> regard to other areasof <strong>die</strong>. [9,10]In order to <strong>in</strong>crease <strong>die</strong> service time,wear and fatigue resistance, the <strong>die</strong> surfaceis improved by coat<strong>in</strong>g, diffusi<strong>on</strong>procesess like nitrid<strong>in</strong>g, etc. [11] Dur<strong>in</strong>gnitrid<strong>in</strong>g the <strong>die</strong> steels, two differenttypes of microstructure are formed <strong>on</strong>the <strong>die</strong> surface, i.e. microstructure with“compound layer” <strong>on</strong> top of the surfaceand diffusi<strong>on</strong> layer below, and <strong>in</strong>the sec<strong>on</strong>d case diffusi<strong>on</strong> layer al<strong>on</strong>e.It is advisable for <strong>hot</strong> forg<strong>in</strong>g <strong>die</strong>s toproduce nitrided microstructure withoutcompound layer s<strong>in</strong>ce it c<strong>on</strong>sists ofbrittle ir<strong>on</strong> nitrides, i.e. ε phase (ε-Fe 2-N), γ’ phase (γ’-Fe N), or mixed phases3 4(ε+γ’). At slightly higher c<strong>on</strong>tact pressures(about 20 MPa) [12, 13] compoundlayer usually spalls of the <strong>die</strong> surface atthe very beg<strong>in</strong>n<strong>in</strong>g of forg<strong>in</strong>g processand that usually essentially acceleratesprocess of wear. In each applicati<strong>on</strong> nitridedmicrostrucure as well as <strong>die</strong> designshould corresp<strong>on</strong>d to actual loadsthat prevail <strong>on</strong> <strong>die</strong> <strong>in</strong> the selected form<strong>in</strong>gprocess.In order to elucidate doubtless relati<strong>on</strong>shipsbetween occurrence of <strong>die</strong> <str<strong>on</strong>g>damages</str<strong>on</strong>g>,loads, properties of applied steel,<strong>die</strong> shape, etc. there are still not suffi-<strong>RMZ</strong>-M&G 2010, 57
<str<strong>on</strong>g>Ma<strong>in</strong></str<strong>on</strong>g> <str<strong>on</strong>g>damages</str<strong>on</strong>g> <strong>on</strong> <strong>upper</strong> <strong>die</strong> <strong>in</strong> <strong>in</strong>dustrial <strong>hot</strong> forg<strong>in</strong>g455cient data <strong>on</strong> failures of <strong>in</strong>dustrial <strong>die</strong>s,especially <strong>on</strong> <strong>die</strong>s that were previouslynitrided, coated or duplex treated. Thusmore data <strong>on</strong> <strong>die</strong> damage analysis from<strong>in</strong>dustrial practice are needed. Analysisof ma<strong>in</strong> <str<strong>on</strong>g>damages</str<strong>on</strong>g> that occurred <strong>on</strong> a gasnitrided <strong>in</strong>dustrial <strong>die</strong> for <strong>hot</strong> forg<strong>in</strong>gthat has failed have been presented <strong>in</strong>this paper with aim to prol<strong>on</strong>g its servicelife.ExperimentalDescripti<strong>on</strong> of <strong>hot</strong>-forg<strong>in</strong>g <strong>die</strong> andshape of forged productThe ma<strong>in</strong> <str<strong>on</strong>g>damages</str<strong>on</strong>g> of <strong>die</strong> (Figure 1)with two impressi<strong>on</strong>s for penultimateforg<strong>in</strong>g operati<strong>on</strong> and two impressi<strong>on</strong>sfor the last forg<strong>in</strong>g operati<strong>on</strong> were analysedafter its service life. However,analysis was predom<strong>in</strong>ately focused <strong>on</strong>the impressi<strong>on</strong> used for the last forg<strong>in</strong>goperati<strong>on</strong> s<strong>in</strong>ce it gave f<strong>in</strong>al shape anddimensi<strong>on</strong>s of the product (see Figure2). This shape was achieved <strong>in</strong> five sequentialforg<strong>in</strong>g operati<strong>on</strong>s. Upper andlower parts of <strong>die</strong> had similar designof impressi<strong>on</strong>s. Essential differencebetween the <strong>upper</strong> and the lower <strong>die</strong>was height of mandrels. With regard toreference, [1] it could be supposed thatthe <strong>die</strong> surface temperature was <strong>in</strong> therange of 600–700 °C and c<strong>on</strong>tact pressureexceeded the value of 1000 MPa.Lubricant that was used was water suspensi<strong>on</strong>of graphite.Die life is determ<strong>in</strong>ed by surface qualityof forged product as well as by itsshape and dimensi<strong>on</strong>s. In our case customerhad special demands for forgedproduct <strong>in</strong> respect of the quality ofimpressi<strong>on</strong> surface, and the shape anddimensi<strong>on</strong>s at the base of mandrels.These areas were c<strong>on</strong>sidered as criticalareas of the <strong>hot</strong>-forg<strong>in</strong>g <strong>die</strong> (see Figure1). The <strong>die</strong> with higher mandrelsfailed after 45 766 forg<strong>in</strong>g strokes dueto change of shape of forged product <strong>in</strong>the depressi<strong>on</strong> around high mandrels.Initial billet made of C35E steel forforg<strong>in</strong>g the steer<strong>in</strong>g mechanism had diameterof Ø = 32 mm and weight of930 g, and was heated to temperature<strong>in</strong>terval of 1230–1280 °C. Geometry offorged product is adapted for steer<strong>in</strong>gmechanism <strong>in</strong> car that is a relativelysimple 3D-geometry (Figure 2).Die material, applied methodsDievar, a high performance chromium-molybdenum-vanadiumalloyed<strong>hot</strong>-work<strong>in</strong>g <strong>die</strong> steel (see Table 1),developed by Uddeholm, was used <strong>in</strong>manufactur<strong>in</strong>g <strong>in</strong>dustrial <strong>die</strong>; steel ischaracterized by excellent toughness,ductility <strong>in</strong> all the directi<strong>on</strong>s, good temper<strong>in</strong>gresistance and high-temperaturestrength, excellent hardenability, andgood dimensi<strong>on</strong>al stability throughoutthe heat treatment procedure, as well asdur<strong>in</strong>g coat<strong>in</strong>g operati<strong>on</strong>s. C<strong>on</strong>sequently,this <strong>die</strong> steel has a very good resist-<strong>RMZ</strong>-M&G 2010, 57
456 Lavtar, L., Terčelj, M., Fazar<strong>in</strong>c, M., Kugler, G.Figure 1. Upper <strong>die</strong> after 45 766 strokes; two impressi<strong>on</strong>s for penultimateforg<strong>in</strong>g operati<strong>on</strong> and two impressi<strong>on</strong>s for the last forg<strong>in</strong>g operati<strong>on</strong> withmandrelsance to thermal fatigue, gross crack<strong>in</strong>g,<strong>hot</strong> wear and plastic deformati<strong>on</strong>. It isused for <strong>die</strong>s <strong>in</strong> <strong>die</strong> cast<strong>in</strong>g, <strong>hot</strong> forg<strong>in</strong>g,and <strong>hot</strong> extrusi<strong>on</strong>. [14]Figure 2. Shape of steer<strong>in</strong>g mechanism afterthe last <strong>hot</strong> forg<strong>in</strong>g operati<strong>on</strong>Die was gas nitrided and taken outof <strong>in</strong>dustrial process after its servicetime. Die was secti<strong>on</strong>ed and exam<strong>in</strong>edwith light microscopy (OlympusGX51) and by Vickers microhardnessmeasurements (Leitz M<strong>in</strong>iload 2). Diesurface was exam<strong>in</strong>ated us<strong>in</strong>g macroand micrograph techniques to revealsurface <str<strong>on</strong>g>damages</str<strong>on</strong>g> of nitrided layer. Additi<strong>on</strong>ally,metallographic exam<strong>in</strong>ati<strong>on</strong>sof samples taken from certa<strong>in</strong>cross-secti<strong>on</strong>s were performed. Nitaletchant for metallographic preparati<strong>on</strong>of nitrided samples was used.<strong>RMZ</strong>-M&G 2010, 57
<str<strong>on</strong>g>Ma<strong>in</strong></str<strong>on</strong>g> <str<strong>on</strong>g>damages</str<strong>on</strong>g> <strong>on</strong> <strong>upper</strong> <strong>die</strong> <strong>in</strong> <strong>in</strong>dustrial <strong>hot</strong> forg<strong>in</strong>g457Table 1. Chemical compositi<strong>on</strong> of applied <strong>die</strong> steel (Dievar) <strong>in</strong> mass fracti<strong>on</strong>s, w/%C Si Mn Cr Mo V0.37 0.26 0.5 5.0 2.36 0.55Figure 3. Microstructures and microhardness profile <strong>on</strong> cross-secti<strong>on</strong> of the <strong>die</strong>edge: nitrided diffusi<strong>on</strong> layer with compound layer (a-b), microhardness profile (c)Results and discussi<strong>on</strong>Initial nitrided microstructuresDiffusi<strong>on</strong> layer can be well seen <strong>on</strong>cross-secti<strong>on</strong>s of the surface edge (Figure3a). The depth of diffusi<strong>on</strong> layer isnot homogenous and it is thick from73 μm to 122 μm (see Figure 3a). Thisn<strong>on</strong>homogeneity could be atributed tounappropriate preparati<strong>on</strong> of <strong>die</strong> surfacebefore the nitrid<strong>in</strong>g process thatresulted <strong>in</strong> different adsorpti<strong>on</strong> abilitiesof nitrogen <strong>in</strong>to the <strong>die</strong> surface layer.Thickness of compound layer was <strong>in</strong>the range of about 0–3.5 μm (Figure3b). Further, presence of nitrides wasvisible <strong>on</strong> gra<strong>in</strong> boundaries. It wasalso remarked that microstructure wasslightly overnitrided (nitrides <strong>on</strong> gra<strong>in</strong>boundaries were <strong>in</strong> that area pependicularto diffusi<strong>on</strong> fr<strong>on</strong>t and parallel to<strong>die</strong> surface) that could result <strong>in</strong> prematurespall<strong>in</strong>g of <strong>die</strong> material from the<strong>die</strong> surface layer. Figure 3c gives microhardnessprofile; max. values wereabove HV = 1200.<strong>RMZ</strong>-M&G 2010, 57
458 Lavtar, L., Terčelj, M., Fazar<strong>in</strong>c, M., Kugler, G.Damages <strong>on</strong> <strong>die</strong> surfaceThe ma<strong>in</strong> <str<strong>on</strong>g>damages</str<strong>on</strong>g> of the <strong>die</strong> <strong>on</strong> macrolevel are shown <strong>in</strong> Figure 4. The relativelysharp edges of the <strong>upper</strong> <strong>die</strong> impressi<strong>on</strong>around mandrels show wearusually comb<strong>in</strong>ed with plastic deformati<strong>on</strong>and spall<strong>in</strong>g (see Figures 4c, 4e,4f). On these edges high c<strong>on</strong>tact pressuresas well as large slid<strong>in</strong>g lengthsbetween deformed material and <strong>die</strong>surface took place. These c<strong>on</strong>diti<strong>on</strong>sled to higher heat<strong>in</strong>g and c<strong>on</strong>sequentlyto higher temper<strong>in</strong>g of the <strong>die</strong> surfacelayer that favoured wear, spall<strong>in</strong>g offragments of nitrided layer and plasticdeformati<strong>on</strong>. Spall<strong>in</strong>g of relative largefragments is seen <strong>on</strong> the <strong>upper</strong> edge ofmandrels (Figures 4c, 4e) for penultimateforg<strong>in</strong>g impressi<strong>on</strong>s. Menti<strong>on</strong>edspall<strong>in</strong>g of fragments was, next tohigher c<strong>on</strong>tact pressures that prevailed<strong>on</strong> these surfaces, also c<strong>on</strong>sequence ofpresence of nitrides <strong>on</strong> gra<strong>in</strong> boundariesof the diffusi<strong>on</strong> layer (see Figure3b) that decreased toughness of <strong>die</strong>steel. But spall<strong>in</strong>g <strong>on</strong> mandrels tookplace <strong>on</strong>ly <strong>on</strong> <strong>on</strong>e mandrel (Figure 4e)while <strong>on</strong> the other <strong>on</strong>e <strong>on</strong>ly emphasizedwear was observed (Figure 4b).Further, also spall<strong>in</strong>g <strong>on</strong> top of mandrel(see Figure 4i) was detected. Thisoccurrence of spall<strong>in</strong>g could be atributedto thermal fatigue <strong>in</strong> comb<strong>in</strong>ati<strong>on</strong>with high c<strong>on</strong>tact pressure. On impressi<strong>on</strong>radii shown <strong>in</strong> Figures 4g and 4d1plastic deformati<strong>on</strong> was not observedbut <strong>on</strong>ly furrows as c<strong>on</strong>sequence ofabrasi<strong>on</strong> were visible. Namely c<strong>on</strong>tactpressures <strong>on</strong> this surfaces wererelatively lower s<strong>in</strong>ce radius of mandrelwas greater. The base of mandrelspreviously <strong>in</strong>dicated as critical areas<strong>in</strong> the <strong>hot</strong>-forg<strong>in</strong>g <strong>die</strong> (see Figure 1) isalso critical for service life of <strong>die</strong>s andthe quality of forged products. In theseareas, due to pressure of forged material<strong>on</strong> both depressi<strong>on</strong> surfaces andc<strong>on</strong>sequently due to bend<strong>in</strong>g load <strong>on</strong>bottom of <strong>die</strong> depressi<strong>on</strong>, stress c<strong>on</strong>centrati<strong>on</strong>stook place. These repeat<strong>in</strong>gmechanical loads resulted <strong>in</strong> formati<strong>on</strong>of cracks at the base of mandrel (seeFigure 4h) that caused surface, geometryand shape <strong>in</strong>adequacies of forgedproducts. For comparis<strong>on</strong>, such damagewas not observed <strong>on</strong> similar area of<strong>die</strong> impressi<strong>on</strong> for penultimate forg<strong>in</strong>gsequence (see Figure 4d2). This <strong>in</strong>dicatedthat the last impressi<strong>on</strong> was subjectedto comparatively higher bend<strong>in</strong>gloads, and that required changesof impressi<strong>on</strong> design at the menti<strong>on</strong>edfive sequential forg<strong>in</strong>g steps. In Figures4a and 4f abrasi<strong>on</strong> wear close to outerarea of <strong>die</strong> impressi<strong>on</strong> as c<strong>on</strong>sequenceof higher slid<strong>in</strong>g length was observed.For further explanati<strong>on</strong> and analysisof surface <str<strong>on</strong>g>damages</str<strong>on</strong>g> the cross-secti<strong>on</strong>almicrostructures especially of criticalareas, i.e. <strong>on</strong> top, <strong>on</strong> <strong>upper</strong> and bottomedge as well as <strong>in</strong> the middle area ofmandrel, will be presented.<strong>RMZ</strong>-M&G 2010, 57
<str<strong>on</strong>g>Ma<strong>in</strong></str<strong>on</strong>g> <str<strong>on</strong>g>damages</str<strong>on</strong>g> <strong>on</strong> <strong>upper</strong> <strong>die</strong> <strong>in</strong> <strong>in</strong>dustrial <strong>hot</strong> forg<strong>in</strong>g459Figure 4. Damages of the <strong>die</strong> after 45 766 strokes; plastic deformati<strong>on</strong> (a, f), mechanical deformati<strong>on</strong> (b, c, d, e, g),spall<strong>in</strong>g (d, e), cracks (d, h), wear (i).<strong>RMZ</strong>-M&G 2010, 57
460 Lavtar, L., Terčelj, M., Fazar<strong>in</strong>c, M., Kugler, G.Damages <strong>on</strong> mandrel cross-secti<strong>on</strong>sCross-secti<strong>on</strong>s of mandrel for thelast forg<strong>in</strong>g operati<strong>on</strong> revealed compoundlayer <strong>on</strong> the mandrel top (Figure5) and <strong>in</strong> its middle area (Figure7), while compound layer <strong>on</strong> the <strong>upper</strong>(Figure 6) and the bottom edge(Figure 8) was removed dur<strong>in</strong>g theforg<strong>in</strong>g process; furthermore, formati<strong>on</strong>of cracks <strong>in</strong> the diffusi<strong>on</strong>layer was observed (see Figures 5and 6). Removal of compound layercould be atributed to higher c<strong>on</strong>tactpressures and slid<strong>in</strong>g lengths thatpreavailed <strong>in</strong> these areas and theyled first to its crack<strong>in</strong>g and thenFigure 5. Hardness profile and cross-secti<strong>on</strong>al microstructure <strong>on</strong> the topof mandrelFigure 6. Hardness profile and cross-secti<strong>on</strong>al microstructure <strong>on</strong> the <strong>upper</strong>edge of mandrel<strong>RMZ</strong>-M&G 2010, 57
<str<strong>on</strong>g>Ma<strong>in</strong></str<strong>on</strong>g> <str<strong>on</strong>g>damages</str<strong>on</strong>g> <strong>on</strong> <strong>upper</strong> <strong>die</strong> <strong>in</strong> <strong>in</strong>dustrial <strong>hot</strong> forg<strong>in</strong>g461to its spall<strong>in</strong>g; compound layer isnamely very brittle <strong>in</strong> comparis<strong>on</strong>to the diffusi<strong>on</strong> layer. Moreover,as menti<strong>on</strong>ed above, nitrides werepresent <strong>on</strong> gra<strong>in</strong> boundaries of nitridedmicrostructure that decreasedtoughness and accelerated spall<strong>in</strong>gof fragments.As already menti<strong>on</strong>ed, cracks werealso found <strong>in</strong> the diffusi<strong>on</strong> layer <strong>on</strong>the <strong>upper</strong> edge hav<strong>in</strong>g lengths ofabout 96 μm (Figure 6) and <strong>on</strong> thetop of the mandrel with lengths ofabout 69 μm (Figure 5). Compoundlayer <strong>on</strong> the top of the mandrel alsoexhibited crack<strong>in</strong>g as c<strong>on</strong>sequenceFigure 7. Hardness profile and cross-secti<strong>on</strong>al microstructure <strong>in</strong> the middlepart of mandrelFigure 8. Hardness profile and cross-secti<strong>on</strong>al microstructure <strong>on</strong> the bottomedge of mandrel.<strong>RMZ</strong>-M&G 2010, 57
462 Lavtar, L., Terčelj, M., Fazar<strong>in</strong>c, M., Kugler, G.of thermal fatigue and presence ofhigher c<strong>on</strong>tact pressures (compareFigure 5 with Figure 4i). Relativeslid<strong>in</strong>g between the <strong>die</strong> surface andthe deformed material was reduced<strong>in</strong> these areas thus suface materialwas removed by spall<strong>in</strong>g. Effectivenitrid<strong>in</strong>g depths <strong>on</strong> all the cross-secti<strong>on</strong>swere <strong>in</strong> range of about 150–160μm. Microhardness measurementsshowed the highest drop of hardnessvalues from HV 0.1= 1292 <strong>on</strong> the edgeof <strong>die</strong> after the nitrid<strong>in</strong>g process, toHV 0.1= 1044 (see Figure 6) <strong>on</strong> the<strong>upper</strong> edge of the high mandrel after<strong>die</strong> failure.Furthermore, crack with length ofabout 1.5 mm at the base of mandrelwas detected (Figure 8, comparedwith Figure 4h). In this figure alsomore <strong>in</strong>tensive spall<strong>in</strong>g of diffusi<strong>on</strong>layer <strong>on</strong> the surface at the beg<strong>in</strong>n<strong>in</strong>gof crack was observed. In fact,this surface damage limited <strong>die</strong> lifes<strong>in</strong>ce the surface quality and shapeof forg<strong>in</strong>g did not fulfil demands ofcustomer.In Figures 5–8, <strong>in</strong>crease of microhardnessvalues was found at thedepths of about 60 μm and less. Thiscould be atributed to diffusi<strong>on</strong> of nitrogenfrom the <strong>die</strong> surface layer <strong>in</strong>to<strong>in</strong>terior or eventual <strong>in</strong>crease of carb<strong>on</strong>c<strong>on</strong>tent s<strong>in</strong>ce lubricant based <strong>on</strong>graphite was used for lubricati<strong>on</strong> andcool<strong>in</strong>g of <strong>die</strong> impressi<strong>on</strong>s.C<strong>on</strong>clusi<strong>on</strong>sIn the presented work occurrence of<str<strong>on</strong>g>damages</str<strong>on</strong>g> of <strong>hot</strong>-forg<strong>in</strong>g <strong>die</strong>, made ofDievar, <strong>hot</strong>-work<strong>in</strong>g <strong>die</strong> steel that wasused for <strong>hot</strong> forg<strong>in</strong>g of steer<strong>in</strong>g mechanismhas been analyzed. Gas nitrided<strong>die</strong> was secti<strong>on</strong>ed and exam<strong>in</strong>ed afterits service time, i.e. after 45 766 strokesus<strong>in</strong>g light microscopy and Vickers microhardnessmeasurements. The essentialc<strong>on</strong>clusi<strong>on</strong>s are:• Nitrided microstructure <strong>on</strong> crosssecti<strong>on</strong>srevealed presence ofcompound layer and nitrides <strong>on</strong>gra<strong>in</strong> boundaries. N<strong>on</strong>-homogenousdepth of diffusi<strong>on</strong> layer thatresulted <strong>in</strong> different adsorpti<strong>on</strong>abilities of nitrogen was observedand could be atributed to impropersurface preparati<strong>on</strong> priorto nitrid<strong>in</strong>g. In order to improvesurface activati<strong>on</strong> proper surfacepreparati<strong>on</strong> prior to nitrid<strong>in</strong>gshould be performed too.• Proper selecti<strong>on</strong> of nitrid<strong>in</strong>g parametersis needed <strong>in</strong> order toavoid formati<strong>on</strong> of nitrides <strong>on</strong>gra<strong>in</strong> boundaries.• Metallographical exam<strong>in</strong>ati<strong>on</strong>revealed that three ma<strong>in</strong> types of<str<strong>on</strong>g>damages</str<strong>on</strong>g> could be seen <strong>on</strong> <strong>die</strong> surfaces,i.e. cracks as c<strong>on</strong>sequenceof mechanical and thermal fatigue,spall<strong>in</strong>g of nitrided layer asc<strong>on</strong>sequence of thermal fatigueand mechanical loads, and furrowsas c<strong>on</strong>sequence of abrasi<strong>on</strong>.<strong>RMZ</strong>-M&G 2010, 57
<str<strong>on</strong>g>Ma<strong>in</strong></str<strong>on</strong>g> <str<strong>on</strong>g>damages</str<strong>on</strong>g> <strong>on</strong> <strong>upper</strong> <strong>die</strong> <strong>in</strong> <strong>in</strong>dustrial <strong>hot</strong> forg<strong>in</strong>g463• Mechanical fatique crack<strong>in</strong>g occurredat the base of mandrelsand it was decisive mechanismthat was <strong>in</strong>fluenc<strong>in</strong>g <strong>die</strong> servicelife. Crack with length of about1.5 mm was observed <strong>on</strong> the bottomedge of mandrel. This damagecould be avoided by reduc<strong>in</strong>gthe pressure of deformed material<strong>on</strong> <strong>die</strong> surface <strong>in</strong> the depressi<strong>on</strong>,i.e. by optimiz<strong>in</strong>g deformati<strong>on</strong>sequences (steps) <strong>in</strong> forg<strong>in</strong>g.References[1]Hansen, P. H. (1990): Analysis of weardistributi<strong>on</strong> <strong>in</strong> forg<strong>in</strong>g <strong>die</strong>s. Ph.D.Thesis, Pub. No. MM. 91.06,Technical University of Danmark.[2]Rooks, B. W. (1974):The effect of <strong>die</strong>temperature <strong>on</strong> metal flow and <strong>die</strong>wear dur<strong>in</strong>g high speed <strong>hot</strong> forg<strong>in</strong>g.Proceed<strong>in</strong>gs of the 15 th Internati<strong>on</strong>alMTDR C<strong>on</strong>ference, Birm<strong>in</strong>gham,UK, Macmillan, L<strong>on</strong>d<strong>on</strong>,487–494.[3]S<strong>in</strong>gh, A. K., Rooks, B. W. & Tobias,S. A. (1973): Factors affect<strong>in</strong>g <strong>die</strong>wear, Vol. 25, No. 2, 271–279.[4]Silva, T. M. & Dean, T. A. (1974): Wear<strong>in</strong> drop forg<strong>in</strong>g <strong>die</strong>s. Proceed<strong>in</strong>gsof the 15 th Internati<strong>on</strong>al MTDRC<strong>on</strong>ference, Birm<strong>in</strong>gham, UK,Macmillan, L<strong>on</strong>d<strong>on</strong>, 479–486.[5]Sharma, R. & Arrowsmith, D. J.(1982): The wear of forg<strong>in</strong>g <strong>in</strong>the first five forg<strong>in</strong>g blows. Wear1981–1982, Vol. 74, 1–10.[6]Siedel, R. & Luig, H. (1992): Fricti<strong>on</strong>and wear processes <strong>in</strong> <strong>hot</strong> <strong>die</strong>forg<strong>in</strong>g. New Materials ProcessesExperiences for Die<strong>in</strong>g, Proceed<strong>in</strong>gsof the Internati<strong>on</strong>al EuropeanC<strong>on</strong>ference <strong>on</strong> Die<strong>in</strong>g Materials,Switzerland, 7.–9. September1992, 467–480.[7]Doege, E., Groche, P. & Bobke, Th.(1990): Applicati<strong>on</strong> of adhesi<strong>on</strong>theory to fricti<strong>on</strong> and wear processes<strong>in</strong> <strong>hot</strong> forg<strong>in</strong>g. Proceed<strong>in</strong>gsof the 3 rd Internati<strong>on</strong>al C<strong>on</strong>ference<strong>on</strong> Technology <strong>on</strong> Plasticity, Vol.1, 27–32.[8]Baar, C. (1993): SchmelzmetallurgischeMassnahmen zur Standmengenerhöhungv<strong>on</strong> Schmiedewerkzeugen.Proceed<strong>in</strong>gs of the Sem<strong>in</strong>ar<strong>on</strong> Werkzeug- und Formenbau,Univerität Hannover, September1993, Hannover, 2/1–2/13.[9]Schaefer, F. & Behrens, B. A. (2005):Predicti<strong>on</strong> of wear <strong>in</strong> <strong>hot</strong> forg<strong>in</strong>g<strong>die</strong>s by means of f<strong>in</strong>ite-elementanalysis.Journal of MaterialsProcess<strong>in</strong>g Technology; Vol. 167,309–315.[10]Ebara, R. & Kubota, K. (2008): Failureanalysis of <strong>hot</strong> forg<strong>in</strong>g <strong>die</strong>sfor automotive comp<strong>on</strong>ents. Eng<strong>in</strong>eer<strong>in</strong>gFailure Analysis 2008;Vol. 15, 881–893.[11]Pye, D. (2003): Practical Nitrid<strong>in</strong>g andFerritic Nitrocarburiz<strong>in</strong>g, ASM Internati<strong>on</strong>al,Materials Park, Ohio,2003.[12]Terčelj, M., Smolej, A., Fajfar, P. &Turk, R. (2007): Tribol. Int. 2007;Vol. 40, 374–384.[13]Castro, G., Fernández-Vicente, A. &Cid, J. Wear (2007): 263, 1375–1385. [14]<strong>RMZ</strong>-M&G 2010, 57