Catalogue 205 - Diamond and CBN Tools - PFERD
Catalogue 205 - Diamond and CBN Tools - PFERD
Catalogue 205 - Diamond and CBN Tools - PFERD
- No tags were found...

Create successful ePaper yourself
Turn your PDF publications into a flip-book with our unique Google optimized e-Paper software.
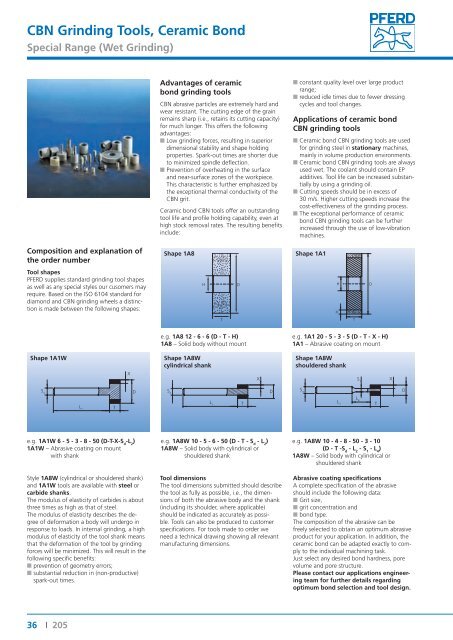
<strong>CBN</strong> Grinding <strong>Tools</strong>, Ceramic BondSpecial Range (Wet Grinding)Advantages of ceramicbond grinding tools<strong>CBN</strong> abrasive particles are extremely hard <strong>and</strong>wear resistant. The cutting edge of the grainremains sharp (i.e., retains its cutting capacity)for much longer. This offers the followingadvantages:■■Low grinding forces, resulting in superiordimensional stability <strong>and</strong> shape holdingproperties. Spark-out times are shorter dueto minimized spindle deflection.■■Prevention of overheating in the surface<strong>and</strong> near-surface zones of the workpiece.This characteristic is further emphasized bythe exceptional thermal conductivity of the<strong>CBN</strong> grit.Ceramic bond <strong>CBN</strong> tools offer an outst<strong>and</strong>ingtool life <strong>and</strong> profile holding capability, even athigh stock removal rates. The resulting benefitsinclude:■■constant quality level over large productrange;■■reduced idle times due to fewer dressingcycles <strong>and</strong> tool changes.Applications of ceramic bond<strong>CBN</strong> grinding tools■■Ceramic bond <strong>CBN</strong> grinding tools are usedfor grinding steel in stationary machines,mainly in volume production environments.■■Ceramic bond <strong>CBN</strong> grinding tools are alwaysused wet. The coolant should contain EPadditives. Tool life can be increased substantiallyby using a grinding oil.■■Cutting speeds should be in excess of30 m/s. Higher cutting speeds increase thecost-effectiveness of the grinding process.■■The exceptional performance of ceramicbond <strong>CBN</strong> grinding tools can be furtherincreased through the use of low-vibrationmachines.Composition <strong>and</strong> explanation ofthe order numberTool shapes<strong>PFERD</strong> supplies st<strong>and</strong>ard grinding tool shapesas well as any special styles our cusomers mayrequire. Based on the ISO 6104 st<strong>and</strong>ard fordiamond <strong>and</strong> <strong>CBN</strong> grinding wheels a distinctionis made between the following shapes:Shape 1A8H DH DTShape 1A1XTe.g. 1A8 12 - 6 - 6 (D - T - H)1A8 – Solid body without mounte.g. 1A1 20 - 5 - 3 - 5 (D - T - X - H)1A1 – Abrasive coating on mountShape 1A1WXShape 1A8Wcylindrical shankXS d DS dL 1L 1DShape 1A8Wshouldered shankTTS dL 1L 4TS 1XDe.g. 1A1W 6 - 5 - 3 - 8 - 50 (D-T-X-S d-L 2)1A1W – Abrasive coating on mountwith shankStyle 1A8W (cylindrical or shouldered shank)<strong>and</strong> 1A1W tools are available with steel orcarbide shanks.The modulus of elasticity of carbides is aboutthree times as high as that of steel.The modulus of elasticity describes the degreeof deformation a body will undergo inresponse to loads. In internal grinding, a highmodulus of elasticity of the tool shank meansthat the deformation of the tool by grindingforces will be minimized. This will result in thefollowing specific benefits:■■prevention of geometry errors;■■substantial reduction in (non-productive)spark-out times.e.g. 1A8W 10 - 5 - 6 - 50 (D - T - S d- L 2)1A8W – Solid body with cylindrical orshouldered shankTool dimensionsThe tool dimensions submitted should describethe tool as fully as possible, i.e., the dimensionsof both the abrasive body <strong>and</strong> the shank(including its shoulder, where applicable)should be indicated as accurately as possible.<strong>Tools</strong> can also be produced to customerspecifications. For tools made to order weneed a technical drawing showing all relevantmanufacturing dimensions.e.g. 1A8W 10 - 4 - 8 - 50 - 3 - 10(D - T -S d- L 2- S 1- L 4)1A8W – Solid body with cylindrical orshouldered shankAbrasive coating specificationsA complete specification of the abrasiveshould include the following data:■■Grit size,■■grit concentration <strong>and</strong>■■bond type.The composition of the abrasive can befreely selected to obtain an optimum abrasiveproduct for your application. In addition, theceramic bond can be adapted exactly to complyto the individual machining task.Just select any desired bond hardness, porevolume <strong>and</strong> pore structure.Please contact our applications engineeringteam for further details regardingoptimum bond selection <strong>and</strong> tool design.36 I <strong>205</strong>