vanadis 4-english - BE Group
vanadis 4-english - BE Group
vanadis 4-english - BE Group

You also want an ePaper? Increase the reach of your titles
YUMPU automatically turns print PDFs into web optimized ePapers that Google loves.
VANADIS 4VANADIS ® 4 SUPERCLEAN 3High performance powder metallurgical cold work tool steel1
VANADIS 4Critical tool steelparameters forGOOD TOOL PERFORMANCE• Correct hardness for the application• High wear resistance• High ductility.High wear resistance is often associated with lowductility and vice-versa. However, for optimal toolperformance both high wear resistance and ductilityare essential in many cases.VANADIS 4 is a powder metallurgical cold work toolsteel offering an extremely good combination ofwear resistance and ductility for high performancetools.TOOLMAKING• Machinability• Heat treatment• Dimensional stability on heat treatment• Surface treatment.Toolmaking with highly alloyed tool steels meansthat machining and heat treatment are often moreof a problem than with the lower alloyed grades.This can, of course, raise the cost of toolmaking.Due to the very carefully balanced alloying and thepowder metallurgical manufacturing route, VANA-DIS 4 has a similar machinability and heat treatmentprocedure to the tool steel grade AISI D2.One very big advantage with VANADIS 4 is that thedimensional stability after hardening and temperingis much better than for all known high performancecold work tool steels. This means, for example, thatVANADIS 4 is a tool steel which is very suitable forCVD coating.ApplicationsVANADIS 4 is especially suitable for applicationswhere adhesive wear and/or chipping are thedominating problems, i.e.• with soft/adherent materials such as austeniticstainless steel, mild steel, copper, aluminium, etc.as work material• with thicker work material.Examples:• Blanking and forming• Fine blanking• Cold extrusion tooling• Powder pressing• Deep drawing• Knives.GeneralVANADIS 4 is a chromium-molybdenum-vanadiumalloyed steel which is characterized by:• High wear resistance• High compressive strength• Very good through-hardening properties• Very good ductility• Excellent dimensional stability after hardeningand tempering• Good resistance to tempering back.Typical C Si Mn Cr Mo Vanalysis % 1,5 1,0 0,4 8,0 1,5 4,0DeliveryconditionColourcodeSoft annealed to approx. 235 HBGreen/white3
VANADIS 4PropertiesPHYSICAL DATAHardened and tempered to 60 HRC.Temperature 20°C 200°C 400°C(68°F) (390°F) (750°F)Densitykg/m 3 7 600 – –lbs/in 3 0,273 – –Modulus ofelasticityN/mm 2 225 000 208 000 190 000psi 32,6 x 10 6 30,1 x 10 6 27,5 x 10 6Coefficientof thermalexpansion per°C from 20°C – 10,8 x 10 -6 11,9 x 10 -6°F from 68°F – 6,0 x 10 -6 6,6 x 10 -6ThermalconductivityW/m • °C 15 18 21Btu in/(ft 2 h °F) 104 125 147Specific heatJ/kg °C 460 – –Btu/lb °F 0,11 – –IMPACT STRENGTHApproximate room temperature impact strength atdifferent tempering temperatures.Specimen size: 7 x 10 x 55 mm (0,27 x 0,40 x 2,2")unnochted. Hardened at 1020°C (1870°F).Quenched in air. Tempered twice.Impact energy Joule10080402060Hardness HRC6055504540Heat treatmentSOFT ANNEALINGProtect the steel and heat through to 900°C(1650°F). Cool in the furnace at 10°C (20°F) perhour to 750°C (1380°F), then freely in air.STRESS RELIEVINGAfter rough machining the tool should be heatedthrough to 650°C (1200°F), holding time 2 hours.Cool slowly to 500°C (930°F), then freely in air.HARDENINGPre-heating temperature: 600–700°C (1110–1290°F).Austenitizing temperature: 980–1100°C (1800–2010°F). Normally 1020°C (1870°F). For largesections >70 mm (2,75") use 1060°C (1940°F).Holding time: 30 min.N.B. Holding time = time at hardening temperatureafter the tool is fully heated through. A holdingtime of less than 30 minutes will result in loss ofhardness.Protect the part against decarburization andoxidation during hardening.QUENCHING MEDIA• Vacuum (high speed gas at sufficient overpressure)• Martempering bath or fluidized bed at500–550°C (930–1020°F)• Martempering bath or fluidized bed at200–350°C (390–660°F).Note 1: Temper the tool as soon as its temperaturereaches 50–70°C (120–160°F).Note 2: In order to obtain the optimum propertiesfor the tool, the cooling rate should be as fast as isconcomitant with acceptable distortion.Note 3: Martempering should be followed byforced air cooling if wall thickness is exceeding70 mm (2,75").0200 300 400 500 °C390 570 750 930 °FTempering temperature (2h + 2h)354Fine blanking puts very high demands onwear resistance and ductility, especiallywhen the work material is thick. Excellent resultshave been obtained with this VANADIS 4 toolused for fine blanking 5 mm (0,2") thick material.
VANADIS 4Hardness, grain size and retained austenite as functions ofaustenitizing temperature.Grain size ASTMHardness HRCRetained austenite %968Grain size86640766462As quenchedhardness30543605856Retained austenite2010254980 1000 1020 1040 1060 1080 1100 1150°C1800 1830 1870 1900 1940 1980 2010 2100°FAustenitizing temperatureTEMPERINGThe tempering temperature can be selected accordingto the hardness required by reference to thetempering graph below.Temper twice with intermediate cooling to roomtemperature. The lowest tempering temperaturewhich should be used is 180°C (360°F). The minimumholding time at temperature is 2 hours.In order not to reduce the toughness do not temperin the range 470–520°C (880–970°F).Tempering graphHardness HRC66Austenitizing temperature641020°C (1870°F)62605856980°C 1000°C(1795°F) (1830°F)5452504846Retained austenite1020°C (1870°F)1234123412341234123412341234123412341234123412341234Retained austenite %1060°C (1940°F)200 300 400 500 600 700°C390 570 750 930 1110 1290°FTempering temperature (2h + 2h)4321Hardness HRC66Austenitizing temperature6462 1100°C (2010°F)60585654525048Retained austenite1100°C (2010°F)12345123451234512345123451234512345123451234512345Retained austenite %1150°C(2100°F)1510546200 300 400 500 600 700°C390 570 750 930 1110 1290°FTempering temperature (2h + 2h)5
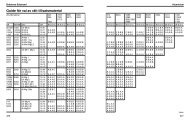
VANADIS 4TTT-graphAustenitizing temperature 1020°C (1870°F). Holding time 30 minutes.Temperature°F °C2000 11001800 10009001600800140070012006001000500800400600 300400 200200100M sMartensiteBainitePearlite1 10 100 1 000 10 000 100 000 Seconds1 10 100 1 000 Minutes1 10 100 HoursAir cooling of0,2 1,5 10 90 600 bars, Ø mm0,0079 0,059 0,394 3,54 23,6 inchA C1f930°C (1705°F)A C1s865°C (1590°F)Temp. Time Hardness°C. hours HV10825 4,6 530800 18,2 222750 1,0 270700 1,8 213650 47,1 342600 70,3 370450 19,3 803400 25,9 772350 18,0 792300 2,6 634250 5,3 606CCT-graphAustenitizing temperature 1020°C (1870°F). Holding time 30 minutes.Temperature°F °C2000 11001800 10009001600800140070012006001000500800400600 300400 200200100M sMartensiteCarbidesPearliteM fBainite1 2 3 4 5 6 7 8 91 10 100 1 000 10 000 100 000 SecondsA C1fA C1sCoolingcurve Hardness T 800–500No. HV 10 (sec)1 835 12 835 143 824 424 782 1395 782 4156 724 7007 620 20778 483 35009 274 70001 10 100 1 000 Minutes1 10 100 Hours0,2 1,5 10 90 6000,0079 0,059 0,394 3,54 23,6Air cooling ofbars, Ø mminch6
VANADIS 4DIMENSIONAL CHANGES DURING HARDENINGSample plate 100 x 100 x 25 mm (4" x 4" x 1").Dimensional change, %▲0,080,040-0,04Length Width ThicknessSample cube 80 x 80 x 80 mm(3 1/8" x 3 1/8" x 1/8").Dimensional change, %▲0,080,04SUB-ZERO TREATMENTPieces requiring maximum dimensional stability canbe sub-zero treated as follows:Immediately after quenching the piece should besub-zero treated to between –70 and –80°C (–95 to–110°F), soaking time 3–4 hours, followed bytempering. Sub-zero treatment will give a hardnessincrease of ~1 HRC. Avoid intricate shapes as therewill be risk of cracking.NITRIDINGNitriding gives a hard surface layer that is resistantto wear and erosion.VANADIS 4 is normally high temperature temperedat around 525°C (980°F). This means that thenitriding temperature used should not exceed 500–525°C (930–980°F). Ion nitriding at a temperaturebelow the tempering temperature used is preferred.The surface hardness after nitriding is approximately1250 HV 0,2 kg . The thickness of the layer should bechosen to suit the application in question.0-0,04Length Width Thickness980°C (1800°F), 30 min.1020°C (1870°F), 30 min.1050°C (1920°F), 30 min.DIMENSIONAL CHANGES DURING TEMPERINGDimensional change, %+0,08+0,04Blanking tool made from VANADIS 4 for blanking of10 mm (0,4") thick plate.0–0,04–0,08100 200 300 400 500 600 °C210 390 570 750 930 1110 °FTempering temperatureNote: The dimensional changes on hardening andtempering should be added together.7
VANADIS 4MachiningrecommendationsFeed (f)Face grinding A 46 HV B107 R75 B3 1)mm/rev 0,05–0,25 2) 0,10–0,25 2) 0,15–0,25 2) straight wheel 3SG 46 GVS 2)MILLINGFace and square shoulder millingMilling with carbide Milling withThe cutting data below are to be considered asCutting data Rough Fine HSSguiding values which must be adapted to existingparameters milling milling Fine millinglocal conditions.Cutting speed (v c )m/min. 50–90 90–110 10TURNINGf.p.m. 160–295 295–360 33Feed (f z )Turning with carbide Turningmm/tooth 0,2–0,4 0,1–0,2 0,1Cutting data Rough Fine with HSSin/tooth 0,008–0,016 0,004–0,008 0,004parameters turning turning Fine turningDepth of cut (a p )Cutting speed (v c )mm 2–5 – 2 – 2m/min. 70–100 100–150 15inch 0,08–0,20 – 0,08 – 0,08f.p.m. 230–320 320–490 50CarbideFeed (f)designation ISO K15* K15*–mm/rev 0,3–0,6 – 0,3 –0,3i.p.r. 0,01–0,024 – 0,01 – 0,01*Use a wear resistant Al 2 O 3 -coated carbide grade, e.g. SandvikDepth of cut (a p )Coromant GC 3015 or SECO T10Mmm 2–6 – 2 – 2inch 0,08–0,24 – 0,08 – 0,08Machining groupEnd millingISO K15* K15* –Type of milling* Use a wear resistant Al 2 0 3 -coated carbide grade, e.g.Cutting data Solid Carbide index- High speedSandvik Coromant GC 3015 or SECO TP05.parameters carbide able insert steelCuttingspeed (v c )m/min. 25 60–100 10 1)DRILLINGf.p.m. 80 195–330 33 1)High speed steel twist drillFeed (f z )mm/tooth 0,03–0,2 2) 0,08–0,2 2) 0,05–0,35 2)Drill diameter Cutting speed (v c ) Feed (f)in/tooth 0,001–0,008 2) 0,003–0,008 2) 0,002–0,014 2)mm inch m/min f.p.m. mm/rev i.p.r.Carbide–5 –3/16 10* 33* 0,08–0,20 0,003–0,008 designation5–10 3/16–3/8 10* 33* 0,20–0,30 0,008–0,012ISO K20 K15 3) –10–15 3/8 –5/8 10* 33* 0,30–0,35 0,012–0,01415–20 5/8 –3/4 10* 33* 0,35–0,40 0,014–0,0161)For coated HSS end mill v c ≈14m/min. (45 f.p.m.)* For coated HSS drills v c ~14 m/min. (45 f.p.m.).2)depending on radial depth of cut and cutter diameter3)Use a wear resistant Al 2 O 3 -coated carbide gradeCarbide drillType of drillGRINDINGA general grinding wheel recommendation is givenCutting dataparametersCuttingspeed (v c )IndexableinsertSolidcarbideBrazedcarbide 1)below. More information can be found in theUddeholm publication “Grinding of Tool Steel”.Wheel recommendationm/min. 100–150 45 30Soft annealed Hardenedf.p.m. 330–490 145 100Type of grinding condition condition1)Drills with internal cooling channels and a brazedC46 GVcarbide tip.Face grinding A 24 GV 3SG 46 FVSPF 2)2)Depending on drill diameter.segmentsA46 FVCylindrical grinding A 60 JV B126 R75 B3 1)5SG 70 IVS 2)C60 IVInternal grinding A 46 JV B107 R75 B3 1)3SG 60 JVS 2)C60 HVProfile grinding A 100 LV B107 R100V 1)5SG 80 JVS 2)C120 HV1)If possible use CBN wheels for this application.2)Grinding wheel from Norton Co.8
VANADIS 4Electrical-dischargemachining —EDMIf EDM is performed in the hardened and temperedcondition, finish with “fine-sparking”, i.e. lowcurrent, high frequency.For optimal performance the EDM’d surface shouldthen be ground/polished and the tool retemperedat approx. 25°C lower than the original temperingtemperature.When EDM’ing larger sizes or complicated shapesVANADIS 4 should be tempered at high temperatures,above 500°C (930°F).Relative comparison ofUddeholm cold work tool steelMATERIAL PROPERTIES AND RESISTANCE TO FAILURE MECHANISMSHardness/ Fatigue cracking resistanceResistance Resistance to Ductility/ Toughness/Uddeholm to plastic Machin- Grind- Dimension Abrasive Adhesive resistance to grossgrade deformation ability ability stability wear wear chipping crackingCALMAXSLEIPNERSVERKER 21VANADIS 4VANADIS 6VANADIS 10VANADIS 23VANADIS 30VANADIS 60AISI M:29